IPC-7095D-CHINESE NP 2019.pdf - 第56页
IPC-7095D-W AM1 CN 2019 年 1 月 40 处理器插座中央有一个开口允许在器件底部放置电容。由于插座覆盖有用于拾取的盖子,这会造成再流焊过程 中空气流动闭塞的空间,使得最靠近此腔体的焊球温度会比外排焊球温度低。因此必须要特别注意再流曲线以 使内外排焊球之间的温度差趋于最小。较小温度差有利于再流焊过程中插座翘曲的最小化。要减少开路的另一 个方法是增加焊膏量,尤其是增加有问题区域的焊膏量。增加模板厚度并非总是可行的,所…
IPC-7095D-WAM1 CN2019 年 1 月
39
通常,适当的温度曲线对确保 BGA 连接器焊料连接很关键。因为连接器基板通常是由树脂材料制成,热量不
会通过连接器本体转移,就像典型的 BGA 有源器件一样。最为重要的是,至少将一个热电偶放置在连接器的
中心,以验证达成适当的温度。将热电偶将放置在连接
器的角落和中间是最佳做法。
4.5.3 BGA 材料和插座类型
BGA 插座是为了给处理
器或其它元器件与印制板之间提供接口。这些插座主要
由能承受高达 265° C 再流焊温度的玻璃聚合物材料制
成。玻璃聚合物材料的一大优点是其 CTE 大致与印制板
的 CTE 相同。插座和印制板之间的界面采用了 BGA 技
术,基于它们要配合的封装元器件界面,有两种不同的
设计方案。
1)PGA(针栅阵列)
2)LGA(盘栅阵列)
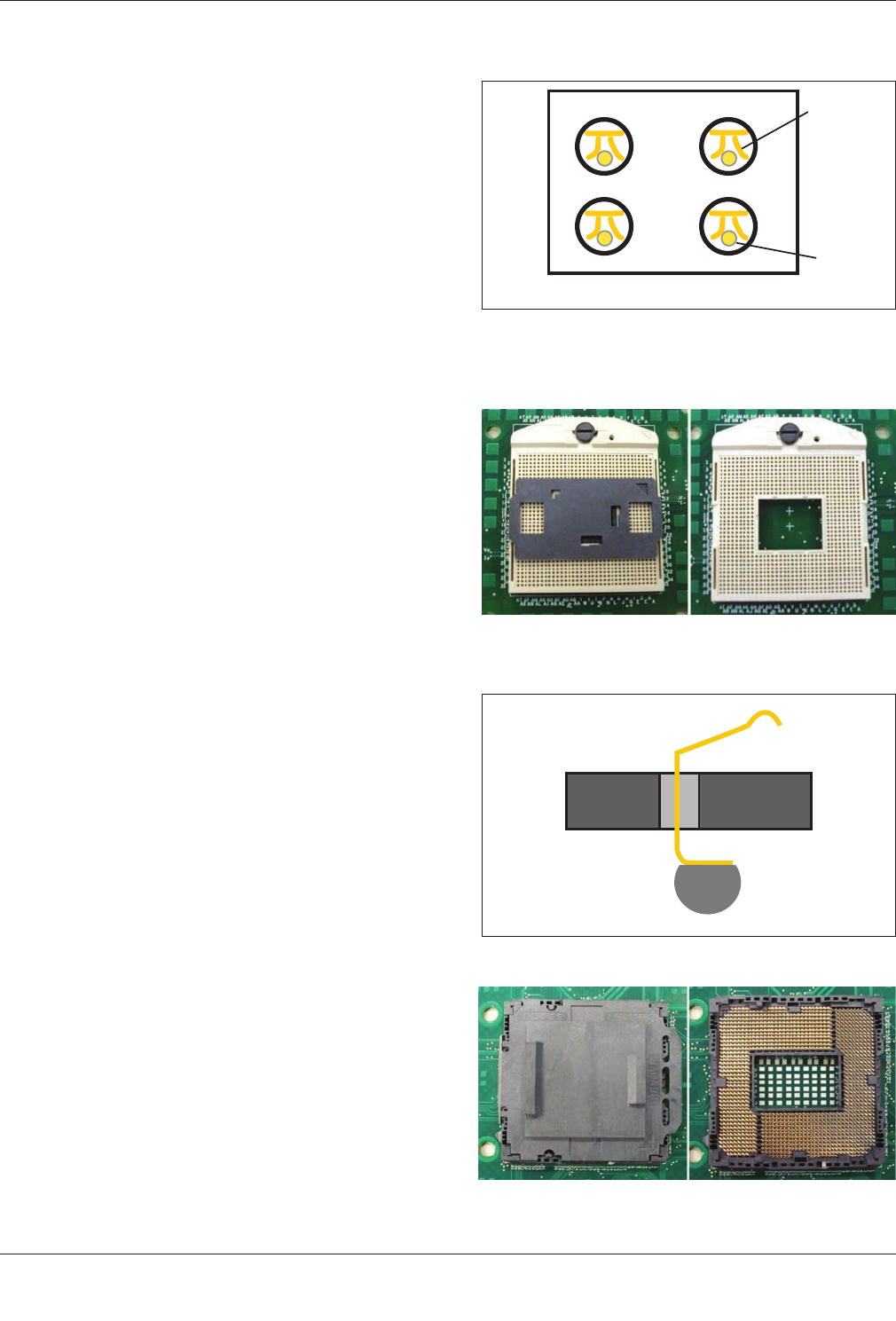
PGA 元器件的插座通常为零插拔力(ZIF)类型,它利
用了一种凸轮螺母移动盖板以让插针落入,推动插针并
压入触片,然后提供所需的负载以使电气接触。(见图
4-33 和图 4-34)
LGA 插座则使用折弯成某一精确角度的触片来与封装上
的连接盘相接触(见图 4-35)。封装必须施加一向下的
压力以推动插针向下靠着连接器触片。因此就需要一个
加载机械机构并内置于插座本体,或者一个独立式的加
载机构(ILM),在插座再流焊焊接至印制板之后进行安
装。ILM 利用一个杠杆,当其闭合时,有一个向下的力
作用于元器件。
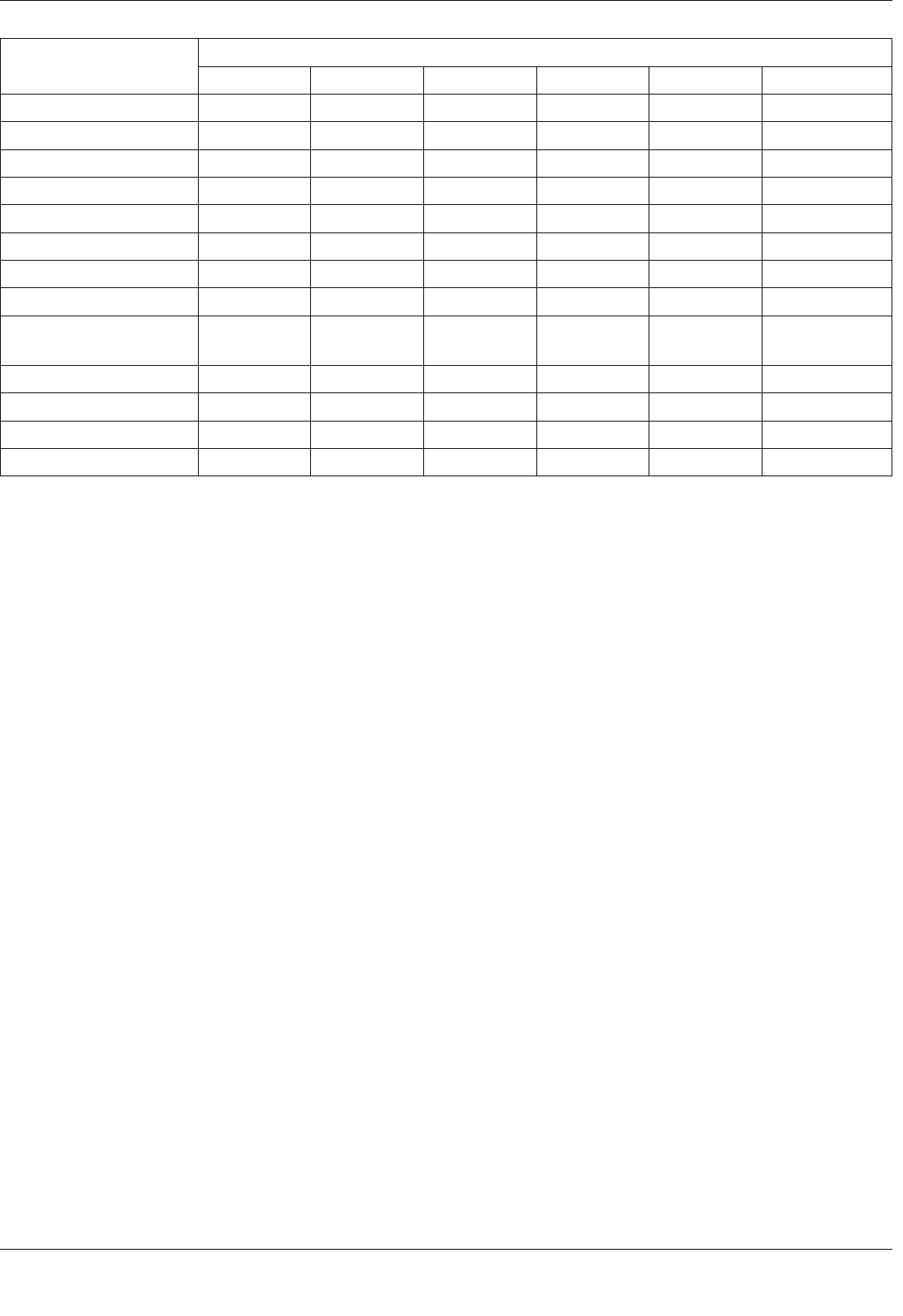
LGA 和 PGA 插座设计使用了扣在插座上方的贴装盖。
这些盖可同时起到保护触片以及为贴装设备吸嘴提供平
整表面吸起插座的双重作用(见图 4-36)。
4.5.4 BGA 插座连接考量
如同其它 BGA 一样,成功
连接 BGA 插座有许多类似的要求。在再流焊之前和再
流焊过程中保持焊球恰当的共面性并对插座翘曲进行控
制是很重要的。BGA 插座操作比起其它 BGA 元器件更
加关键,原因在于焊球是与插座桨叶相连而并非直接与
元器件本体或基板相连。如果受到撞击,该插座桨叶很
容易弯曲,使焊球移动无法保持对齐而导致短路或开
路。另外一种常见缺陷类型归属于 HoP 开路。这些开路
缺陷的主要原因是翘曲,常见于插座的角落焊球。除了
采用能在再流焊期间使插座保持相对平坦之外,还可采
取几种方法来减轻这影响。
A
B
IPC-7095d-4-33-cn
图 4-33 针栅阵列(PGA)插座引脚
A– 插座触点
B– PGA 引脚
图 4-34 带有和不带有贴装盖的针栅阵列(PGA)
插座
IPC-7095d-4-35-cn
图 4-35 盘栅阵列(LGA)接触引脚
图 4-36 带有和不带有贴装盖的盘栅阵列(LGA)
插座

IPC-7095D-WAM1 CN 2019 年 1 月
40
处理器插座中央有一个开口允许在器件底部放置电容。由于插座覆盖有用于拾取的盖子,这会造成再流焊过程
中空气流动闭塞的空间,使得最靠近此腔体的焊球温度会比外排焊球温度低。因此必须要特别注意再流曲线以
使内外排焊球之间的温度差趋于最小。较小温度差有利于再流焊过程中插座翘曲的最小化。要减少开路的另一
个方法是增加焊膏量,尤其是增加有问题区域的焊膏量。增加模板厚度并非总是可行的,所以可将增大模板开
孔尺寸作为一个替代选择。通常来说,在创建再流曲线时最好遵照焊膏制造商的建议;但是确保最高温度、保
温时间,以及高于液相线时间不处于下限值也有助于避免 HoP 开路。
4.6 BGA 构造材料
4.6.1 BGA 基板材料类型
BGA 构造中使用到几种材料。材料的选择取决于很多于因素(如成本、使用环境、
可靠性要求等)。材料选择也取决于 BGA 制造所用的工艺以及芯片 I/O 重新分配为面阵列格式时设计需要的复
杂度。基材的选择不仅依据它们的电气特性,而且要依据它们的机械属性。大部分元器件制造商要求用于 I/O
端口重新分配的材料需满足 JESD22-A102B 规定的应力测试。这项严苛的加速度应力测试,包含有压力容器中
暴露试验,因此只允许最稳健的材料用作载板。
4.6.1.1 双马来酰亚胺三嗪(BT)玻璃
与玻璃纤维增强物结合使用的 BT 树脂是 BGA 封装中基板制造的常
见选择。这种材料有许多货源并能提供良好的热性能(基于具有相对较高的 T
g
)。此外,BT 树脂的电气性能
(IPC-4101/30 T
g
范围 170°C -220°C)适用于大多集成电路封装应用。
4.6.1.2 环氧树脂玻璃(FR-4)
阻燃环氧 - 玻璃复合物可用于 BGA 封装,但此材料最常见用于印制板制造。
高 T
g
FR-4 层压板(四官能团、多官能团)主要用于多层印制板的制造,但此材料同时也适合 BGA 封装。
环氧树脂材料配方方面的进展已大大改善了其高温性能,在 T
g
方面也可与 BT 匹敌。BGA 构造中使用 FR-4 树
脂系统的另一优点是其 CTE 与其安装的印制板更匹配。
IPC-4101 包含了满足符合 RoHS 以及无铅焊接要求的材料规格表。已配方出的成分在焊接期间(可能超过
260°C 的工艺)有最小化分解率和 Z 轴过度膨胀。由于制造商使用变化多样的配方来制造环氧树脂玻璃基材
料,用单张规格表来表达不切实际。T
g
范围介于 110°C 至 170°C,分解温度(Td)的范围介于 310℃至 340℃
的 FR-4 材料其成分元素略有差异 。所有材料的 UL 阻燃等级为 V-0。表 4-10 提供了 IPC-4101 规格表的这些性
能总结。
4.6.1.3 FR-4 的阻燃剂
关于制造 FR-4 复合材料时使用的阻燃剂,RoHS 指令禁止使用某些溴化合物,但
没有禁止用于基板制造中目前作为玻璃增强基材的阻燃溴化物材料。RoHS 列为非法的含溴化合物是那些在
聚合物基体中保持独立分子的物质。这些物质包括多溴联苯醚(PBDE)或多溴联苯氧化物(PBBO)和多溴
联苯(PBB)。
符合
RoHS 的含溴化合物包括起反应成为聚合物基体化学成分一部分的那些物质,(如四溴双酚 A(TBBPA))。
符合 RoHS 并不代表基材必须无卤。某些含溴阻燃剂(包括 FR-4 中最普遍的含溴阻燃剂 TBBPA), 已 被 RoHS
接受,十溴联苯醚也已得到了 RoHS 的豁免。
4.6.1.4 陶瓷
陶瓷是称谓一大类基于矾土或氧化铝基板的术语。陶瓷是最先以 PGA 的形式作为面阵列封装
的材料之一,同时也是最先用作构建最初期 BGA 的封装材料。陶瓷基板有较高的热传导率,且采用腔体加盖
子的形式,具有提供气密性封装的能力。
IPC-7095D-WAM1 CN2019 年 1 月
41
表 4-10 IPC-4101 FR-4 性能汇总 - 材料规格单说明 , 为更好承受无铅组装配方
性能
IPC-4101 规格表
/99 /101 /121 /124 /126 /129
最小 Tg (°C
) 150 110 110 150 170 170
最大 Tg (°C
) N/A N/A N/A N/A N/A N/A
最小 Td (°C
) 325 310 310 325 340 340
填充材料 有 有 无 无 有 无
阻燃性 RoHS BR RoHS BR RoHS BR RoHS BR RoHS BR RoHS BR
易燃性 V-0 V-0 V-0 V-0 V-0 V-0
最大 Z 轴向 CTE-alpha 1 60 60 60 60 60 60
最大 Z 轴向
CTE-alpha 2 300 300 300 300 300 300
最大 Z 轴向 CTE (
50 °C
至 260 °C)
3.5 4.0 4.0 3.5 3.0 3.5
T-260 (分钟) 30 30 30 30 30 30
T-288 (分钟) 5 5 5 5 15 15
T-300 (分钟) AABUS AABUS AABUS AABUS 2 2
UL 最大工作温度 (°C
) AABUS AABUS AABUS AABUS 130 130
表格注释 :
AABUS – 由供需双方协商
确定对陶瓷基板材料,确实有许多批评的声音,比如它通常更贵、更易碎,具有较高介电常数(Dk)而延缓
信号传播,并且 CTE 通常比它们要安装的典型印制板小得多。最后一个主要关注点是,它既要限制封装的总
体尺寸同时又要最大化焊球触点尺寸以使封装组装后获得可接受的焊点可靠性。
4.6.1.5 挠性(未加强)基膜
挠性基膜可用于 BGA 构造,最普通的基膜为聚酰亚胺,它有一些引人关注的
性质,使其成为 BGA 基板的合适选择。这些属性包括:
• 极高温度上限(~250°C)
• 相对低的 Dk(约 3.5,FR-4 约 4.5,陶瓷约 10
)
• 很薄
• 容易生产出高密度面阵列封装所普遍要求的细线条电路特征
非增强或挠性材料的主要问题一直是其尺寸稳定性。增强材料提供了用以加强 X-Y 轴向的 CTE 性质的物理特
性。当封装组装到互连产品时,X 轴和 Y 轴是影响封装焊点应力的互连方向。除此之外,聚酰亚胺膜通常比
其它加强有机基材更加昂贵并相对较易受潮。另外,由于聚酰亚胺膜更柔性,它会吸收而不是传递应力。
4.6.2 BGA 基板材料性质
对于基板材料规定并需测量许多性质,但只有很少的性质对最终 BGA 成品的性能
认为是关键的。
4.6.2.1 热膨胀系数(CTE)
CTE 是 BGA 基板的一项非常重要的物理属性,因为它定义了当温度上升时材料
的膨胀率。当 BGA 与其安装的印制板结构存在较大的 CTE 差异时,其重要性就会被放大。当 CTE 差异较大时,
焊球连接处会出现过度的应力和应变并导致焊点加速退化。
4.6.2.2 玻璃化温度(T
g
)
在温度超过 T
g
(如 SMT/ 再流焊,波峰焊,返工或可靠性应力测试)的事件中,
材料会开始丧失其强度并以较快的速率膨胀,导致其结构完整性的丧失(层和层压板的变形)。
4.6.2.3 挠曲模量
作为基板刚度或硬度的度量,挠曲模量很重要。对于 BGA 的影响通常表现为翘曲的程度。
过度的翘曲会显著地影响印制板组件良率。