IPC-7095D-CHINESE NP 2019.pdf - 第55页
IPC-7095D-W AM1 CN 2019 年 1 月 39 通常,适当的温度曲线对确保 BGA 连接器焊料连接很关键。因为连接器基板通常是由树脂材料制成 ,热量不 会通过连接器本体转移,就像典型的 BGA 有源器件一样。最为重要的是 ,至少将一个热电偶放置在连接器的 中心 ,以验证达成适当的温度。将热电偶将放置在连接 器的角落和中间是最佳做法。 4.5.3 BGA 材料和插座类型 BGA 插座是为了给处理 器或其它元器件与印制板之…
IPC-7095D-WAM1 CN 2019 年 1 月
38
• 需管理多个供应商(成本,物流和变更控制)
• 已知好的芯片测试和老化方法
• 芯片和晶圆可获得性
• 整合高、低良率的器件
• 总体的产品质量和可靠性
有关补充和相关主题的详细信息,如晶圆级封装和 CSP,参见 IPC-7094;关于 3D 封装,参见 IPC-7091。
4.5 BGA 连接器和插座
4.5.1 BGA 连接器材料考量
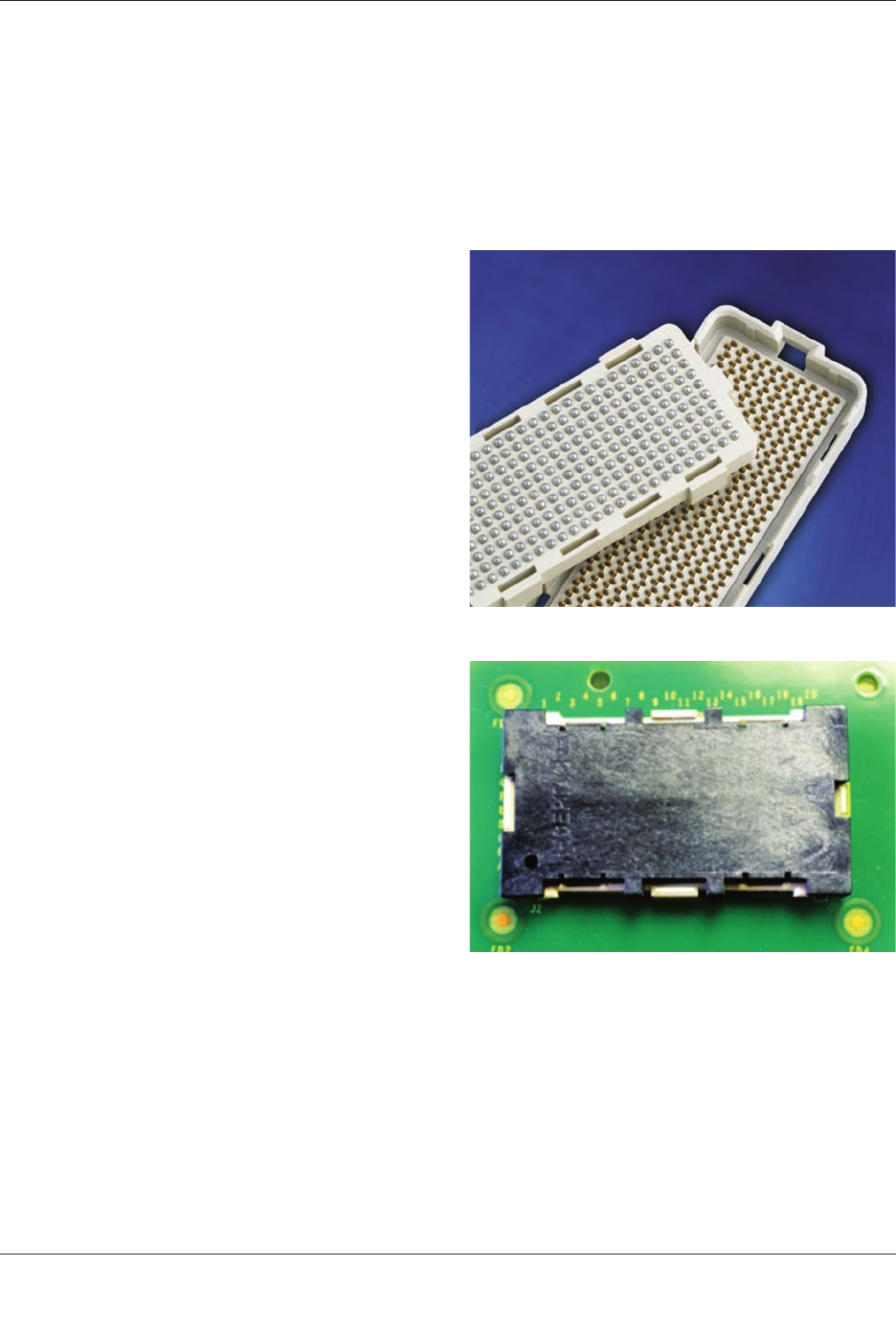
图 4-31 所示的 BGA 连
接器设计在两个印制板组件间提供相对低外形的水平
或平行界面。已开发出为这种应用设计的材料以承受
与 SMT 组装相关的再流焊接温度,并提供典型产品终
端使用在变化的环境条件下的可靠互连。
了解连接器系统的材料性质很重要。在产品寿命周期
之内,印制板组件会经历许多不同的热循环,这些热
循环会导致组件中的元器件材料包括 BGA 连接器的膨
胀和收缩。由于连接器和印制板基板之间的热交互作
用,因此选择 BGA 连接器材料很重要。特别地,BGA
连接器材料与印制板基板材料的 CTE 匹配性对于封装
和焊点的可靠性很重要,CTE 的高度匹配可使热导致
的应力最小化。在选择外壳树脂、端子方向和触点的
许多设计都应考虑到这一点。
4.5.2 BGA 连接器的连接考量
BGA 连接器贴装并焊接到印制板基板上时需要解决几
个事项,一些 BGA 连接器设计,没有提供用标准的
SMT 吸嘴来真空拾取它们。在这种情况下,有以下两
个选项:
1)使用定制的吸嘴进行机械吸盘拾取
2) 设计带有盖子或其它临时吸附表面的 BGA连接器,
这样可用标准的真空吸嘴(见图 4-32)。
这两种选择对于生产都是可行的,最佳的选项主要取
决于连接器的设计。取决于连接器材料,必须验证再
流焊温度曲线并比较连接器材料的 Tg。当连接器的温
升超过了其 Tg 点,连接器有向印制板内拱或向板外翘的倾向(翘曲)。实际的行为取决于:
• 连接器几何形状
• 连接器材料
• 连接器焊球与基板之间的表面张力
• 成功焊接所需的连接器共面性要求
再流焊过程中的材料性质表现和连接器的整体尺寸决定了连接器焊球共面性要求。
图 4-31 BGA 连接器
图 4-32 带真空帽的 BGA 连接器
IPC-7095D-WAM1 CN2019 年 1 月
39
通常,适当的温度曲线对确保 BGA 连接器焊料连接很关键。因为连接器基板通常是由树脂材料制成,热量不
会通过连接器本体转移,就像典型的 BGA 有源器件一样。最为重要的是,至少将一个热电偶放置在连接器的
中心,以验证达成适当的温度。将热电偶将放置在连接
器的角落和中间是最佳做法。
4.5.3 BGA 材料和插座类型
BGA 插座是为了给处理
器或其它元器件与印制板之间提供接口。这些插座主要
由能承受高达 265° C 再流焊温度的玻璃聚合物材料制
成。玻璃聚合物材料的一大优点是其 CTE 大致与印制板
的 CTE 相同。插座和印制板之间的界面采用了 BGA 技
术,基于它们要配合的封装元器件界面,有两种不同的
设计方案。
1)PGA(针栅阵列)
2)LGA(盘栅阵列)
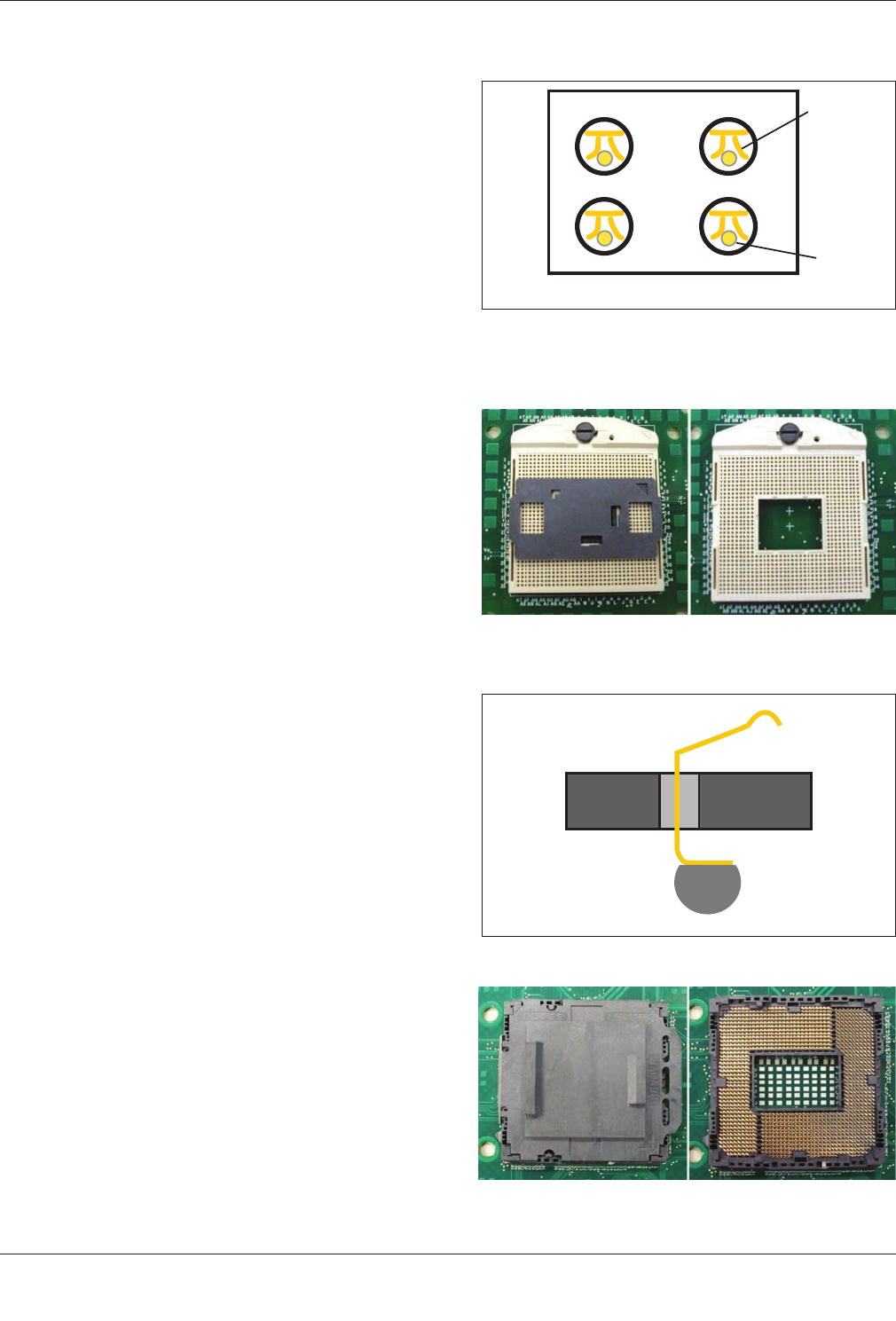
PGA 元器件的插座通常为零插拔力(ZIF)类型,它利
用了一种凸轮螺母移动盖板以让插针落入,推动插针并
压入触片,然后提供所需的负载以使电气接触。(见图
4-33 和图 4-34)
LGA 插座则使用折弯成某一精确角度的触片来与封装上
的连接盘相接触(见图 4-35)。封装必须施加一向下的
压力以推动插针向下靠着连接器触片。因此就需要一个
加载机械机构并内置于插座本体,或者一个独立式的加
载机构(ILM),在插座再流焊焊接至印制板之后进行安
装。ILM 利用一个杠杆,当其闭合时,有一个向下的力
作用于元器件。
LGA 和 PGA 插座设计使用了扣在插座上方的贴装盖。
这些盖可同时起到保护触片以及为贴装设备吸嘴提供平
整表面吸起插座的双重作用(见图 4-36)。
4.5.4 BGA 插座连接考量
如同其它 BGA 一样,成功
连接 BGA 插座有许多类似的要求。在再流焊之前和再
流焊过程中保持焊球恰当的共面性并对插座翘曲进行控
制是很重要的。BGA 插座操作比起其它 BGA 元器件更
加关键,原因在于焊球是与插座桨叶相连而并非直接与
元器件本体或基板相连。如果受到撞击,该插座桨叶很
容易弯曲,使焊球移动无法保持对齐而导致短路或开
路。另外一种常见缺陷类型归属于 HoP 开路。这些开路
缺陷的主要原因是翘曲,常见于插座的角落焊球。除了
采用能在再流焊期间使插座保持相对平坦之外,还可采
取几种方法来减轻这影响。
A
B
IPC-7095d-4-33-cn
图 4-33 针栅阵列(PGA)插座引脚
A– 插座触点
B– PGA 引脚
图 4-34 带有和不带有贴装盖的针栅阵列(PGA)
插座
IPC-7095d-4-35-cn
图 4-35 盘栅阵列(LGA)接触引脚
图 4-36 带有和不带有贴装盖的盘栅阵列(LGA)
插座

IPC-7095D-WAM1 CN 2019 年 1 月
40
处理器插座中央有一个开口允许在器件底部放置电容。由于插座覆盖有用于拾取的盖子,这会造成再流焊过程
中空气流动闭塞的空间,使得最靠近此腔体的焊球温度会比外排焊球温度低。因此必须要特别注意再流曲线以
使内外排焊球之间的温度差趋于最小。较小温度差有利于再流焊过程中插座翘曲的最小化。要减少开路的另一
个方法是增加焊膏量,尤其是增加有问题区域的焊膏量。增加模板厚度并非总是可行的,所以可将增大模板开
孔尺寸作为一个替代选择。通常来说,在创建再流曲线时最好遵照焊膏制造商的建议;但是确保最高温度、保
温时间,以及高于液相线时间不处于下限值也有助于避免 HoP 开路。
4.6 BGA 构造材料
4.6.1 BGA 基板材料类型
BGA 构造中使用到几种材料。材料的选择取决于很多于因素(如成本、使用环境、
可靠性要求等)。材料选择也取决于 BGA 制造所用的工艺以及芯片 I/O 重新分配为面阵列格式时设计需要的复
杂度。基材的选择不仅依据它们的电气特性,而且要依据它们的机械属性。大部分元器件制造商要求用于 I/O
端口重新分配的材料需满足 JESD22-A102B 规定的应力测试。这项严苛的加速度应力测试,包含有压力容器中
暴露试验,因此只允许最稳健的材料用作载板。
4.6.1.1 双马来酰亚胺三嗪(BT)玻璃
与玻璃纤维增强物结合使用的 BT 树脂是 BGA 封装中基板制造的常
见选择。这种材料有许多货源并能提供良好的热性能(基于具有相对较高的 T
g
)。此外,BT 树脂的电气性能
(IPC-4101/30 T
g
范围 170°C -220°C)适用于大多集成电路封装应用。
4.6.1.2 环氧树脂玻璃(FR-4)
阻燃环氧 - 玻璃复合物可用于 BGA 封装,但此材料最常见用于印制板制造。
高 T
g
FR-4 层压板(四官能团、多官能团)主要用于多层印制板的制造,但此材料同时也适合 BGA 封装。
环氧树脂材料配方方面的进展已大大改善了其高温性能,在 T
g
方面也可与 BT 匹敌。BGA 构造中使用 FR-4 树
脂系统的另一优点是其 CTE 与其安装的印制板更匹配。
IPC-4101 包含了满足符合 RoHS 以及无铅焊接要求的材料规格表。已配方出的成分在焊接期间(可能超过
260°C 的工艺)有最小化分解率和 Z 轴过度膨胀。由于制造商使用变化多样的配方来制造环氧树脂玻璃基材
料,用单张规格表来表达不切实际。T
g
范围介于 110°C 至 170°C,分解温度(Td)的范围介于 310℃至 340℃
的 FR-4 材料其成分元素略有差异 。所有材料的 UL 阻燃等级为 V-0。表 4-10 提供了 IPC-4101 规格表的这些性
能总结。
4.6.1.3 FR-4 的阻燃剂
关于制造 FR-4 复合材料时使用的阻燃剂,RoHS 指令禁止使用某些溴化合物,但
没有禁止用于基板制造中目前作为玻璃增强基材的阻燃溴化物材料。RoHS 列为非法的含溴化合物是那些在
聚合物基体中保持独立分子的物质。这些物质包括多溴联苯醚(PBDE)或多溴联苯氧化物(PBBO)和多溴
联苯(PBB)。
符合
RoHS 的含溴化合物包括起反应成为聚合物基体化学成分一部分的那些物质,(如四溴双酚 A(TBBPA))。
符合 RoHS 并不代表基材必须无卤。某些含溴阻燃剂(包括 FR-4 中最普遍的含溴阻燃剂 TBBPA), 已 被 RoHS
接受,十溴联苯醚也已得到了 RoHS 的豁免。
4.6.1.4 陶瓷
陶瓷是称谓一大类基于矾土或氧化铝基板的术语。陶瓷是最先以 PGA 的形式作为面阵列封装
的材料之一,同时也是最先用作构建最初期 BGA 的封装材料。陶瓷基板有较高的热传导率,且采用腔体加盖
子的形式,具有提供气密性封装的能力。