IPC-7095D-CHINESE NP 2019.pdf - 第63页
IPC-7095D-W AM1 CN 2019 年 1 月 47 用于 HDI 叠构多层的微导通孔类型取决于制造商使用的设备。 图 5-1 显示了可通过激光技术实现的典型叠构。 图 5-2 显示了可通过蚀刻和机械加工实现的叠构。 HDI 的设计要求与标准化设计参见 IPC-2226 。 AB CD IPC-7095d-5-2-cn AB CD IPC-7095d-5-1-cn 图 5-1 采用激光打孔生成的 HDI 可能叠构 A– 薄膜…
IPC-7095D-WAM1 CN 2019 年 1 月
46
表 4-13 湿敏等级和车间寿命
MSL(湿敏等级) 1
车间寿命(从包装袋取出)不受限
其它 MSL
工厂环境≤ 30 °C/60% RH 下车间寿命(从包装袋取出)
2
1 年
2a
4 周
3
168 小时
4
72 小时
5
48 小时
5a
24 小时
6
使用前强制烘烤。烘烤后,必须在标签注明的时限内完成再流焊
如果有湿敏等级 6 的器件,必须备有烘烤炉。取决于封装的厚度和尺寸,烘烤需要在 125°C 的环境下进行 4
至 48 小时或在 40°C 环境下进行 5 至 68 天。为了将湿气从 BGA 元器件内排出,应该建立一个推荐的烘烤周期。
需要注意的是无铅焊料需要较高的再流温度,这需要一个更严格的除湿烘烤周期。
4.8.6 运输媒介(载带、托盘、管)
同所有表面贴装元器件一样,BGA 器件应采用满足适当标准或规范的
ESD 材料予以包装。由于许多 BGA 为湿敏类型,BGA 器件应该用 JEDEC 承认的、能耐受多个烘烤循环的矩
阵托盘包装。对于不同等级的湿度敏感器件,要求的烘烤温度和时间见 4.8.5 节。
为了组装更快周转,优先采购卷带包装形式的大批量元件(如 SRAM 和 DRAM)。元器件大小和湿敏问题使得
卷带包装不适用于某些 BGA。宽达 56mm 卷带是可用的,且应至少提供 200mm 的卷带“料头”。烘烤卷带中
的元件要小心,因为这类包装的烘烤温度通常受限制而比矩阵托盘的烘烤温度要低。
5 印制板及其它安装结构
印制板和其它类似类型的互连平台作为 BGA 和其它元器件的安装结构。有多种多样的安装结构可实现各种互
连基板要求。这些结构使用了许多类型的有机和无机材料,它们具有宽泛的物理性质。材料的选择通常是基于
成品价格 / 性能的需求。
基于结构(印制板,HDI 等)类型,用于安装和组装 BGA 的互连结构应该满足 IPC-6010 系列标准。
5.1 基板
5.1.1 至 5.1.3 论述了一些较常用的安装结构基板。
5.1.1 有机基板
有机基板是构建电子互连结构的最常用基板。因为这些材料有庞大的生产基地,使得这种类
型的互连结构在技术竞争中成本最低。
有机材料具有内在的电气性能优点,最显著的是其 Dk 相对较低,通过选择树脂和增强材料其值会更低。通常
用编织玻璃布来增强刚性有机基板,而挠性基板通常无需增强。
5.1.2 无机基板
无机基板通常是由烧结金属氧化物构成的耐火材料。它们通常很脆,但是它们拥有一些有机
材料不具备的显著优点。它们也较方便获得如陶瓷,硅片和陶瓷金属。
这些材料主要的优点是出色的热性能。然而,这些材料的介电性能较有机基材高。由于很脆,所以一般很容易
破碎。由于无机材料供应基地有限,所以由这些材料组成的结构一般都比较贵。
5.1.3 高密度互连(HDI)叠构多层
尽管单、双金属层电路使用很普遍,但需要多层互连结构以支持当今高
性能电子中的 BGA 互连。与 BGA 相关的高密度布线的难点在于可能也需要采用微导通孔来实现叠构多层。
IPC-7095D-WAM1 CN2019 年 1 月
47
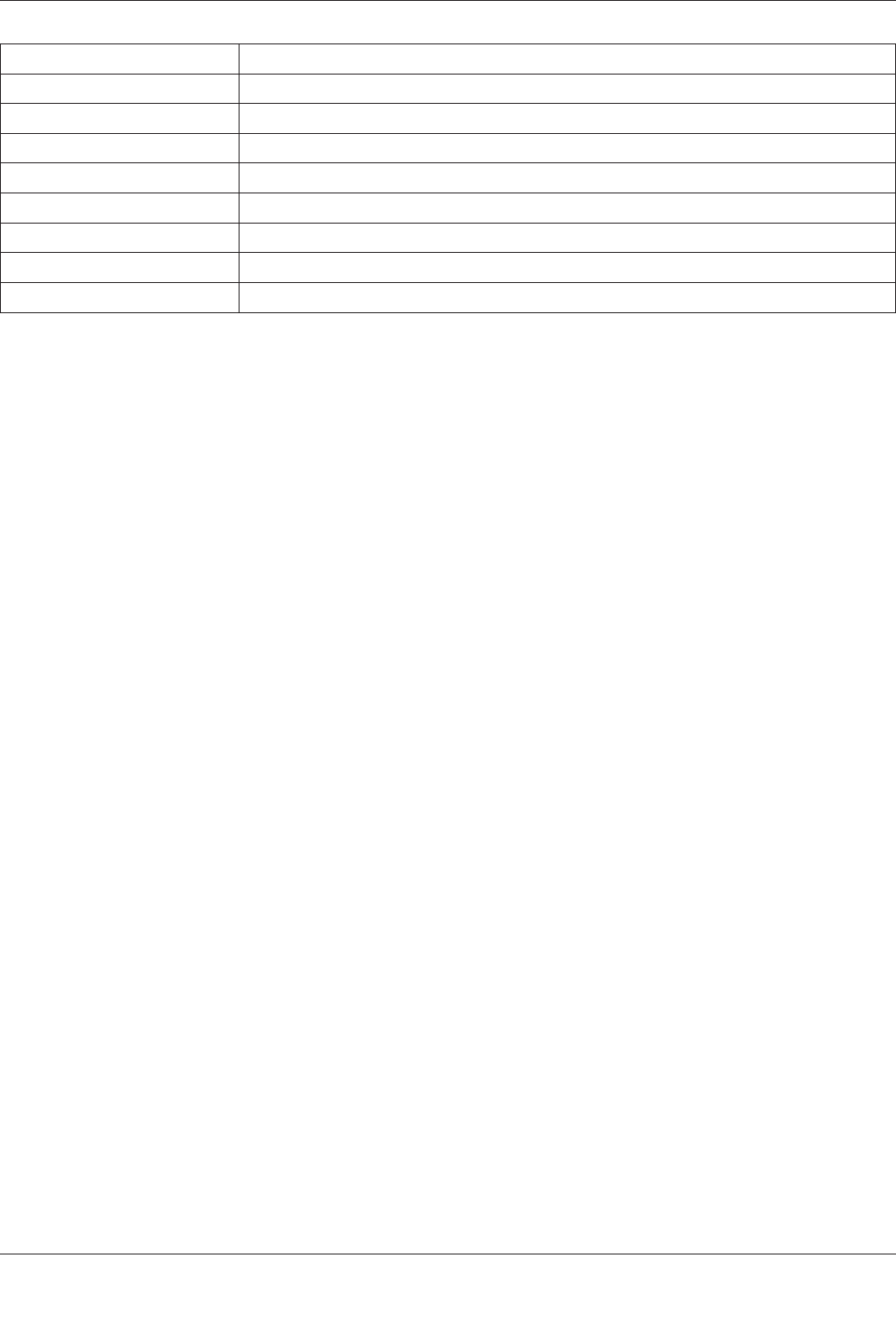
用于 HDI 叠构多层的微导通孔类型取决于制造商使用的设备。图 5-1 显示了可通过激光技术实现的典型叠构。
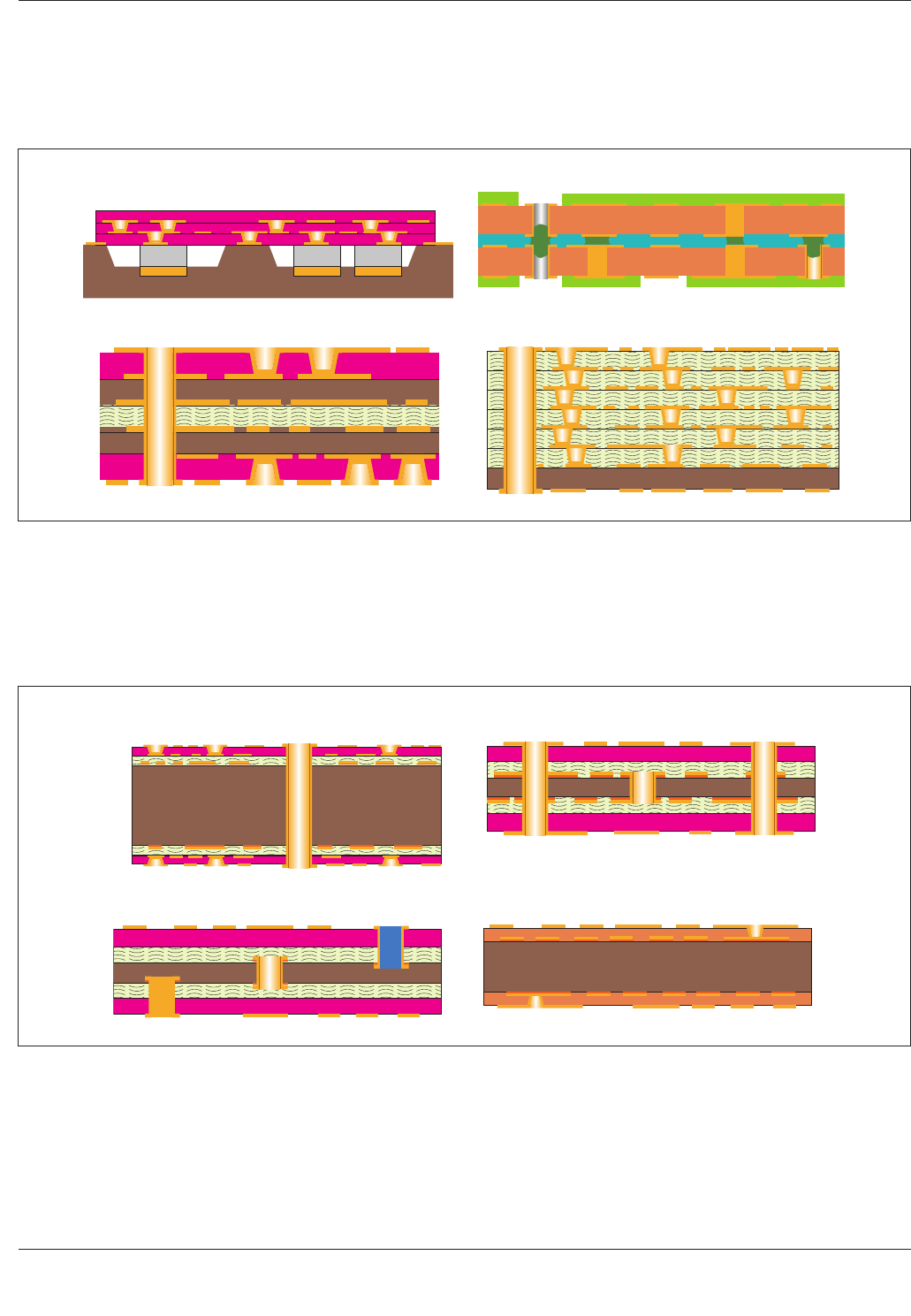
图 5-2 显示了可通过蚀刻和机械加工实现的叠构。
HDI 的设计要求与标准化设计参见 IPC-2226。
AB
CD
IPC-7095d-5-2-cn
AB
CD
IPC-7095d-5-1-cn
图 5-1 采用激光打孔生成的 HDI 可能叠构
A– 薄膜 HDI 陶瓷基板
B– 各向异性导电材料连接的挠性板
C– 激光盲孔
D– 顺序叠构
图 5-2 采用蚀刻和机械工艺生成的 HDI 可能叠构
A– 顺序压合的薄片(等离子蚀刻)
B– 顺序压合的薄片(微冲孔)
C– 层叠构(微钻孔)
D– 卷板叠构(化学蚀刻)
IPC-7095D-WAM1 CN 2019 年 1 月
48
5.2 基材考量
用于生产 BGA 组件安装结构的基材应该满足 IPC-4101 的要求。该标准提供了订购基材所需
的具体细节和大量的技术规范表。
本章节重点介绍了 BGA 组件需要考虑的一些材料特性。与板子制造商讨论这些属性是重要的,以确保将最合
适和最具成本效益的材料用于基座安装结构。
5.2.1 树脂系统
层压树脂系统必须有与用于制造 BGA 部件的树脂系统相兼容的共享性质(见第 4.6 节),并
且必须与这些部件所需的加工温度相匹配。例如,在树脂系统中,聚酰亚胺树脂系统提供最高的工作温度。由
于它们有高 Tg,聚酰亚胺树脂系统也提供了安全边际和降低了使用无铅 BGA 对印制板损伤的可能。
5.2.2 层压板材料性质
有几个材料特性对于用作 BGA 组装的印制层压板的选择是很重要的(见 5.2.2.1 至
5.2.2.5)。
5.2.2.1 热膨胀
热膨胀通常根据 X-Y 平面内的变化来表征,其主要受控于材料的增强程度。X-Y 平面内的膨
胀会对表面贴装元器件及其可靠性产生最大的影响。热膨胀也会发生在 Z 轴且膨胀率远高于 X-Y 平面,尤其
当温度高于 T
g
时。Z 轴的膨胀对镀覆孔和导通孔的可靠性有极大的影响。
不同层压材料的热膨胀条件参见 IPC-4101
5.2.2.2 玻璃化温度
T
g
是增强材料和树脂系统从线性 CTE 转变为高速率膨胀时的温度。T
g
是树脂的分子结
构由玻璃态转化为无定形态的温度范围;这些不同的分子结构可导致非常不同的物理性质,这种情况多发生在
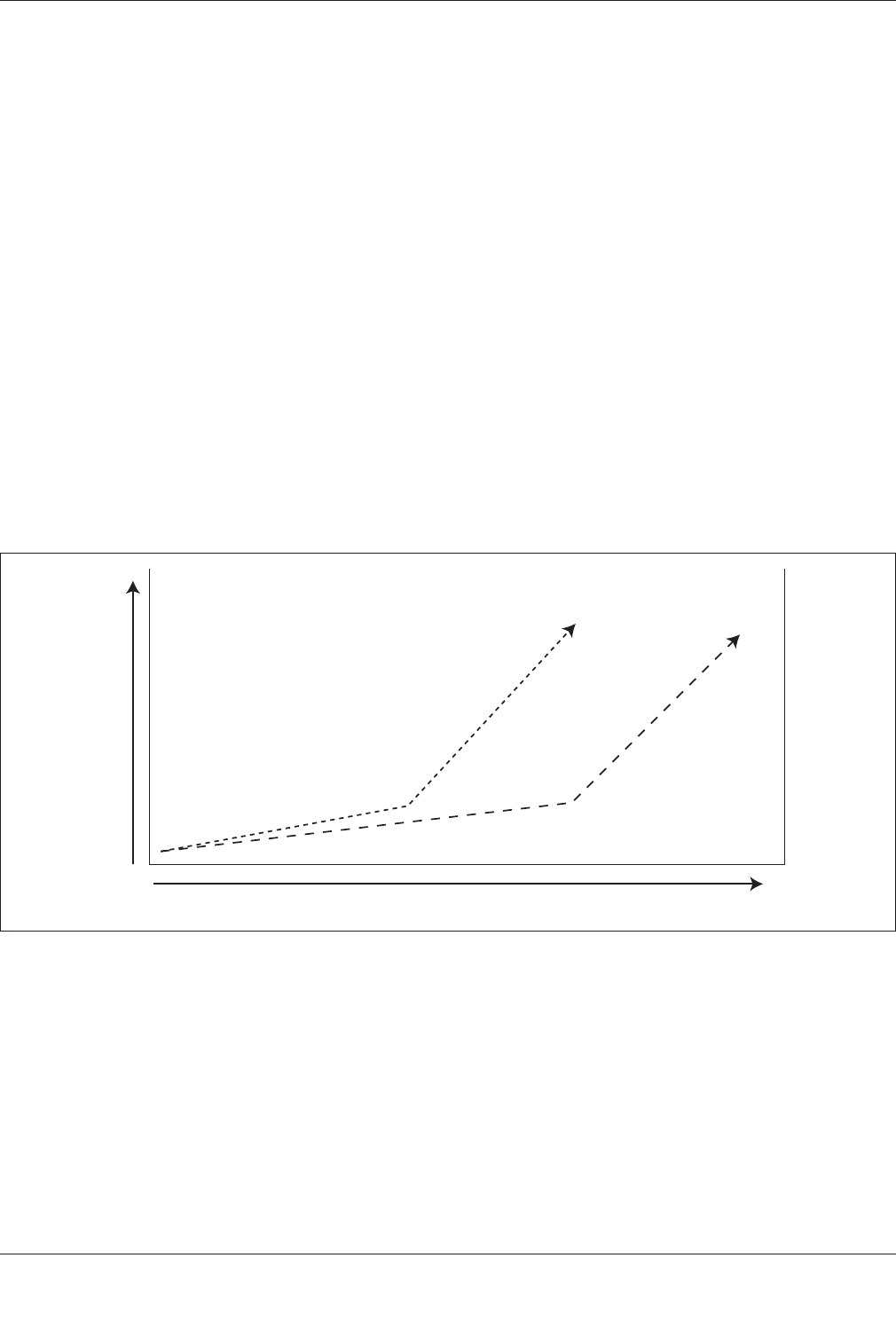
树脂系统的温度超过其固化聚合态时。当规定温度以更快速率升高时,通常在 Z 轴方向上材料会膨胀,尽管
仍保持为线性关系(mm/mm 厚度)。图 5-3 以图示的方法解释了此概念并展示了两种树脂可能如何表现的。
不同树脂制成的层压板 T
g
不同,导致耐高温能力不同。例如,对于无铅应用的高温加工需要更高性能的层压板,
这些层压板成本通常更高。
T
g
可通过三种方法来测量:
1)动态力学分析(DMA)
2)差分扫描热量测定法(DSC)
3)热机分析(TMA)
B
A
C
E
D
F
IPC-7095d-5-3-cn
图 5-3 温度超过 T
g
的膨胀率
A– 膨胀
B– 温度
C– 树脂层压系统 -1
D– T
g
-1
E– 树脂层压系统 2
F– T
g
-2