IPC-7095D-CHINESE NP 2019.pdf - 第69页
IPC-7095D-W AM1 CN 2019 年 1 月 53 电子扫描显微 ( SEM )分析可明显看到类似 “ 龟裂 ” 的镍结节状结构 。能量色散 X 射线光谱仪的分析显示 高含量的磷和镍以及低含量的锡。出现 “ 黑焊盘 ” 的情 况其实并不十分普遍,无需因此反对 ENIG 作为表面处 理。使用这种表面处理的印制板组装厂应该了解这个潜 在问题,学会如何识别并采取纠正措施。 分析表明即便没有出现过度侵蚀,在高级别应变/应变 率作用…
IPC-7095D-WAM1 CN 2019 年 1 月
52
ENIG 可采用多种化学方法进行,取决于使用的化学物
质,其导致的结果可能会不同。另外,所使用化学物质和
工艺可能会与某些阻焊膜不兼容。在化学镀镍工艺中使用
的还原剂含有磷或硼。在化学镀镍还原沉积镍的过程中,
磷或硼都会结合在镍沉积中。应该控制这些共沉积元素的
含量水平在规定的范围内。磷或硼超出规定限值过多,可
能会对可焊性和焊点可靠性产生负面影响。图 5-5 显示了
ENIG 结构。许多厂商已成功运用 ENIG。然而,当 BGA
使用 ENIG 表面处理时,有时结果不可预测。有两种常见
的失效模式。
1) 第一种失效模式是被称为“黑焊盘”的不润湿或退润
湿情况。图 5-6 展示了由黑焊盘的失效而引发的裂纹位
置。这种失效介于镍和镍锡之间的金属间化合物中(不
是在焊球与镍锡金属间化合物之间)。
2) 第二种失效模式是与机械应力有关的界面断裂
,这种
失效会发生在 BGA 焊球和镍锡金属间化合物之间。
图 5-6 强调了这两种失效模式的差异以及它们出现的
位置。
研究表明,“黑焊盘”是由于在浸金电镀工艺时化学镍镀层
的过度攻击(过度腐蚀)造成的。当它们以金属金的形式
析出时,电镀液中的金离子吸引金属镍表面电子;作为交
换,镍离子被释放到电镀槽中。由于某种微结构特征(例
如晶粒边界和涉及的电化学),这种置换并不会一直局限在
某一处发生,即金元素的沉积区域与镍离子的释放区域并
不一定会相同。这种工艺可能的后果是所选的镍特征会被
侵蚀,而留下与焊料键合薄弱的粗糙的富磷层。受此影响的
焊点不会与印制板形成稳健的机械连接,因此焊点受到相对
较小的外力作用会失效,暴露的连接盘上没有或很少有焊料
遗留。连接盘上暴露的镍表面是光滑的,外观颜色从灰色变
到黑色,这是术语“黑焊盘”的由来(见图 5-7 和 5-8)。
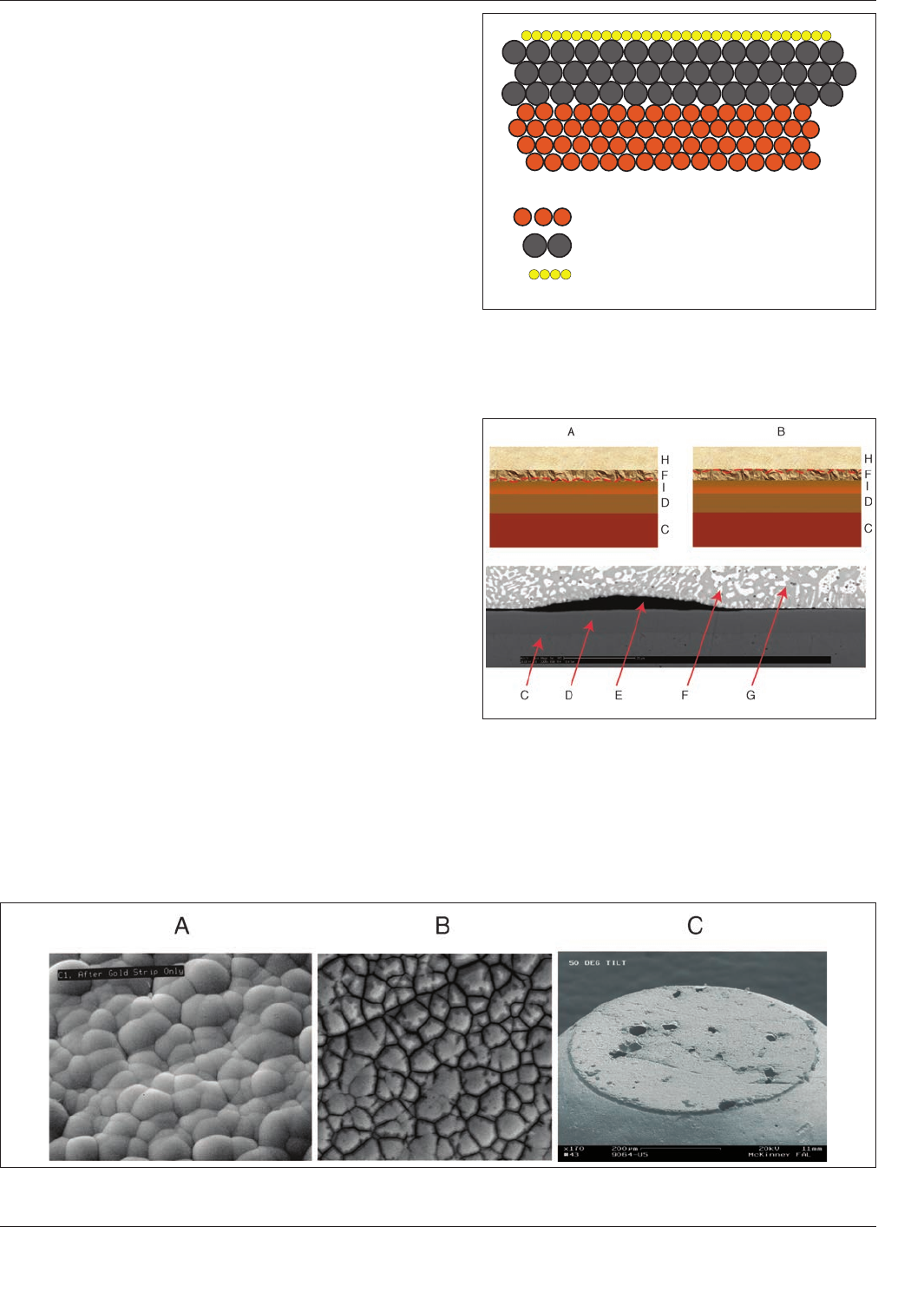
A
B
C
IPC-7095d-5-5-cn
图 5-5 化学镀镍 / 浸金(ENIG)结构说明
A– 清洁并微蚀刻的铜表面
B– 化学镀镍 5
μ
m
C– 浸金 0.05
μ
m
IPC-7095d-5-6-cn
图 5-6 镍与镍锡金属间化合物层之间的显示有裂
纹黑焊盘断裂
A– 镍与 IMC 层之间的黑
焊盘裂纹界面
B– 焊球与 IMC 层之间的
界面断裂(过应力)
C– Cu
D– Ni
E– 裂纹
F– 镍锡金属间化合物
G–BGA 焊球
H– 焊料
I– Ni-P
图 5-7 黑焊盘表面典型的龟裂外貌
A 和 B – 显微镜视图 C – 表面视图
IPC-7095D-WAM1 CN2019 年 1 月
53
电子扫描显微(SEM)分析可明显看到类似“龟裂”
的镍结节状结构。能量色散 X 射线光谱仪的分析显示
高含量的磷和镍以及低含量的锡。出现“黑焊盘”的情
况其实并不十分普遍,无需因此反对 ENIG 作为表面处
理。使用这种表面处理的印制板组装厂应该了解这个潜
在问题,学会如何识别并采取纠正措施。
分析表明即便没有出现过度侵蚀,在高级别应变/应变
率作用下,焊点的界面断裂也会发生于镍 - 锡金属间化
合物层和 BGA焊球之间。实验室中各种试验包括弯曲、
机械冲击和热循环等试验条件下已看到有失效发生。数
据表明增加应变率可将失效模式转移为焊点的界面断
裂。因此如果应变率足够高,即使应变减小也有可能发
生界面断裂。没有行业规范对已组装 BGA(在各种表
面处理的印制板上)进行机械强度的定量评估。
5.3.3.2 电解镀镍 / 电镀金
电解镍 / 电镀金表面处理
与 ENIG 类似,但有不同的晶粒结构,且不会出现“黑
焊盘”焊点断裂。电解镀镍 / 电镀金工艺在图形电镀之
后且常在阻焊膜施加之前,因此会带来表面污染的某
些风险。在电解镀镍 / 电镀金上施加阻焊膜,与其它
表面处理相比,表现为较低的阻焊膜附着力,这会导
致 BGA 组装时的问题,尤其是在返工时。如果覆盖在
BGA 连接盘和导通孔之间的线条上阻焊坝脱落,焊料
就会从连接盘流入导通孔,导致焊料不足或焊点开路。
另一个关心的问题是很难控制整块印制板上镀金层的厚
度。金层可能会过薄(如在密集电路区域)或过厚(如
在孤立电路区域)。后者的情况可能会因为焊点中金含
量过高(>3%)而引起金脆。金脆会造成脆弱的焊点连
接并最终引起失效(见图 5-9)
电解镀镍 / 电镀金印制板的保存期限为 12 个月。它可
与 SMT、BGA 和通孔元器件兼容并可进行金属线键合。
通常来说,它可承受 4 至 5 个加热循环而不影响其可焊
性,它与锡铅和无铅焊料兼容,其平整的表面可减少模
板印刷和元器件共面性问题。
5.3.3.3 化学镍 / 化学钯 / 浸金(ENEPIG)
除了钯层
放置于化学镍层和浸金层之间,化学镍化学钯 / 浸金
(ENEPIG)与 ENIG 类似。图 5-10 显示了 ENEPIG 的
结构。为了使焊点的可靠性最佳,钯层厚度应该小于
0.3
μ
m。钯层位于镍和金层之间而形成隔离,以防止镍
层的氧化以及镍层和金层之间的相互渗透。在长期储存
或过多次数的再流焊循环暴露后,这两种机制会导致不
良的金属线键合。
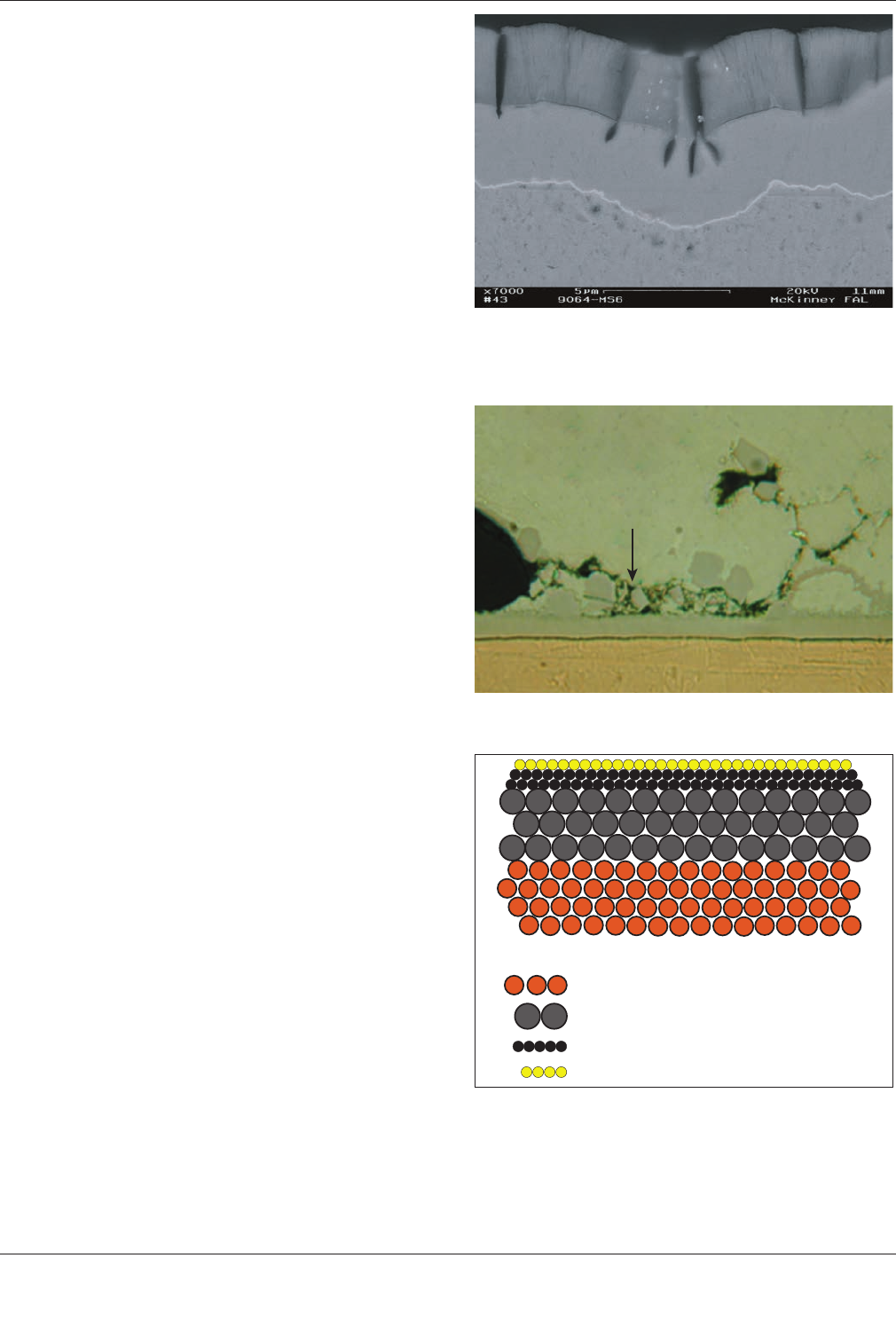
A
B
C
D
图 5-8 浸金表面下大面积区域的黑焊盘,其严重
的腐蚀刺穿富磷层进入富镍层
A–
磷层 C– Pd
B– Ni D– Cu
A
图 5-9 金脆
A – 金铜锡金属间化合物
A
B
C
D
IPC-7095d-5-10-cn
图 5-10 化学镍 / 化学钯 / 浸金(ENEPIG)结构说明
A– 清洗并微蚀刻后的铜表面
B– 化学 Ni 5
μ
m
C– 化学 Pd 0.06
μ
m
D– 浸金 0.03
μ
m
IPC-7095D-WAM1 CN 2019 年 1 月
54
ENEPIG 与 SMT、通孔元器件及其组装工艺相兼容。其平整表面可减少模板印刷和元器件共面性问题,
而且可以与金属线键合。类似于 ENIG,ENEPIG 系统可承受 4 至 5 个再流焊循环而不影响后续可焊性。
ENEPIG 涂覆的印制板保存期限为 12 个月。镍 / 钯 / 金电镀的高温工艺和低 pH 值可能会与某些阻焊膜产
品不兼容。
ENEPIG 适合于无铅焊接。如果钯层厚度大于 0.3
μ
m ,采用锡铅焊料可能会产生问题,这是因为锡铅焊接温
度较低和锡含量减小的缘故。如果使用锡铅合金,应该分析焊点以确认钯层完全溶解到锡铅焊料中。完全溶解
可使焊料中形成钯锡 IMC 颗粒。这些颗粒可能会稍稍降低焊料的延展性;但一般来说,它们不损害表面贴装
焊点的冲击和振动或热机疲劳可靠性。
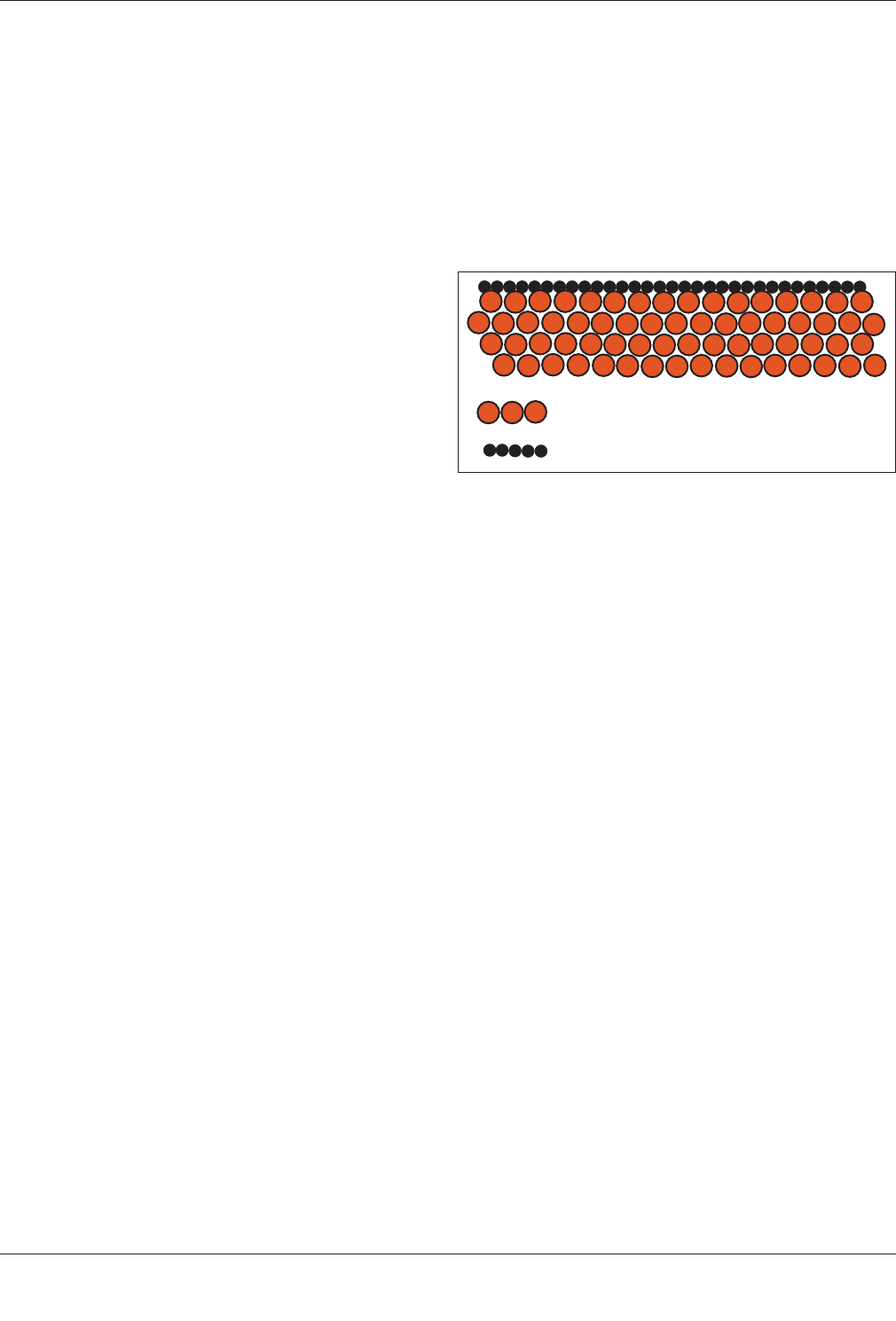
5.3.3.4 直接浸金(DIG)
直接浸金(DIG)是一种
通过化学电镀工艺直接在铜表面进行金沉积的表面处
理工艺。该工艺的图解如图 5-11 所示。在铜表面直接
沉积金可以形成很好的覆盖。金沉积的主要化学反应
为自动催化反应而非置换反应。当金膜厚度在 30nm
至 80nm 的范围之内时,具有良好的可焊性;然而,
底部粗糙的铜层会影响焊料的润湿。良好的引线键合
特性也来自于中性 PH、自催化型、高浓度化学镀金
液在薄金上部的电镀沉积,其形成的平整表面可以减
少模板印刷和元器件共面性问题。
DIG 在印制板供应商中没有广泛普及,在组装厂中也
没有被广泛应用。DIG 可能是最适合锡 / 铅焊接应用,这是未被广泛使用的一个原因。无铅焊料的使用效果(在
可焊性和润湿性方面)通常没有锡铅焊料好。
DIG 通常可以承受 3 至 4 个热循环而不影响可焊性,它与阻焊膜也可兼容。DIG 镀层的印制板的保存期限为 9
至 12 个月。
5.3.3.5 浸银
浸银表面处理是在印制板的外露金属(铜)表层选择性低地用银原子置换铜原子而实现的。作
为此工艺的一部分,存在有机物质沉积,它可以减少纯银表面预期的氧化。IPC-4553 是关于浸银的一份有用
的参考文件。浸银表面处理可与 SMT、BGA 以及通孔元器件兼容,但并不适用于金属线键合。浸银表面处理
可与大部分阻焊膜兼容。它形成平整表面可减少模板印刷和元器件共面性问题。如果储存合适,浸银表面处理
的印制板保存期限为 6 至 9 个月。
在焊接过程中,银熔于焊料并成为焊点的一部分,在最终焊点中几乎无法检测到。由于银在焊接过程中会熔化,
焊料会直接贴附于铜表面。浸银表面处理通常可以承受 4 至 5 个热循环而不影响可焊性。浸银与锡铅焊料和无
铅焊料均兼容。
当浸银涂覆的印制板组件暴露于空气质量较差的环境中,易于发生蠕变腐蚀失效,特别是当含硫气体浓度
高于正常水平时。在有更贵金属的场合,铜与大气中的硫反应形成铜硫化物,而铜硫化物可溶于水;持续
暴露于含硫和潮湿的环境下,腐蚀会蔓延到整个电路。蠕变腐蚀在所有表面处理中都会出现,但是浸银比
其它表面处理方式更易与硫和湿气发生反应。最严重的蠕变腐蚀通常发生在铜与阻焊膜的界面处。另一问
题是焊球和连接盘的界面处(图 5-12)出现微空洞(香槟气泡),但这个问题好像可以通过最新的浸银化
学药水来缓解。
5.3.3.6
浸锡
浸锡工艺利用了铜表面与溶液中的锡离子的置换反应,清洗和蚀刻后的铜表面浸入镀锡槽中形
成铜锡金属间化合物,然后在金属间化合物表面沉积锡。有机物质的沉积作为此工艺的一部分,它减少了纯锡
图 5-11 直接浸金(DIG)的图形描述
A– 清洗和微蚀刻后的铜表面
B– 浸金 0.06
μ
m
A
B
IPC-7095d-5-11-cn