IPC-7095D-CHINESE NP 2019.pdf - 第103页
IPC-7095D-W AM1 CN 2019 年 1 月 87 7.1.1.1 颗粒尺寸和焊膏选择 应根据下列因素(除了别的之外)选取焊膏: • 焊膏应该印刷良好,可提供良好的印刷清晰度且不易塌陷。 • 焊膏中的助焊剂应该有足够的活性并能表现良好的润湿性和再流特性 ,且如果使用免清洗助焊剂,应该与清 洗工艺或表面电阻要求相兼容。 • 颗粒的直径不应该超过开孔宽度除以 4.2 的商。当违反这条规定时 ,会影响焊膏释放和印刷清晰度。也可参…
IPC-7095D-WAM1 CN 2019 年 1 月
86
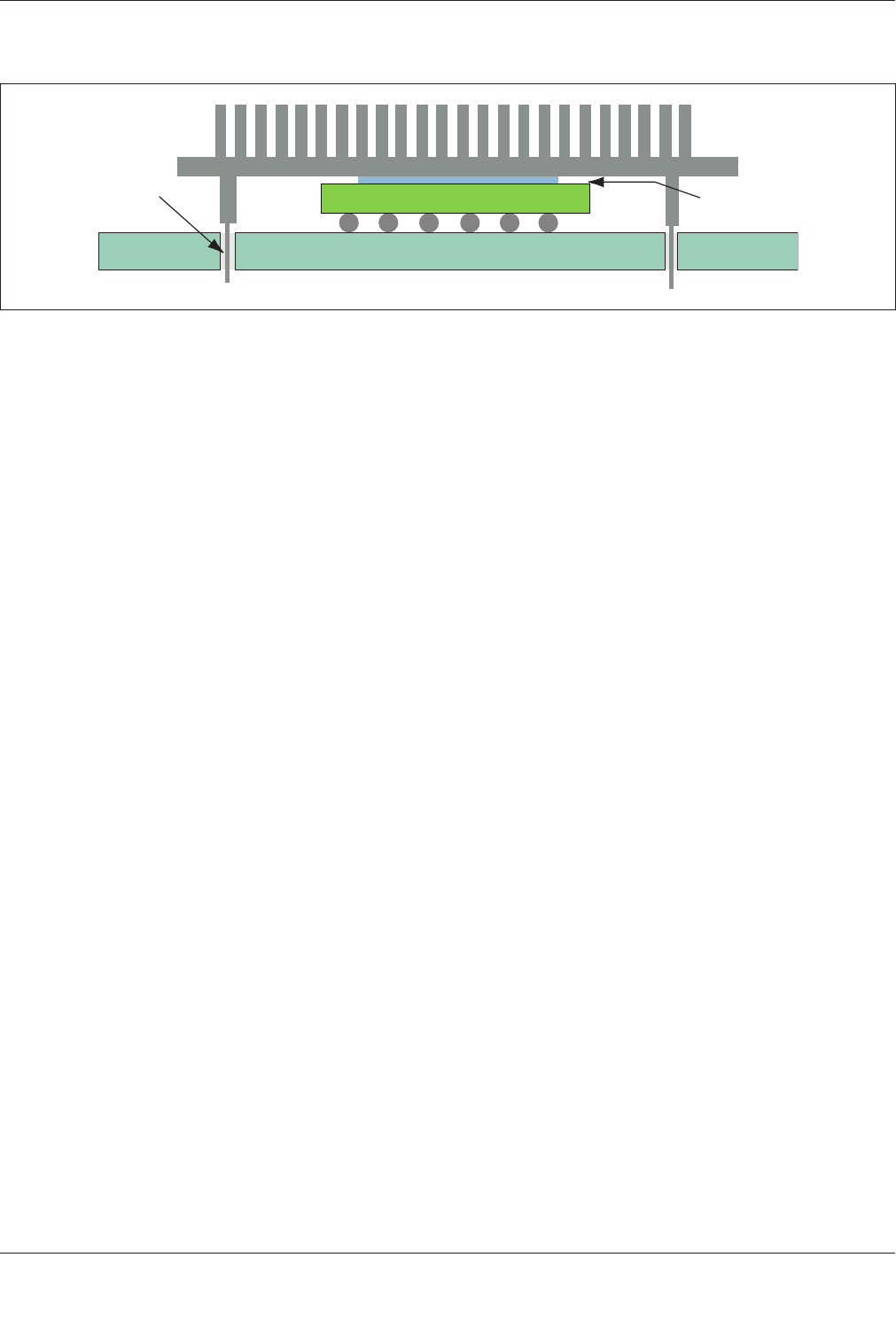
图 6-45 展示了连接 BGA 的散热片直接通过波峰焊接至印制板上。这种散热片设计有 4 个或以上的引脚,在波
峰焊接之前将它们插入印制板的孔内。与前面方法不同的是,这种方法不需要任何组装后加工来连接散热片。
C
B
D
A
IPC-7095d-6-45-cn
图 6-45 将散热片引脚通过波峰焊焊接在通孔中,连接 BGA 的散热片
A– 硅脂 / 凝胶 /PCM
B– BGA
C– 散热片引脚
D– 印制板
图 6-43、6-44、6-45 所示的方法有一个缺点在图 6-41 和图 6-42 所示方法中不会出现,即它们在印制板上需设
计有安装孔,这些孔可能会减少印制板所有层用于布线的空间。对于高密度板设计,这可能会影响印制板最终
需要的层数。
7 BGA 组件
7.1 表面贴装工艺
连接 BGA 的组装工艺比连接密节距外围元器件的组装工艺在某些方面更为宽松,但是在
其它方面要求则更多。制程缺陷率远比外围密节距元器件低,但良好的工艺控制是必要的。
7.1.1 焊膏及其施加
表面贴装组件使用焊膏将 BGA焊球连接到连接盘。焊膏可通过三种方式施加到连接盘上:
1)丝印(很少使用)
2)模板印刷
3)点涂(仅用于特定应用)
对于 BGA 组件,通常用模板(用于维修的点涂)通过开孔将焊膏印刷在 BGA 连接盘上,模板的开孔尺寸与
BGA 连接盘尺寸相同或稍小。
模板厚度和开孔尺寸决定设计的焊膏量,焊膏量对于某些 BGA 类型的焊点可靠性是至关重要的。刮刀类型和
工艺参数设定会影响沉积的焊膏量。使用较密节距 BGA 元器件时需要减小模板厚度;但减小模板厚度时需要
特别小心,不要使其它元器件的焊膏量过少。
焊膏由金属粉末颗粒和助焊剂均质混合而成。焊膏的金属含量(约占总质量的 90%)决定了焊点中的焊料量。
最常见的焊膏合金是共晶 SnPb37 和无铅合金 SnAg3Cu0.5(SAC305)。金属粉末颗粒通常为球状。形状均匀的
颗粒有助于印刷或点涂工艺且可通过减小表面积来减少氧化。
助焊剂占了焊膏剩余成分的绝大部分。助焊剂中的活化剂可将氧化物从焊料颗粒、连接盘和 BGA 焊球中清
除,它们也提升了再流焊过程的可焊性。由于多种原因,再流过程中的外来焊球通常是可靠性所关心的问题,
特别是涉及密节距器件时。溶剂对于控制焊膏的粘性有重要的作用,并且会影响流变性质。BGA 焊点中空洞
的形成与焊膏中的溶剂有关。低沸点的溶剂和 / 或不正常的再流参数会使 BGA 焊点中空洞的发生率增加。
为了成功印刷 FBGA,焊膏必须能透过模板上极小的开孔。焊膏需要在一定的时间内保持可印刷性和粘性,同
时必须在再流焊之前或期间保持印刷焊膏的清晰度。焊膏粘度、颗粒大小和模板寿命是施加焊膏时的关键参数。
IPC-7095D-WAM1 CN2019 年 1 月
87
7.1.1.1 颗粒尺寸和焊膏选择
应根据下列因素(除了别的之外)选取焊膏:
• 焊膏应该印刷良好,可提供良好的印刷清晰度且不易塌陷。
• 焊膏中的助焊剂应该有足够的活性并能表现良好的润湿性和再流特性,且如果使用免清洗助焊剂,应该与清
洗工艺或表面电阻要求相兼容。
• 颗粒的直径不应该超过开孔宽度除以 4.2 的商。当违反这条规定时,会影响焊膏释放和印刷清晰度。也可参
见 IPC-7525。
J-STD-005 对焊料颗粒尺寸进行了分类(见表 7-1)。 表 7-1 也显示了焊膏球尺寸及其尺寸分布。表 7-2 提供了
针对不同节距的焊球颗粒尺寸的建议。在表 7-2 中,S/P 是模板开孔宽度除以焊料球颗粒尺寸得到的商。
表 7-1 按类型和网目的焊球尺寸分布
类型代号 网目尺寸 (lines/in) 颗粒尺寸(
μ
m)(至少 80% 在范围内)
*
2 -200/+325 75 至 45
3 -325/+500 45 至 25
4 -400/+635 38 至 20
5 -500 25 至
10
6 -635 15 至 5
*J-STD-005
表 7-2 不同节距器件获得良好焊膏释放的焊粉类型的建议(S/P 比例 > 4.2)
封装节距 (mm) 模板开孔宽度
μ
m [mils] 粉末最大尺寸 (
μ
m) 期望的焊料类型
1.27 635 [25] 91 类型 2 (
75
μ
m 至 45
μ
m)
0.80 380 [15] 54 类型 2 (
75
μ
m 至 45
μ
m)
0.50 280 [11] 40 类型 3 (
25
μ
m 至 45
μ
m)
0.40 228 [9] 33 类型 4 (
20
μ
m 至 38
μ
m)
0.30 190 [7.5] 27
类型 4 (
20
μ
m 至 38
μ
m) 或
类型 5 (15
μ
m 至 25
μ
m)
0.25 165 [6.5] 24 类型 5 (
15
μ
m 至 25
μ
m)
颗粒尺寸分布会影响焊膏的粘度和可印刷性。最常使用类型 3 焊膏,且适用于大部分印刷用途。极密节距 CSP
应用可能需要使用类型 4 焊膏。改为类型 4 焊粉时应该小心,因为由于颗粒表面积的增加从而增加了焊料颗粒
氧化的可能,这样一般会降低可焊性。当使用类型 4 和更小的焊粉时,再流焊炉中充入氮气是有必要的。
7.1.1.2 模板厚度和开孔设计
对于所有元器件来说,随着元件节距减小通常有必要减小模板厚度。针对给定
节距的 BGA、FBGA 及 CSP,表 7-3 给出了建议的模板厚度。
表 7-3 不同 BGA 节距的模板厚度
封装节距
(mm) [mil]
模板厚度
(
μ
m) [mil]
1.0 至 1.5
[0.039 至 0.059]
152.4 至 177.8
[6 至 7]
0.60 至 0.99
[0.024 至 0.039]
100 至 150
[4 至 6]
0.40 至 0.59
[0.016 至 0.023]
75 至 100
[3 至 4]
0.30 至 0.39
[0.012 至 0.015]
75
[3]
<
0.30
[0.012]
50 至 75
[2 至 3]
IPC-7095D-WAM1 CN 2019 年 1 月
88
CSP 和其它密节距面阵列封装很少是印制板组件上唯一的元器件,所以在选择模板厚度时确定平衡点很重要。
薄型模板,对 CSP 印刷是最佳选择,但它可能不能给其它元器件如节距较大的 BGA 提供足够的焊膏。这会导
致诸如 HoP 缺陷或降低关键 ASIC 的热疲劳寿命。
当要决定模板厚度和焊膏沉积量时,较多的焊膏沉积比较少的沉积更安全,其目标为桥连与开路缺陷比达到六
倍左右(比值而非有更多缺陷)。因为桥连很少会漏检,它们在测试中一定会被发现(ICT 或 FT)。然而,因
为检测时焊点会受压可能会接触,开路和间歇性开路很容易逃过检测,但它们会导致现场失效。所以在模板和
连接盘图形设计时,目标设定为桥连比开路更多这一
指南是预防现场失效、性价比最好的方法。
可提供良好焊膏释放的模板开孔设计很重要。为了确
保良好的焊膏释放,推荐使用的宽厚比为 1.5。宽厚比
是模板开孔宽度和模板厚度的比值。另一个常用的比
值是面积比。推荐使用大于 0.66 的面积比。使用这些
强烈推荐的宽厚比和面积比的模板设计背后的理念在
于允许更多的焊膏完整释放和将孔壁焊膏残留降至最
低,违反指导比例的模板设计会有未印刷焊料颗粒累
积在模板开孔内的风险。出现这种情况的严重情形是,
因为开孔堵塞,焊膏在连接盘上的沉积量减少,可能
导致完整组装后的焊点焊接不良或完全未形成焊点。
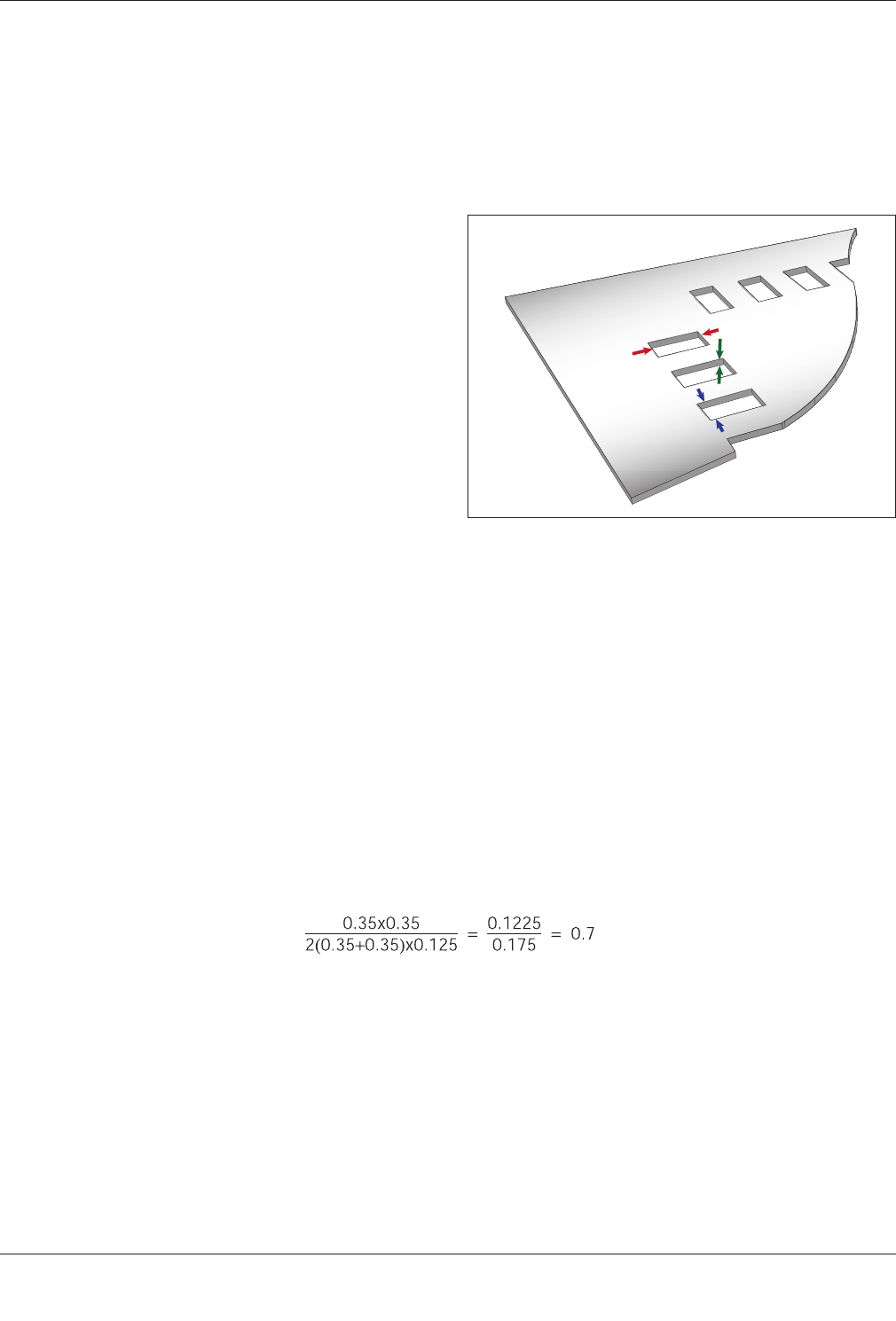
面积比的计算公式为模板开孔面积除以开孔壁的面积
(见图 7-1)。
连接盘触点面积 /模板壁面积等于开孔面积/孔壁面积:
L × W / 2(L + W) × T > 0.66
其中 :
L= 开孔长度
W= 开孔宽度
T= 模板厚度
注:
在开孔设计中宽厚比比面积比更常见,因为当连接盘长度远大于连接盘宽度时,宽厚比是面积比的一维简
化形式。例如,一个尺寸为 0.35mm 的方形开孔,若模板厚度为 0.125mm,则面积比为:
要达到此比值,采用外扩或比连接盘大的开孔是必要的。特别是对于节距较密的 BGA,模板开孔通常为 1:1
或略小于连接盘以达到密封效果。如果模板开孔需要比连接盘大时,每次印刷后可能有必要清洁模板,以达
到预期的面积比以实现更好的焊膏释放。较大的开孔可能导致焊膏泄漏至模板底部,这会污染随后印刷的印
制板。在设计用于 CBGA、CCGA 和通孔内焊膏工艺的模板时,模板开孔应远大于连接盘,注意到这一点也
是重要的。
人们还认识到,某些情况下可能无法按照面积比建议来设计模板。使用现代焊膏配方和模板技术,结合精心实
施的印刷工艺,面积比降至 0.5 可以产生足够的印刷量。方形或矩形开孔也可以设计成圆角,以促进在这种情
况下的焊膏转移。应该咨询产品供应商,以识别最佳材料来满足印刷和组装要求。表 7- 4 解释了常见的模板技
术和目前可用的选项。也参见 IPC-7525。
A
B
C
IPC-7095d-7-1-cn
图 7-1 用于宽厚比和面积比计算的模板开孔标识(焊
料模板特征尺寸)
A– 开孔长度 (L)
B– 模板厚度 (T)
C– 开孔宽度 (W)