IPC-7095D-CHINESE NP 2019.pdf - 第156页
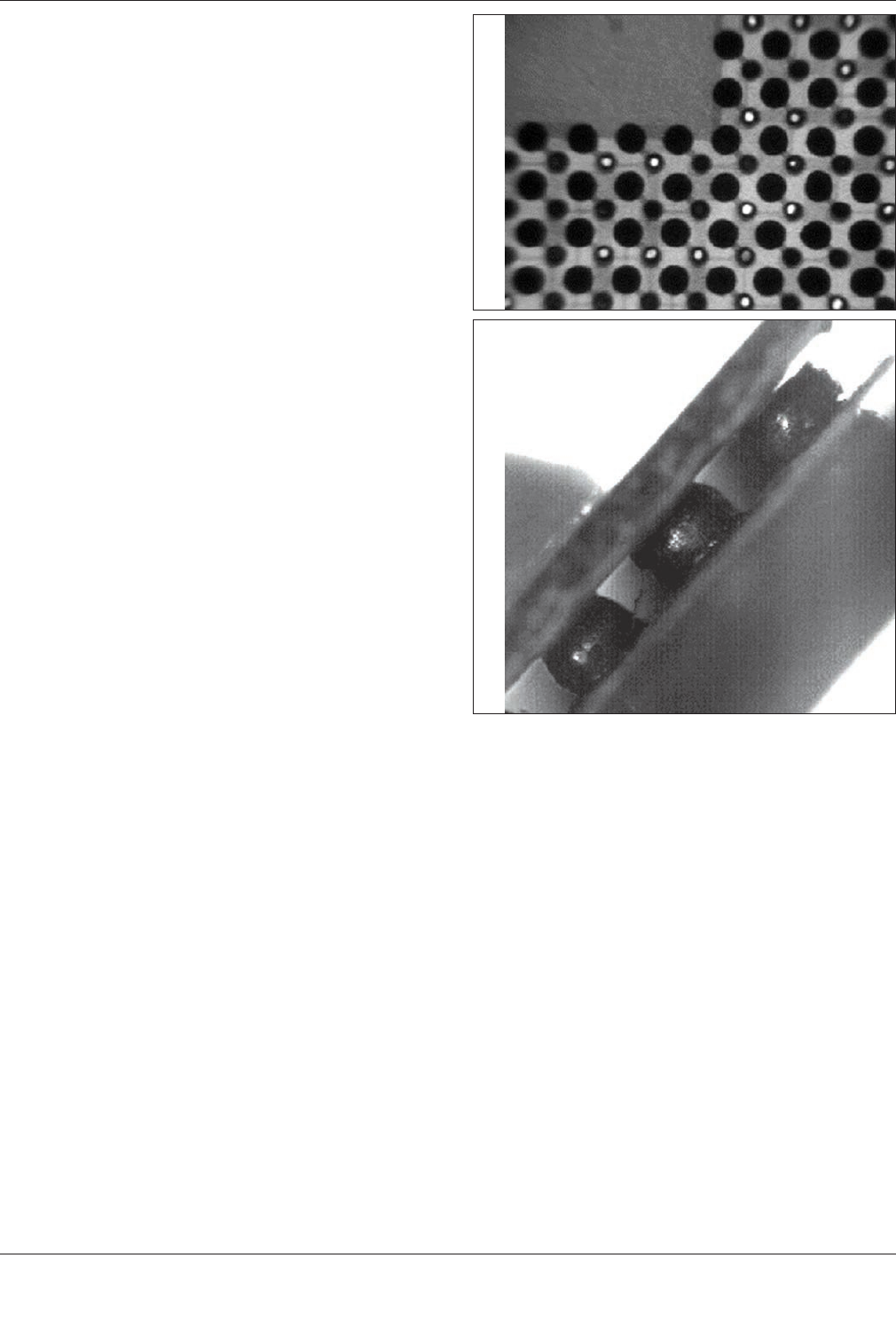
IPC-7095D-W AM1 CN 2019 年 1 月 140 BGA 翘曲比爆米花效应难以察觉,在 X 射线图像中更 难探测到 (见图 7-81 ) 。翘曲后 BGA 的 X 射线图像在 出现翘曲的封装角落有明显拉长的焊料连接。 图 7-81A 显示了 X 射线图像 ,图 7-81B 显示封装的视 频显微图像。值得注意的是图 7-81B 中基板上的波纹, 这很可能是再流焊时出现应力释放的特征。图 7-81A 也 显示了右下角焊球失…
IPC-7095D-WAM1 CN2019 年 1 月
139
7.8.5.4 如何减轻枕头效应(HoP)缺陷
HoP 并不是容易解决的缺陷,因为有许多失效模式能导致这种缺陷。
在许多情况下,HoP 同时由多个失效模式构成。解决此问题的最好方法应先识别需要解决的主要失效模式以消
除 HoP。
当 HoP 发生时,增加焊膏量会减少 HoP 的发生率。这可能需要在某些或所有连接盘外扩印刷焊膏。
影响 HoP 的再流焊参数为峰值温度和 TAL。当处理 HoP 缺陷时,提高 TAL 和峰值温度可减少缺陷级别,其原
理是在焊球完全塌陷和熔融后通过增加封装与焊膏接触时间来达成的。
保温时间是另一项可能影响 HoP 的再流焊参数,其影响程度取决于所用焊膏类型及其在高温环境中的表现。
遵照焊膏制造商的建议并确保在再流焊之前不应施加应力和干燥助焊剂。
在再流时使用氮气可减少氧化并增加 SMT 针对 HoP 的良率。
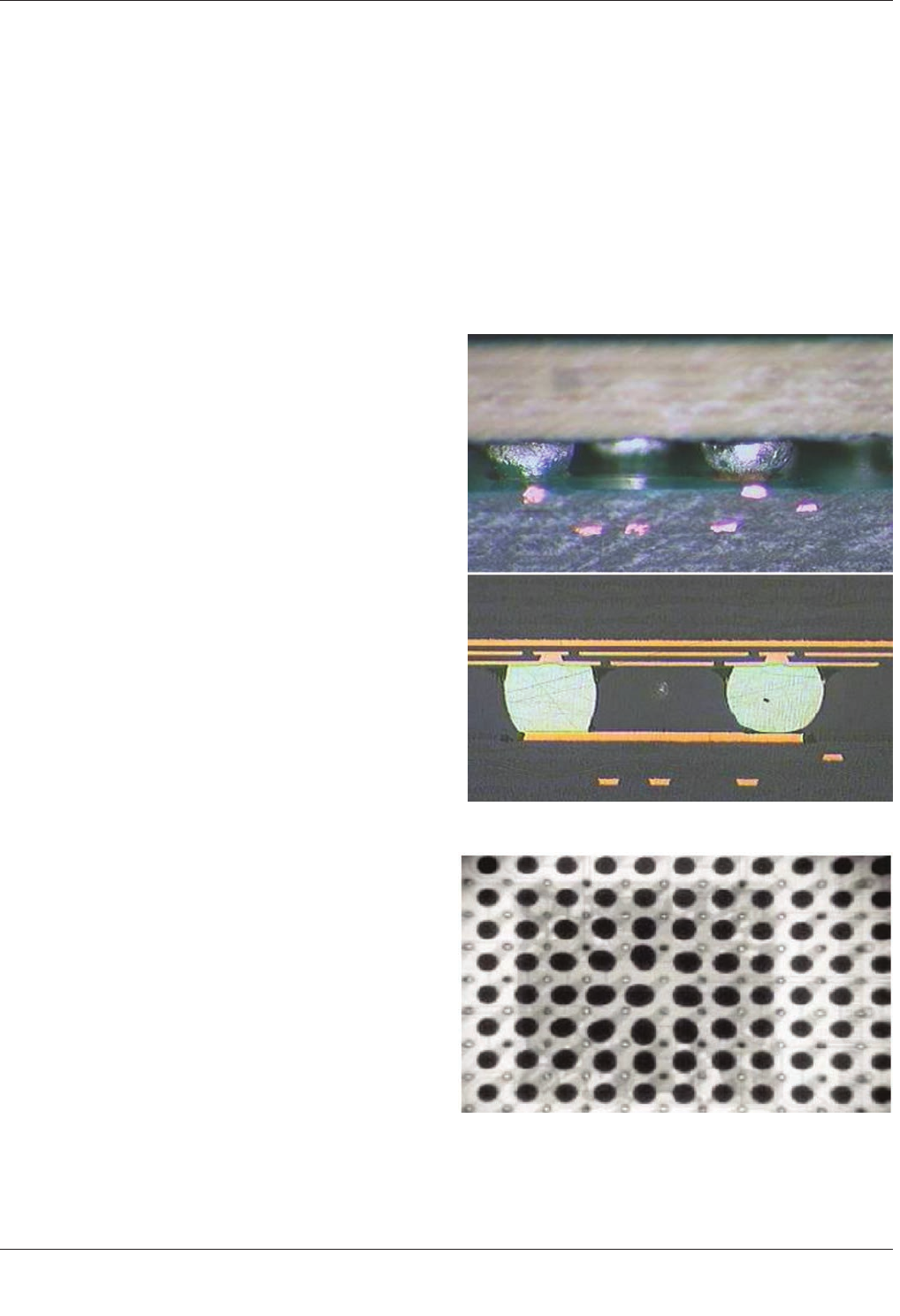
7.8.6 不润湿开路(NWO)/ 焊球悬空
一个与 HoP
类似的常见失效特征,被称为 NWO 或焊球悬空(也
称头没有靠在枕头上)。NWO 发生在封装严重翘曲
时,连接盘上的焊膏粘附于焊球而不是再流焊时留在
应该的连接盘上。由于封装发生了翘曲,封装焊球和
焊膏之间形成了间隙,同时焊料粘附于焊球上并与其
发生了融合。由于暴露于再流焊高温中而没有助焊剂
保护,印制板连接盘上的氧化物堆积而导致被称为焊
球悬空的开路焊点。通常来说,这种连接盘上并没有
形成金属间化合物 IMC,其外观就如同连接盘上从没
有印刷过焊膏一样(见图 7-79)。
多种因素影响焊球悬空缺陷:
• 焊膏和助焊剂类型
• 印制板连接盘表面处理(OSP)
• 印制板连接盘设计(SMD 与金属限定)
• 内部的铜层(导热 / 接地层)
为了减少焊料球悬空的出现,制造商应该改变焊膏的
化学成分,增加焊膏量或者使用氮气;可采用与 HoP
相同的所有解决方案。增加 BGA 连接盘尺寸也可减
少焊球悬空的出现概率,因为较大的焊膏面积可提供
更大的表面张力并保持住焊膏,而不是由焊球将焊膏
拉走。
7.8.7 元器件缺陷
元器件缺陷,诸如爆米花效应及
封装翘曲,通常是在再流焊前对 BGA 元器件不恰当
的操作导致的。这两个问题在 X 射线图像中会产生各
自的图像特征。
爆米花效应会引起 BGA 在芯片之下膨胀,导致封装
中心的焊球尺寸增大(可能发生桥连),因为焊球在
封装和印制板之间被挤压(见图 7-80)。
图 7-79 焊球悬空缺陷示例
图 7-80 爆米花 X 射线图像
IPC-7095D-WAM1 CN 2019 年 1 月
140
BGA 翘曲比爆米花效应难以察觉,在 X 射线图像中更
难探测到(见图 7-81)。翘曲后 BGA 的 X 射线图像在
出现翘曲的封装角落有明显拉长的焊料连接。
图 7-81A 显示了 X 射线图像,图 7-81B 显示封装的视
频显微图像。值得注意的是图 7-81B 中基板上的波纹,
这很可能是再流焊时出现应力释放的特征。图 7-81A 也
显示了右下角焊球失真,有明显拉长的连接特征。使用
目视显微镜能观察(见图 7-81B)同一位置显示翘曲并
有焊球从封装脱离。
7.9 维修工艺
7.9.1 返工和维修理念
BGA 具有对准的灵活性。由
于其有自我对准的特性,BGA 焊球贴装可偏离焊盘多
达 50%,再流焊时封装会适当的自我对准。采用受控
的工艺和合适的设备,返工应该可保持在最少状态。
市场上有许多返工系统,其中大部分采用棱镜贴装,它
可观测到焊球图像叠加到印制板上的连接盘图形。大部
分系统也允许有印制板预热并储存为许多不同位置元器
件焊接使用的再流焊曲线。此章节将主要聚焦在成功返
工 PBGA 应该满足的条件。
BGA 返工主要有四个部分:
1)拆除元器件
2)修整连接盘位置
3)贴装元器件
4)再流焊接元器件
这些都会在下列章节中讨论到。
7.9.2 BGA 的拆除
拆除 BGA 时,必须决定该元器件
是植球后重新使用还是废弃。如果要对 BGA 重新植球并重新使用,需做出特殊的考虑(即元器件供应商建议
的最大再流循环次数)。通常 3 次为建议的最大再流次数,所以进行重新植球拆除后的 BGA 并重新安装可能
会超过这个数字。因此,重植球过的 BGA 总会超过这个极限。许多 OEM 厂商不允许重新植球 BGA 或回用
任何元器件。如确需进行,在操作前应该与客户确认。
如果元器件需要重复利用且为模塑成型器件,则必须要烘烤。这些封装是非气密性的,因此如果它们一直处
于湿度失控的环境并且超过 J-STD-020 中所允许的时间,就会吸收水分。烘烤过程可排除潮湿并防止“爆米
花效应”- 指再流焊期间元器件内水份汽化而导致灾难性失效。拆除前另一个考量是关注 BGA相邻的元器件。
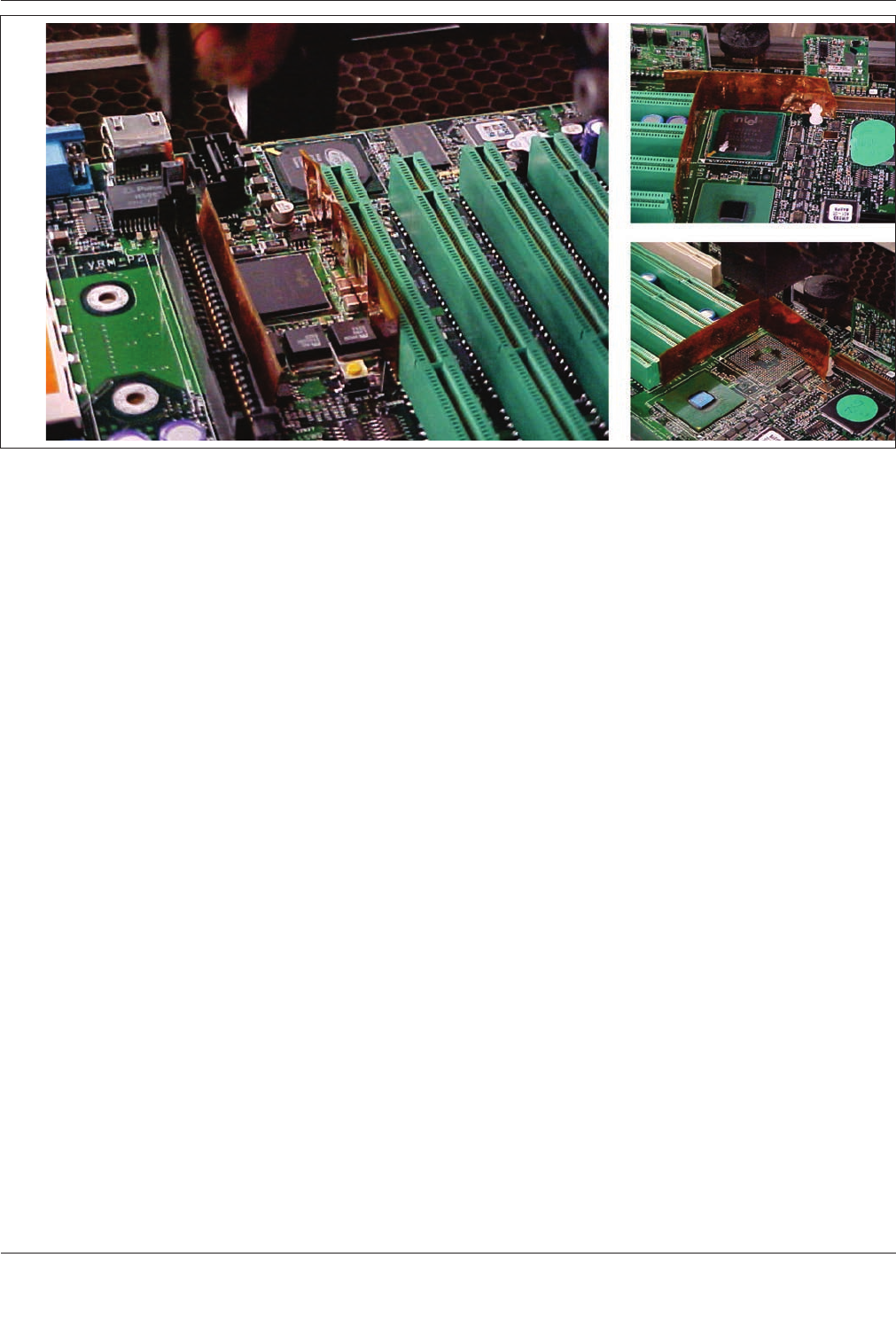
如果使用热风返修并且采用温升超过每秒 4°C 的曲线,BGA 周围的元器件可能需要遮蔽以避免热冲击或二
次再流。常用于波峰焊工艺的聚酰亚胺胶带或水溶性膜可用于遮盖元器件。这些不足可通过适当的产品设计
予以解决。图 7-82 中可见聚酰亚胺胶带所做的遮蔽材料,当用热风进行 BGA 维修时,它可用来防止相邻元
器件免受损伤。
对于无铅工艺,在调试拆除和重焊 BGA 的温度曲线时,建议将印制板正面和反面的温差最小化。在设定温度曲
线时,应增加印制板反面加热以最小化正面风嘴加热。这使印制板分层或者热量传递给相邻元器件的可能最小化。
图 7-81 显示 BGA 的翘曲的 X 射线图像
图注
:X 射线图像(A)显示了右下角的焊球连接失真,表
现为拉长的连接点。采用视觉显微镜观察相同位置(B)显
示有翘曲并有焊球脱离封装。
(A)
(B)
IPC-7095D-WAM1 CN2019 年 1 月
141
7.9.3 替换
7.9.3.1 连接盘图形位置修整
BGA 一旦从印制板移除,连接盘图形上的焊料就必须清除。吸锡器和吸锡带
可有效地清除连接盘上的焊料。使用任何此类工具时应小心,因为连接盘过度受热和受压可能会翘起。
在贴装新 BGA 之前,每个连接盘都必须是完全平整和清洁的。对于较温度高的无铅合金,尽量减少接触连接
盘和导通孔(狗骨设计)之间的阻焊坝很关键。较高的温度会增加损伤阻焊膜的可能性。这也受印制板表面处
理类型的影响。能够影响阻焊膜与连接盘间附着力的两个变量是阻焊膜坝的长度(推荐使用侵入型导通孔)和
印制板的表面处理类型。
7.9.3.2 助焊剂施加
尽管阻焊膜侵入导通孔连接盘而覆盖在裸铜上,但遭遇到表面处理化学品时,其附着力
会受到影响。
可采用两种不同的助焊剂施加方法;膏状/液态助焊剂或焊膏。只使用助焊剂(液态或膏状)仅适用于共晶
BGA 重新连接时。另外一些应用需要添加焊膏以形成稳健的焊点。如果使用膏状助焊剂(也被称为粘性助焊
剂),需要确保焊球是 SnPb37(共晶)。许多 CBGA 使用的是 PbSn10 焊球,其再流焊温度为 302°C。如果焊
球不是 SnPb37,那么必须使用焊膏。如果焊球是 SnPb37,BGA 重新封装时应该使用液态助焊剂或助焊膏,特
别是焊球数量少于 208 的 BGA。助焊剂施加于连接盘图形或 BGA 焊球上,然后将 BGA 置放在上面。这种方
法的一个缺点为共面性问题。如果连接盘不够平整,一些焊球将无法与连接盘接触。过量施加助焊剂也会造成
焊球之间的桥连。对于大部分 PBGA 来说,焊球合金将会再流融入焊点。
7.9.3.3 焊膏施加
焊膏施加是首选的方法,但是会增加返工过程时间和工装成本。可用小型模板对局部施加
焊膏。为陶瓷封装定做小型模板时,应该采用与初次印刷相同的开孔 / 厚度,这可确保返工后陶瓷封装元器
件的可靠性。这些模板可从不同供应商处采购,并应调整以适应特定的连接盘图形。当施加焊膏到连接盘图
形时,可用夹具或胶带固定模板。
当采用这些方法时,必须考虑焊膏操作和模板清洁问题。焊膏也可通过适当夹持的注射器或焊膏喷涂框架施加
于 BGA 上,施加的焊膏量应严格控制。为 CSP 类元器件印刷焊膏时,可能没有足够的空间将小型模板放置在
图 7-82 BGA/ 组件热屏蔽示例