IPC-7095D-CHINESE NP 2019.pdf - 第44页
IPC-7095D-W AM1 CN 2019 年 1 月 28 2 ) 环保 - 使用低温焊料减少温室气体的产生 ,并减少 产品生命周期对环境的影响。 3 ) 焊点良率改善 - 对消费类产品 (如智能手机和可穿 戴产品)不断增长的需求 ,形成了对轻量化、超薄 电子封装但依然满足高性能的要求。 封装厚度的减小给再流焊接组件带来了新的挑战 。用 于这些电子封装中材料间的 CTE 不匹配导致采用 SAC 再流温度时翘曲的增加 。这种翘曲导致…
IPC-7095D-WAM1 CN2019 年 1 月
27
考虑到耐热性和平整度的特性,BGA 连接器通常采用液晶聚合物树脂作为基座。焊球尺寸随着焊球节距和封
装大小而变化。较大的封装通常会需要较大的焊球尺寸以改善可靠性。由于陶瓷封装相对比较平整且焊球直径
的公差非常窄,共面性要求也相对严格。陶瓷基封装的供应商通常会对板级组装选择合适的焊膏成分提供建议。
4.4.1 焊球合金
焊球成分由总体上的印制板组装技术(如锡铅或无铅)以及封装类型(如陶瓷或层压基板)
决定。增强层压板和聚酰亚胺膜基 BGA 封装上选择的焊球触点合金成分差异会很大。许多配置具有 183℃( 或
含银 2% 的共晶焊料,179°C)熔化(液相线)点的锡铅共晶焊料。焊球触点施加到封装基板上,通常仅需使
用助焊剂然后在温度 215°C -220°C 下再流以完成连接过程。
元器件制造商应该建立一种方法以清楚地识别用于 BGA 焊球的合金成分,并依此改变零件编号。J-STD-609
为识别 BGA焊球合金提供了一种简便的方法。用户可以选择使用筛选的方法来验证 BGA合金,如 X射线荧光。
4.4.1.1 锡铅合金
尽管没有在大多数商业应用中广泛使用,锡铅合金可适用于焊球及焊接材料。一种常见的
合金成分为 SnPb37 共晶合金,液相线温度为 183°C。共晶含银合金成分 SnPnAg2,液相线温度为 179°C,是
共晶 SnPb37 的可接受的替代选择。当使用锡铅技术时,陶瓷 BGA 通常使用 PbSn10 高铅合金,以提供所需的
焊点可靠性,这种合金在锡铅再流焊工艺期间不会熔化。当用共晶 SnPb37 连接印制板时可提供可靠的互连。
4.4.1.2 无铅合金
为符合 RoHS 指令,生产电气及电子组件和电子元器件的厂商必须使用无铅材料作为焊球
触点和封装连接基板的材料。尽管有许多无铅合金可供使用,大多数制造商采用锡作为主要成分,添加银或银
铜组合到锡合金。
典型的无铅合金的成分组成包括SnAg3Cu0.5(SAC305), SnAg3.8Cu0.7(SAC387)或SnAg4.0Cu0.5
(SAC405)。这些焊料的液相线温度在 217°C-227°C 的范围之内,取决于待加工组件的总热容量,所需再流峰
值温度变化范围为 240°C-260°C。取决于具体合金规定的成分,焊球液相点的变化范围可多达 10°C。(见表 4-7)
表 4-7 无铅合金变化
成分 合金 液相温度 再流温度
SnAg3.5 SnAg 锡 / 银 221°C 240°C 至 250
°C
SnCu0.7 SnCu 锡 / 银 227°C 245°C
至 255°C
SnAg4.7Cu1.7 SnAgCu* 锡 / 银 / 铜 * 216°C 237°C 至 247
°C
SnAg4Cu1 SnAgCu* 锡 / 银 / 铜 * 218°C 238°C 至 248
°C
SnAg3Cu0.5 SnAgCu* 锡 / 银 / 铜 * 218°C 238°C 至 248
°C
SnAg4Cu0.5 SnAgCu 锡 / 银 / 铜 218°C 238°C 至 248
°C
SnAg3.8Cu0.7 SnAgCu 锡 / 银 / 铜 218°C 238°C 至 248
°C
SnAg3.2Cu0.5 SnAgCu 锡 / 银 / 铜 218°C 238°C 至 248
°C
SnAg3.5Cu0.75 SnAgCu* 锡 / 银 / 铜 * 218°C 238°C 至 248
°C
* 可能受专利保护
在锡银铜(SAC)系统中,加入其它的合金元素会影响焊料过冷度、各种金属间化合物的构成以及不常见晶格
性质和微结构变化。在使用新合金到 BGA 以及将新合金的 BGA 用于组装时必须要特别注意。除了 SAC 系统,
也已研发出含有铋、铟、锑或锌等元素的合金系统。每个系统不同的冶金基础,决定了其物理性质和机械行为,
并影响组装工艺参数和焊点可靠性。
4.4.1.3 低温焊料
4.4.1.3.1 低温焊料的驱动力
使用低温焊料有三个驱动因素:
1) 经济 - 使用较低熔化温度的焊料,由于较低的再流焊峰值温度,可以节省可观的能量。这些节省成本主要是
由于再流焊过程中需要较小电流消耗来使炉子运行。这是设定的炉区温度较低的直接结果。
IPC-7095D-WAM1 CN 2019 年 1 月
28
2) 环保 - 使用低温焊料减少温室气体的产生,并减少
产品生命周期对环境的影响。
3) 焊点良率改善 - 对消费类产品(如智能手机和可穿
戴产品)不断增长的需求,形成了对轻量化、超薄
电子封装但依然满足高性能的要求。
封装厚度的减小给再流焊接组件带来了新的挑战。用
于这些电子封装中材料间的 CTE 不匹配导致采用 SAC
再流温度时翘曲的增加。这种翘曲导致使良率降低的
缺陷,如 HoP、NWO 和焊料桥接。
降低再流峰值温度可以提高 SMT 焊点良率边际,尤其
是对于 BGA 焊点,通过减小封装的动态翘曲并在再流
时保持焊球和焊膏接触来提高焊点良率。
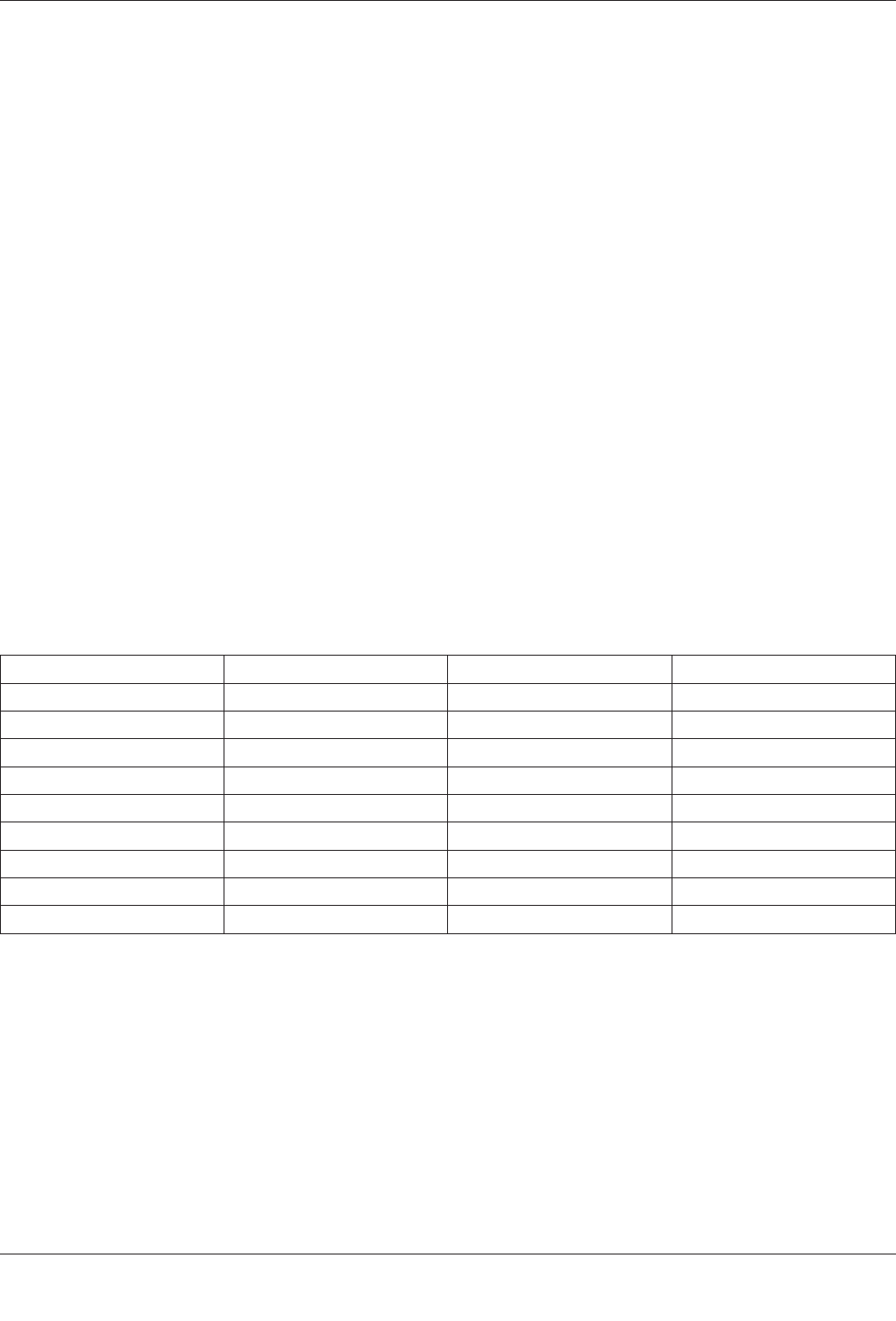
图 4-7 显示了倒装芯片 BGA 封装在 250°C 到 260°C
的温度范围内的动态翘曲,在 160°C 到 180°C 范
围(SnBi 焊膏的再流峰值温度范围),封装翘曲比
接近 SAC 焊膏的再流峰值温度(260°C)的翘曲低
30% ~ 50%。
4.4.1.3.2 低温焊料合金的选择
选择用于低温焊接
的焊料合金在其高温/低温两端具有液相线温度边
界。如果液相线温度过高,低温焊料的大部分优势将
无法实现。另一方面,对于使用低温焊料的产品,其
液相线温度应该高于现场运行温度。
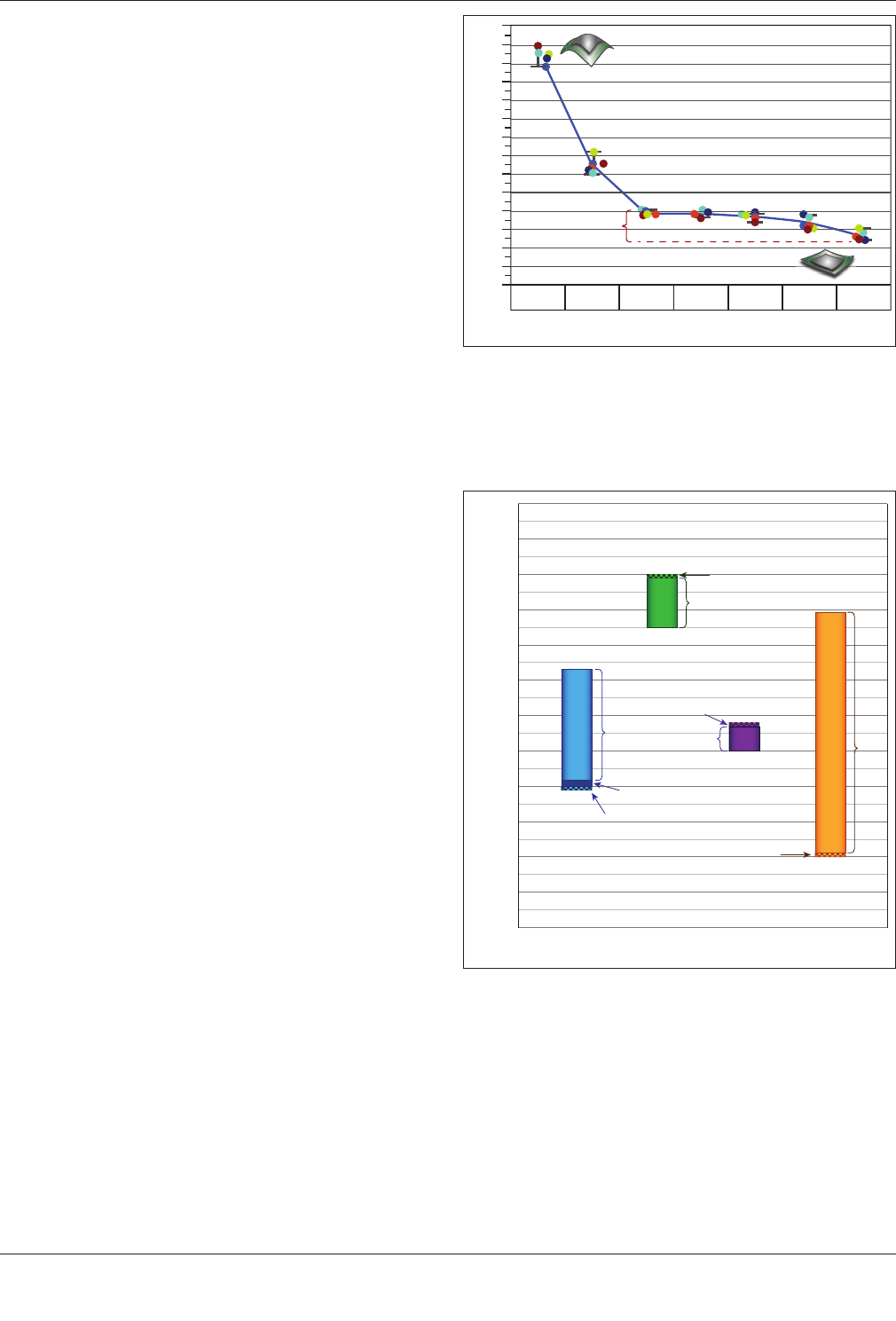
图 4-8 显示低温焊料合金系统(SnBi,SnIn,SnZn 和
In),其液相线约为 100°C 至 200°C,且不含 Pb 或 Cd
(由于环境原因排除)和 Au(出于经济原因排除)。这
些合金可以是共晶或偏离共晶的(根据其主要成分添
加剂形成亚共晶或过共晶)。偏离共晶组分通常具有
固相线和液相线温度之间的熔化范围(也称为糊状范
围)。它们还可以添加额外的成分来赋予某些期望的性
质(即降低液相线温度)。
4.4.1.4 SnBi 焊料合金系统
便携计算机市场使用
SnBi 系统,因为这种焊料系统适用于大批量生产。它
已经在电视机、白色家电和 LED 产品中使用了几年,
因为使用现有无铅焊料如 SAC 合金系统,某些成分的
元器件不能承受较高的再流焊温度。
图 4-9 显示了 SnBi 合金系统的相图。显然,该相图
与 SnPb 相图非常相似;共晶成分为 BiSn42。相图表
明亚共晶和过共晶成分及其糊状相。关于相图的信息
见 IPC-7530。
图 4-7 Dynamic Warpage Plot with Temperature for a
Flip Chip BGA Package
A -动态翘曲(
μ
m) D -下凹(-)翘曲
B -温度 E - 30% 到 50% 的减小
C -上凸(+)翘曲
180
25 125 160 170 180 200 260
160
140
120
100
80
60
40
20
0
-20
-40
-60
-80
-100
B
A
C
D
E
IPC-7095d-4-7-cn
220
210
200
190
180
170
160
150
140
130
120
110
100
A
G
H
L
M
J
H
G
K
G
B
C D E F
图 4-8 具有液相线温度 100 ℃到 200 ℃且不含有 Pb,Cd 或Au
的低温合金
A -液相线温度(℃)
B -合金系统
C - BiSn
D - SnZn
E - In
F - InSn
G -共晶
H -偏离共晶合金
J -具有 Bi 和 In 的合金
K -具有 Bi 的合金
L - BiSnAg
M - In 金属
IPC-7095d-4-8-cn
IPC-7095D-WAM1 CN2019 年 1 月
29
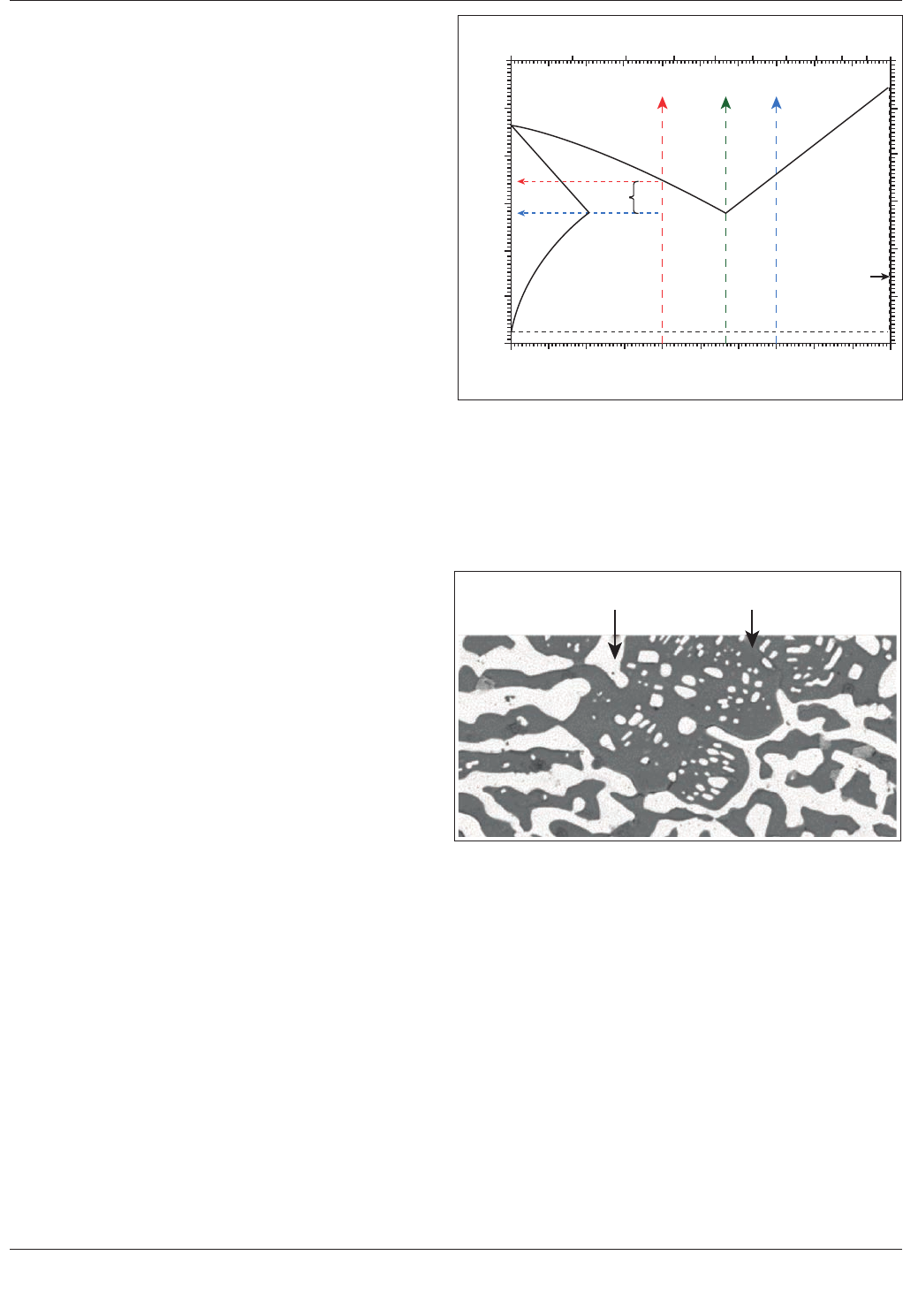
图 4-10 显示了 SnBi 焊料的典型微观结构。这种微
观结构也非常类似于 SnPb 焊料。它是两相混合物,
颜色较暗的相是富锡相,颜色较淡的相是富铋相。
根据焊点的冷却速率,相形态可以是层状的、结节
状的或两者的混合物。
这种 SnBi 合金系统存在缺陷。共晶 SnBi 焊料制成
的焊点在受到机械和跌落冲击力时容易失效。这主
要是由于微观结构中 Bi 相的固有脆性。Bi 具有菱
形晶体结构,有非常少的滑移面支持位错运动。支
持位错运动的滑移面的数量越大,材料的延展性就
越高。
最初针对低温 SnBi 焊料的细分市场,其产品在使用
时跌落(如跌落的移动设备)的风险很高。因此,
为了降低在机械冲击和跌落下焊点失效的风险,已
经研究了两种焊点增强途径:
1)增强 SnBi 焊料合金的延展性
2)使用焊点聚合增强剂
4.4.1.4.1 锡铋焊料的延展性增强
正在实施多种策
略来改善锡铋焊料的延展性。包括:
• 减少焊料合金中铋的含量。这样的减少可以降低
焊料中脆性相(铋)的体积,并提高韧性相(锡)
的体积。
• 通过向焊料中添加特定元素来强化锡相 , 这称作固
溶强化。
• 通过添加特定元素来强化锡相,该元素沉淀析出
进入微观结构 , 这称作沉淀强化。
• 通过加入低浓度的特定元素,细化微观结构(晶
粒尺寸或形貌)。这些影响改变了焊料内部机制,
从经典位错滑移转变为协同晶界滑移。添加这些
元素也减少了铋在焊料终止界面区域的分离,而
脆性裂纹主要通过该区域传播。
• 通过与其他元素合金化改性铋相。这种改性使含铋相脆性降低。
4.4.1.4.2 锡铋焊点的聚合物增强
锡铋焊点的聚合物增强,使用固化的聚合材料(例如环氧树脂)作为外
部增强材料。当机械冲击力作用于组件时,该外部加强材料通过降低焊料内裂纹形成和扩张的风险来强化焊
点。
这些聚合物增强材料用于 BGA 和其它面阵列元器件在板级底部填充中的焊点。底部填充在大批量制造时的一
个主要缺点是,它会对产出时间造成不利影响。在再流焊接后,这首先因为底部填充必须分配到 BGA 出现的
具体位置,然后它们必须在后续步骤中固化。固化炉的能源花费是底部填充工艺的另一个缺点。
300
250
200
150
100
50
0
0102030
21 57
139ºC
99.9
40 50 60 70 80 90 100
01020
A
B
CD
E
E
F
F
G
H I J
30 40 50 60 70 80 90 100
13ºC
图 4-9 锡铋相图
IPC-7095d-4-9-cn
A– Bi 原子 %
B– 温度 (°C)
C– Sn
D– 铋重量百分比
E– Bi
F– Tm
G– 糊状范围
H– 亚共晶
I– 共晶
J– 过共晶
AB
图 4-10 典型的锡铋焊料合金微观结构
A– Bi
B– Sn