IPC-7095D-CHINESE NP 2019.pdf - 第91页
IPC-7095D-W AM1 CN 2019 年 1 月 75 6.4.3 避免正面再流的方法 避免正面再流 ,其宗旨是要减少 6.4.2 三种路径传热至 BGA 焊点中的一种或多 种路径。图 6-35 说明了这些方法。 1 ) 可在 BGA 封装外安装热隔离装置以避免直接受热于波峰焊接设备内的预热器 。这些热隔离装置可与波峰 焊载具机械联结在一起。 2 ) 在印制板反面用阻焊膜将导通孔遮蔽 。导通孔遮蔽规则在设计时应写进可制造性设计…
IPC-7095D-WAM1 CN 2019 年 1 月
74
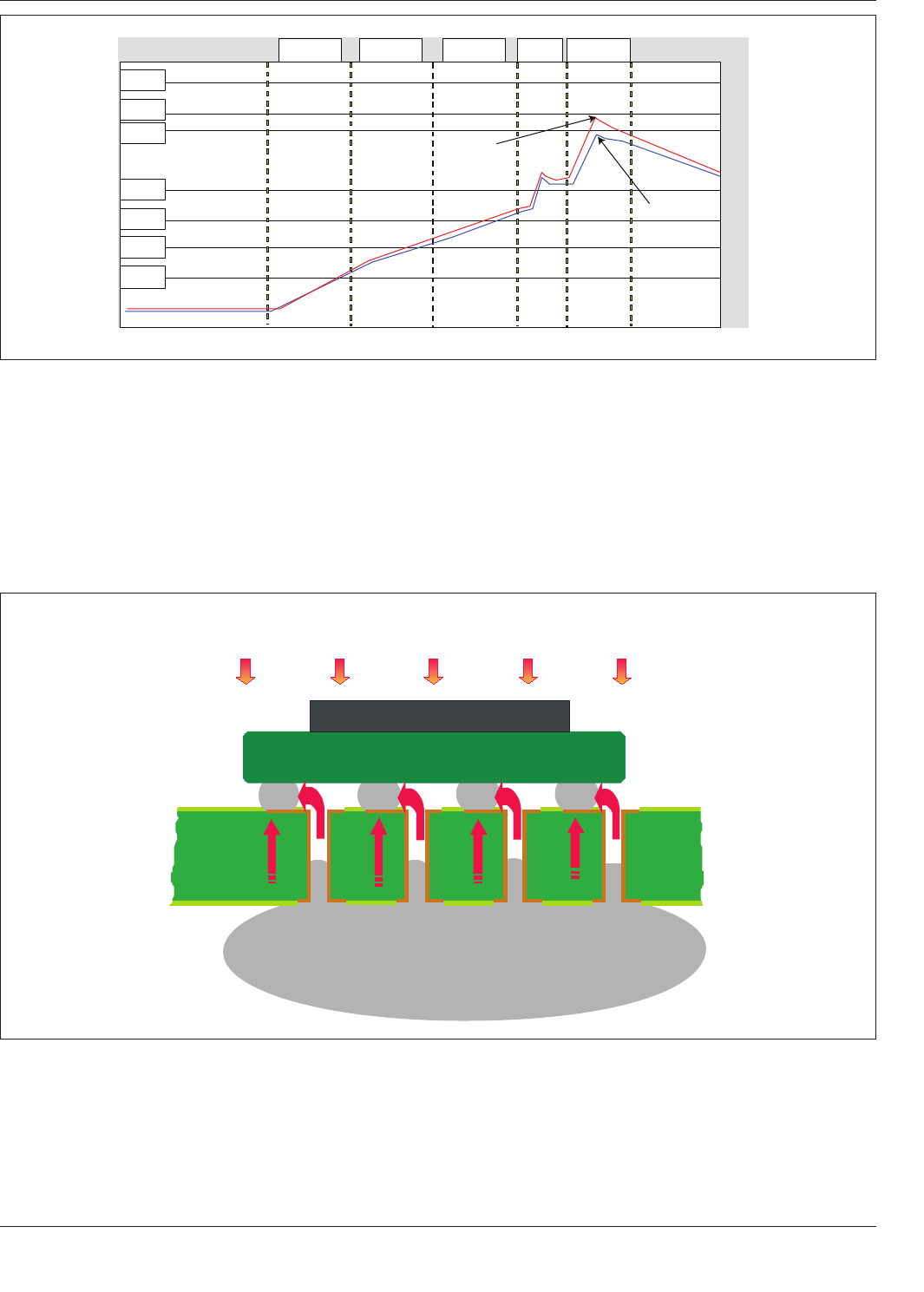
图 6-33 正面元器件混装板组件,波峰焊温度曲线
A– 温区 1
B– 温区 2
C– 温区 3
D– 紊波(译者注)
E– 平波
F– 密节距的最大峰值温度为 160 °C
G– BGA 的最大峰值温度为 150 °C
150 ° C
160 ° C
183 °C
80 ° C
B
100 ° C
A C D E
40 ° C
60 ° C
G
F
IPC-7095d-6-33-cn
图 6-34 波峰焊接时,到达 BGA 焊点的热通道
A– 路径 A
B– 路径 B
C– 路径 C
D– 热源
E– BGA
F– 印制板
G– 波峰
D
E
C
A
G
B
F
IPC-7095d-6-34-cn
IPC-7095D-WAM1 CN2019 年 1 月
75
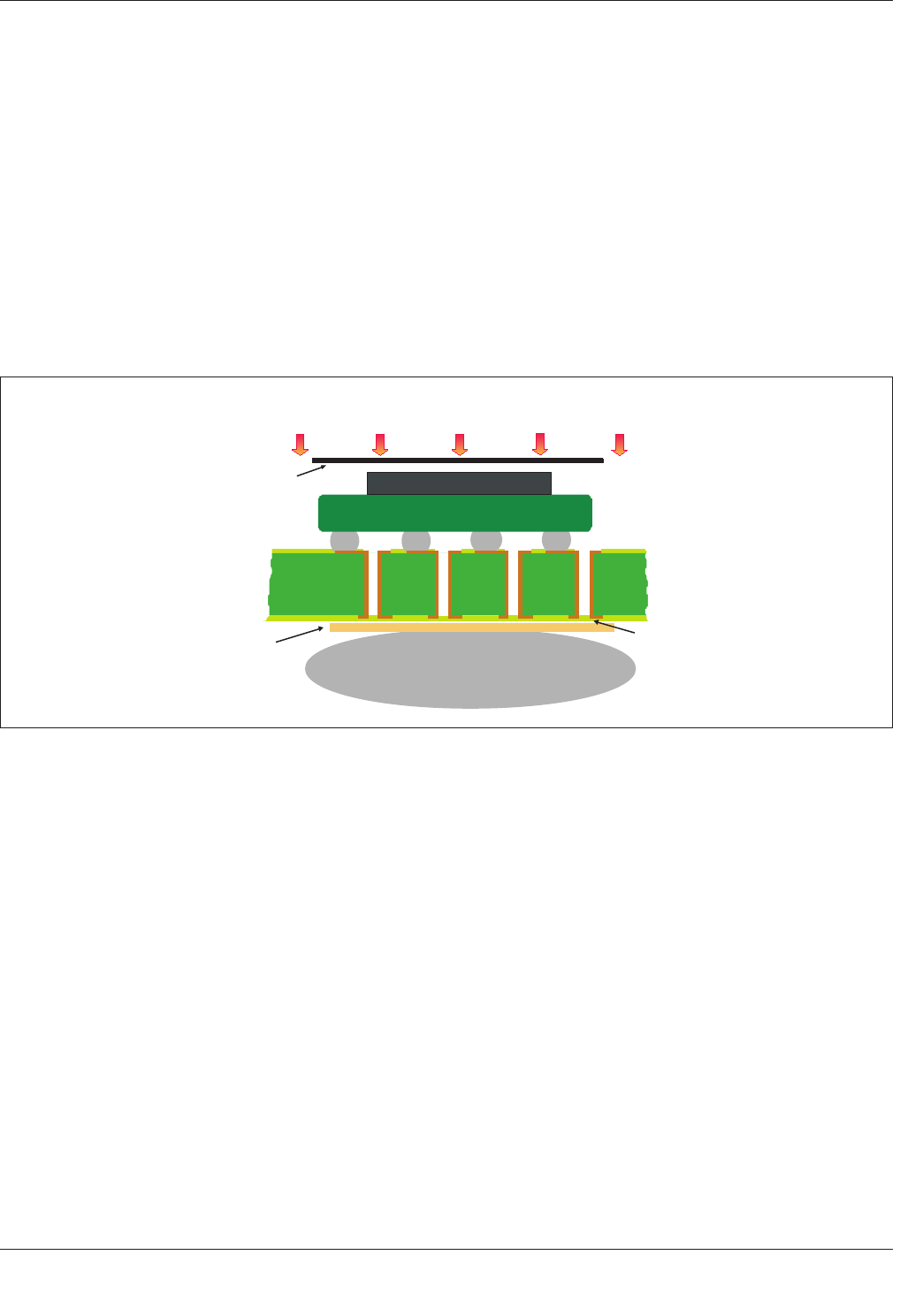
6.4.3 避免正面再流的方法
避免正面再流,其宗旨是要减少 6.4.2 三种路径传热至 BGA 焊点中的一种或多
种路径。图 6-35 说明了这些方法。
1) 可在 BGA 封装外安装热隔离装置以避免直接受热于波峰焊接设备内的预热器。这些热隔离装置可与波峰
焊载具机械联结在一起。
2) 在印制板反面用阻焊膜将导通孔遮蔽
。导通孔遮蔽规则在设计时应写进可制造性设计(DfM)。需要遮蔽的
是那些以较短的路径与 BGA 连接盘相连或与印制板导电平面相连的导通孔。
3) 可在 BGA 位置正下方的印制板反面放置非金属隔离装置以避免波峰与这些位置相接触,波峰隔离装置也
可以通过非金属爪与波峰焊载具相连。
此外,选择性波峰焊载具可以利用 BGA 下面的固体材料来阻止焊料与印制板反面接触,以及阻止热量由导通
孔传递至连接盘,这可防止 BGA 焊点的二次再流。
上述各方法的有效性应该通过测量波峰焊期间 BGA 焊点的温度曲线来确认,以确保温度稳定在 150°C 以下。
D
E
C
A
G
F
B
IPC-7095d-6-35-cn
图 6-35 避免 BGA 正面焊点在波峰焊时再流的方法
A– 热源
B– BGA
C– 印制板
D– 导通孔遮蔽
E– 波峰
F– 热隔离装置(与载具相连)
G– 非金属波峰隔离装置(与
载具相连)
6.4.4 无铅印制板的正面再流
大部分无铅焊料的熔点比共晶锡铅焊料高。因此,当对已经再流的正面无铅
SMT 元器件的组件进行波峰焊接时,正面发生再流的风险大大降低。对于 SAC 合金,印制板正面焊点耐受的
最大再流温度可达 190°C,而不会对 BGA 焊点产生任何影响。
6.5 可测试性和测试点的访问
触点的设计差异对于接触质量和可靠性、可接触性和之后的可焊性有着不同
的影响,但这种影响对于微型触点来说是微不足道的。
6.5.1 元器件测试
随着 BGA 节距和焊球尺寸的减小,为充分测试 BGA 封装,插座制造商对于插座的设计
面临越来越多的挑战。最顶端的设计要满足亚毫米级节距的 BGA 需求。
挑战之一是与 BGA 所有焊球相接触。焊球在焊接时融化,自动对准并与印制板上对应的连接盘相连接。因此
当 BGA 与印制板连接时,可容忍较大的焊球位置偏移。但是在测试和老化时,这些变化必须收紧,因为焊球
并不能自对准插座触点。
设计插座探针时,设计人员需要考虑焊球高度的变化。焊球高度的差异越大,插座探针需要的触及范围越大。
焊球在测试时较容易遭受伤害。
IPC-7095D-WAM1 CN 2019 年 1 月
76
BGA 老化试验会在高温下进行。老化时间 / 温度的共同作用会使焊球软化,其软化程度取决于焊球材料。当
测试探针施加压力时,软化的焊球会出现严重的变形并可能会影响老化过程中接触质量。插座制造商需要确保
探针不会粘附于软化的焊球且不会将焊球拉脱。
插座测试探针的设计也很关键,探针凿损焊球不能以这种方式或达到这种程度,即凿损变形在 BGA 连接 PCB
时或后会成为质量或可靠性问题。一些触点与焊球边缘相接触,还有一些与焊球顶部相接触。对于某些设计,
每个探针都是带弹簧的;另外,所有触点探针在同一刚性平面内。
6.5.2 测试和老化过程中对焊球的损伤
在其最初状
态,共晶焊球有光泽且相当圆整。焊球的连接、处理
和随后对 BGA 操作步骤可能会导致变形、损伤、刺痕
和凹痕。
在测试和老化过程中焊球的变形是可预期现象,不影
响产品可用性的异常是可接受的。每次接触会在焊球
上留下独特的印痕。在测试和老化过程中,这些探针
接触焊球的不同位置,从而在焊球上留下各触点独特
设计的印痕特征。
已经知道焊球在某些情况下会脱落。目标不是要通过
视觉系统识别焊球是否缺失或者是否在测试中损伤焊
球,而是要优化焊料连接,并选择与待测器件有良好
配合的测试插座。
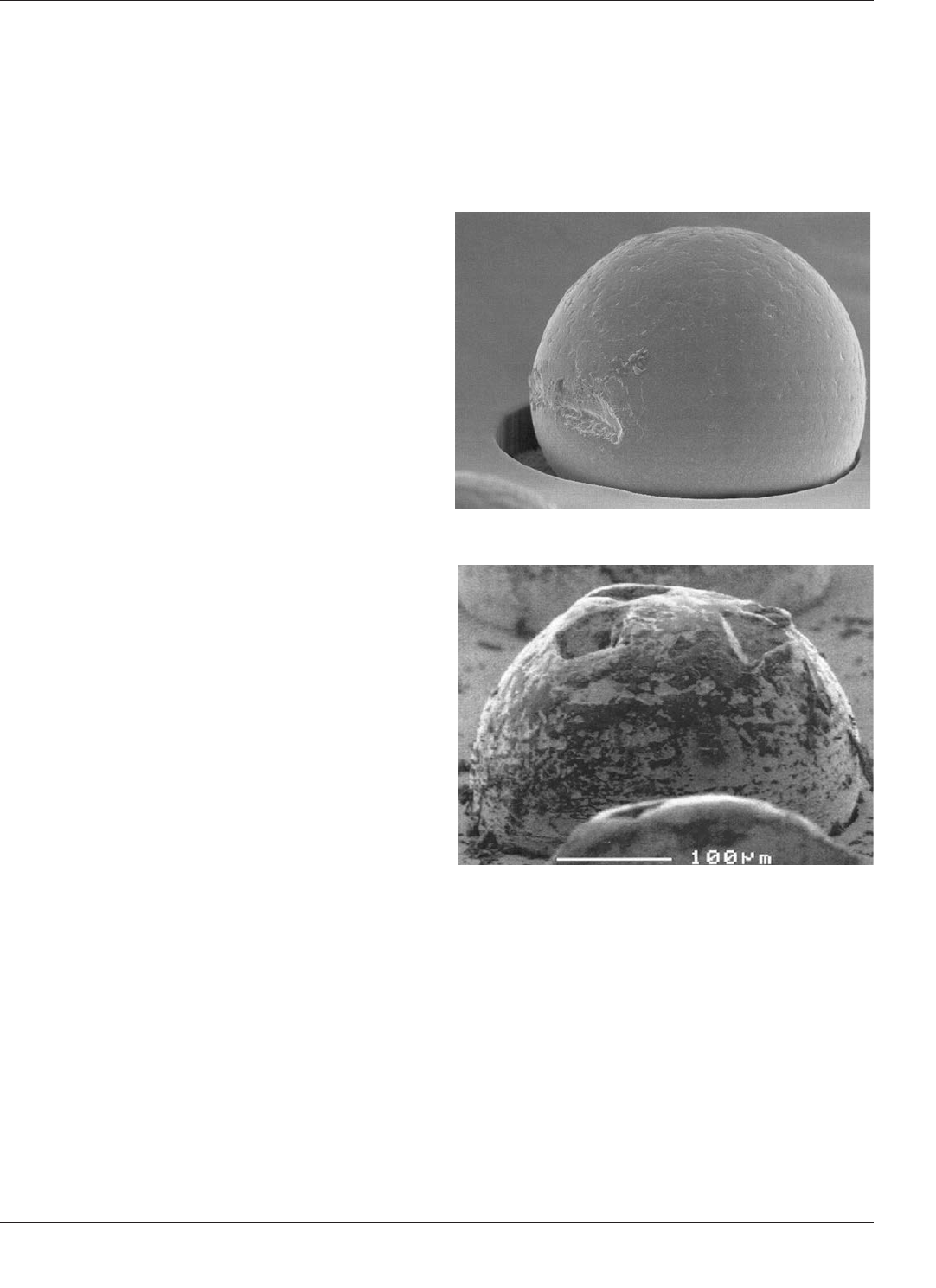
一些触点仅对焊球侧面产生影响而不是焊球底部,焊
球底部在接触过程中未被碰到。图 6-36 表示了一个这
样的例子。其它的触点会对焊球底部产生影响。图 6-37
展示了底部接触后的焊球。这种情况的担忧在于,在
再流焊过程中,触点留下的下凹坑可能会截留会助焊
剂,并在再流加热情况下爆炸,使焊料飞溅,导致短
路等问题。
一些触点设计可防止助焊剂截留。触点探针与焊球底
部接触产生一个可作为助焊剂排出通道的图形,这样
在再流焊过程中不会截留助焊剂。
其它的触点压痕允许助焊剂截留。如果压痕在焊球底
部形成小孔,那么发生助焊剂截留的可能就很大。处于凹坑浅层中的助焊剂截留可能不会导致什么问题。只有
当凹坑比预期设计大而容纳足够多的助焊剂才会导致问题。
一些触点为接触探针各自设计有施力机构,而其它触点设计有相同的施力机构同时作用到所有探针上。所有不
同种类的接触机构都会导致焊球上的一些印痕。触点的尺寸应与待测焊球尺寸相匹配以减少焊球变形。因此,
触点尺寸需要随着焊球尺寸和阵列节距的减小而减小。过大尺寸的触点会使焊球短路或使焊球遭受不希望的变
形量级。
保证接触的施力机构必须与焊球硬度匹配,而硬度取决于焊料成分。施力过大会导致不必要的形变。施力机构
需要提供足够的力使得与阵列中最小焊球的接触。在遭受或暴露于高温并持续较长时间的情况下,焊球会发生
图 6-36 镊子类工具接触焊球侧面后案例
图 6-37 弹簧探针与焊球底部电气接触后的压痕