IPC-7095D-CHINESE NP 2019.pdf - 第45页
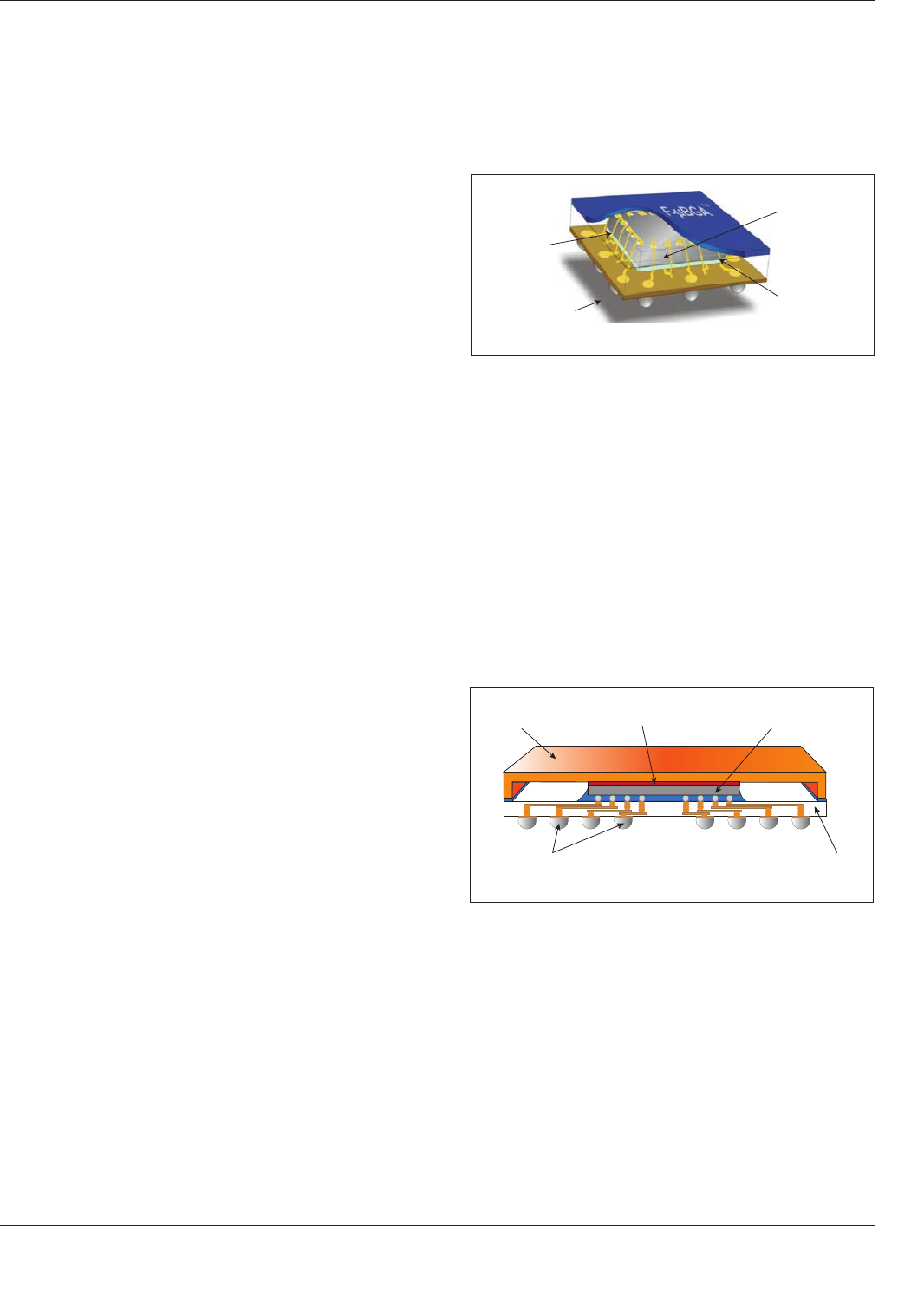
IPC-7095D-W AM1 CN 2019 年 1 月 29 图 4-10 显示了 SnBi 焊料的典型微观结构 。这种微 观结构也非常类似于 SnPb 焊料。它是两相混合物, 颜色较暗的相是富锡相 ,颜色较淡的相是富铋相。 根据焊点的冷却速率 ,相形态可以是层状的、结节 状的或两者的混合物。 这种 SnBi 合金系统存在缺陷 。共晶 SnBi 焊料制成 的焊 点在受到机械和跌落冲击力时容易失效。这主 要是由于微观结构中 Bi 相的…
IPC-7095D-WAM1 CN 2019 年 1 月
28
2) 环保 - 使用低温焊料减少温室气体的产生,并减少
产品生命周期对环境的影响。
3) 焊点良率改善 - 对消费类产品(如智能手机和可穿
戴产品)不断增长的需求,形成了对轻量化、超薄
电子封装但依然满足高性能的要求。
封装厚度的减小给再流焊接组件带来了新的挑战。用
于这些电子封装中材料间的 CTE 不匹配导致采用 SAC
再流温度时翘曲的增加。这种翘曲导致使良率降低的
缺陷,如 HoP、NWO 和焊料桥接。
降低再流峰值温度可以提高 SMT 焊点良率边际,尤其
是对于 BGA 焊点,通过减小封装的动态翘曲并在再流
时保持焊球和焊膏接触来提高焊点良率。
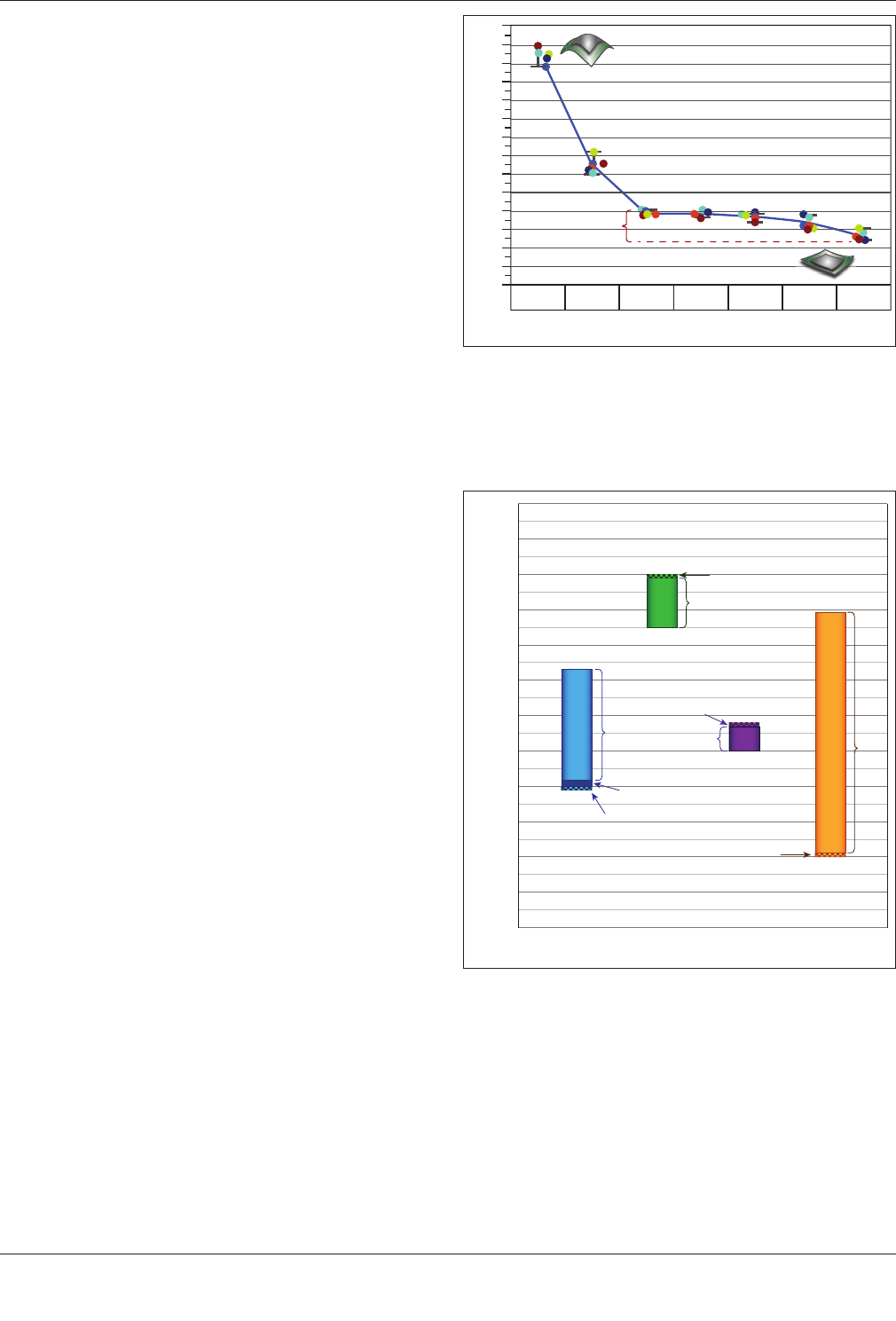
图 4-7 显示了倒装芯片 BGA 封装在 250°C 到 260°C
的温度范围内的动态翘曲,在 160°C 到 180°C 范
围(SnBi 焊膏的再流峰值温度范围),封装翘曲比
接近 SAC 焊膏的再流峰值温度(260°C)的翘曲低
30% ~ 50%。
4.4.1.3.2 低温焊料合金的选择
选择用于低温焊接
的焊料合金在其高温/低温两端具有液相线温度边
界。如果液相线温度过高,低温焊料的大部分优势将
无法实现。另一方面,对于使用低温焊料的产品,其
液相线温度应该高于现场运行温度。
图 4-8 显示低温焊料合金系统(SnBi,SnIn,SnZn 和
In),其液相线约为 100°C 至 200°C,且不含 Pb 或 Cd
(由于环境原因排除)和 Au(出于经济原因排除)。这
些合金可以是共晶或偏离共晶的(根据其主要成分添
加剂形成亚共晶或过共晶)。偏离共晶组分通常具有
固相线和液相线温度之间的熔化范围(也称为糊状范
围)。它们还可以添加额外的成分来赋予某些期望的性
质(即降低液相线温度)。
4.4.1.4 SnBi 焊料合金系统
便携计算机市场使用
SnBi 系统,因为这种焊料系统适用于大批量生产。它
已经在电视机、白色家电和 LED 产品中使用了几年,
因为使用现有无铅焊料如 SAC 合金系统,某些成分的
元器件不能承受较高的再流焊温度。
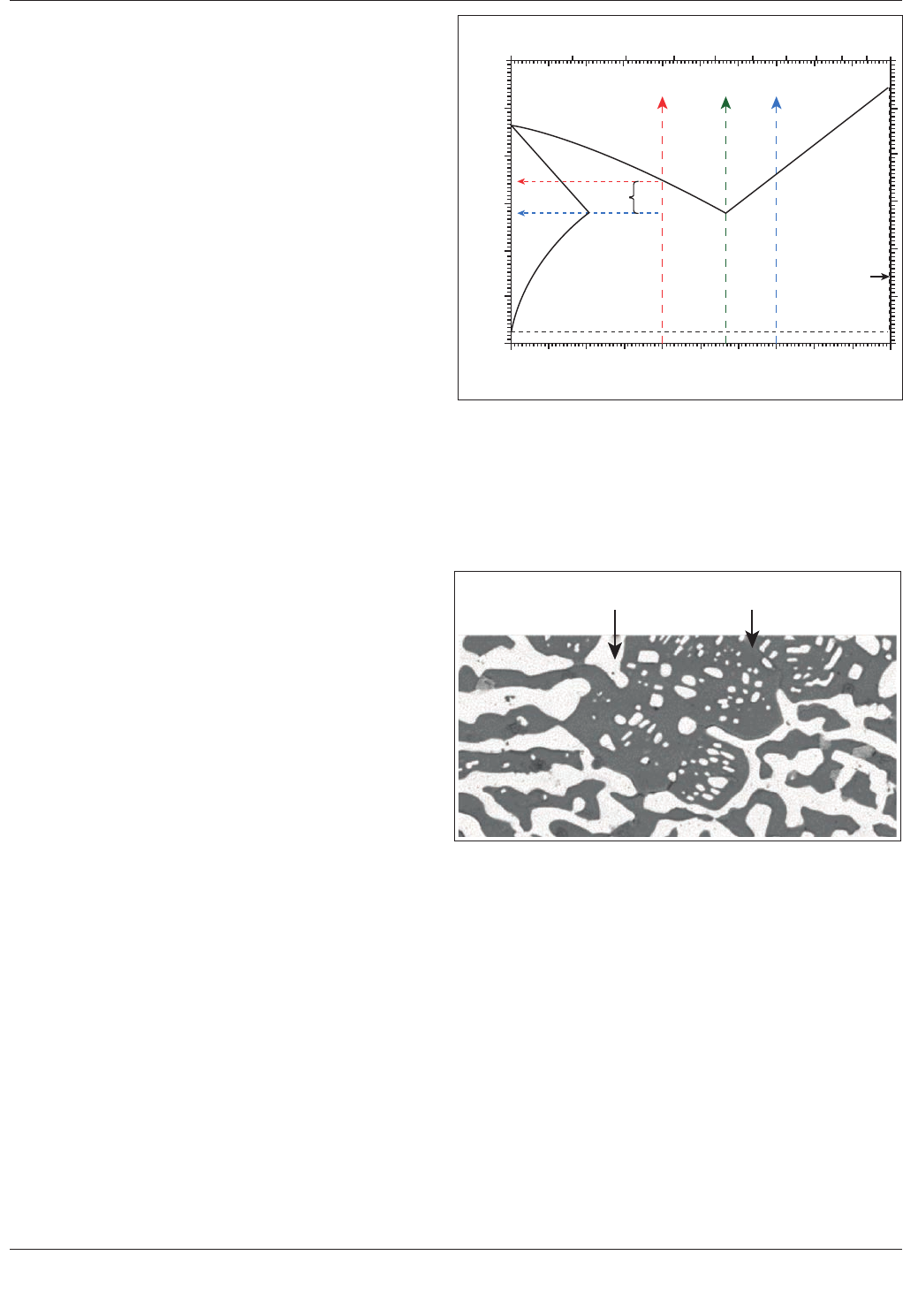
图 4-9 显示了 SnBi 合金系统的相图。显然,该相图
与 SnPb 相图非常相似;共晶成分为 BiSn42。相图表
明亚共晶和过共晶成分及其糊状相。关于相图的信息
见 IPC-7530。
图 4-7 Dynamic Warpage Plot with Temperature for a
Flip Chip BGA Package
A -动态翘曲(
μ
m) D -下凹(-)翘曲
B -温度 E - 30% 到 50% 的减小
C -上凸(+)翘曲
180
25 125 160 170 180 200 260
160
140
120
100
80
60
40
20
0
-20
-40
-60
-80
-100
B
A
C
D
E
IPC-7095d-4-7-cn
220
210
200
190
180
170
160
150
140
130
120
110
100
A
G
H
L
M
J
H
G
K
G
B
C D E F
图 4-8 具有液相线温度 100 ℃到 200 ℃且不含有 Pb,Cd 或Au
的低温合金
A -液相线温度(℃)
B -合金系统
C - BiSn
D - SnZn
E - In
F - InSn
G -共晶
H -偏离共晶合金
J -具有 Bi 和 In 的合金
K -具有 Bi 的合金
L - BiSnAg
M - In 金属
IPC-7095d-4-8-cn
IPC-7095D-WAM1 CN2019 年 1 月
29
图 4-10 显示了 SnBi 焊料的典型微观结构。这种微
观结构也非常类似于 SnPb 焊料。它是两相混合物,
颜色较暗的相是富锡相,颜色较淡的相是富铋相。
根据焊点的冷却速率,相形态可以是层状的、结节
状的或两者的混合物。
这种 SnBi 合金系统存在缺陷。共晶 SnBi 焊料制成
的焊点在受到机械和跌落冲击力时容易失效。这主
要是由于微观结构中 Bi 相的固有脆性。Bi 具有菱
形晶体结构,有非常少的滑移面支持位错运动。支
持位错运动的滑移面的数量越大,材料的延展性就
越高。
最初针对低温 SnBi 焊料的细分市场,其产品在使用
时跌落(如跌落的移动设备)的风险很高。因此,
为了降低在机械冲击和跌落下焊点失效的风险,已
经研究了两种焊点增强途径:
1)增强 SnBi 焊料合金的延展性
2)使用焊点聚合增强剂
4.4.1.4.1 锡铋焊料的延展性增强
正在实施多种策
略来改善锡铋焊料的延展性。包括:
• 减少焊料合金中铋的含量。这样的减少可以降低
焊料中脆性相(铋)的体积,并提高韧性相(锡)
的体积。
• 通过向焊料中添加特定元素来强化锡相 , 这称作固
溶强化。
• 通过添加特定元素来强化锡相,该元素沉淀析出
进入微观结构 , 这称作沉淀强化。
• 通过加入低浓度的特定元素,细化微观结构(晶
粒尺寸或形貌)。这些影响改变了焊料内部机制,
从经典位错滑移转变为协同晶界滑移。添加这些
元素也减少了铋在焊料终止界面区域的分离,而
脆性裂纹主要通过该区域传播。
• 通过与其他元素合金化改性铋相。这种改性使含铋相脆性降低。
4.4.1.4.2 锡铋焊点的聚合物增强
锡铋焊点的聚合物增强,使用固化的聚合材料(例如环氧树脂)作为外
部增强材料。当机械冲击力作用于组件时,该外部加强材料通过降低焊料内裂纹形成和扩张的风险来强化焊
点。
这些聚合物增强材料用于 BGA 和其它面阵列元器件在板级底部填充中的焊点。底部填充在大批量制造时的一
个主要缺点是,它会对产出时间造成不利影响。在再流焊接后,这首先因为底部填充必须分配到 BGA 出现的
具体位置,然后它们必须在后续步骤中固化。固化炉的能源花费是底部填充工艺的另一个缺点。
300
250
200
150
100
50
0
0102030
21 57
139ºC
99.9
40 50 60 70 80 90 100
01020
A
B
CD
E
E
F
F
G
H I J
30 40 50 60 70 80 90 100
13ºC
图 4-9 锡铋相图
IPC-7095d-4-9-cn
A– Bi 原子 %
B– 温度 (°C)
C– Sn
D– 铋重量百分比
E– Bi
F– Tm
G– 糊状范围
H– 亚共晶
I– 共晶
J– 过共晶
AB
图 4-10 典型的锡铋焊料合金微观结构
A– Bi
B– Sn
IPC-7095D-WAM1 CN 2019 年 1 月
30
强化锡铋焊点的另一种聚合物备选方案是使用含有树脂的低温焊膏,也称为焊点增强焊膏(JRP)。这些焊膏
在其助焊剂成分中含有未固化的树脂。再流焊过程中,当焊膏熔化时,该树脂从熔融焊料中移出,并在外部覆
盖熔融焊料。随着再流焊过程的进行,熔融焊料对金属端子进行润湿,随后助焊剂内的树脂成分胶凝和固化。
再流焊之后,固化的树脂在焊点周围形成了一个填充,提供了必要的机械增强。JRP 工艺本质上是在再流焊过
程中形成部分 BGA 底部填充,而不需要额外的分配和固化步骤。
4.4.2 焊球连接工艺
封装基板通常会被制成含有多个
封装的条状结构(见图 4-11)。焊球放置在金属线键合和
塑封或压模工艺之后进行,对于批量 BGA 组装,会利
用自动或者半自动植球方式。所需尺寸的合金球体(见
表 4-1)可以通过成组的贴片机-采用自动化系统逐个
放置,或采用一个类似模板的夹具进行成批放置。对于
研发用或者仅小批量植球时,可以使用简单的模板夹具
来对焊球精确定位。
然而,总体上焊球的连接工艺都是一样的。在开始阶段
先将焊膏或助焊剂涂敷或印刷在触点图形上,再流焊期
间焊膏或助焊剂保持焊球定位。通常在氮气环境中将焊球再流焊接到基板上。氮气环境可以保证焊球一致的质
量同时避免在再流焊过程中焊球表面氧化。然而,封装与印制板再流焊连接时没有必要使用氮气。共晶焊球可
以提供“可控塌陷”,从而在再流焊过程中提升自对准能力(弥补在组装过程中的某些偏移)。
在使用 PBGA 时需要考虑一些问题。首先是湿敏问题。在返工过程中,要被拆除和替换的元器件周围的湿敏
元器件必须事先进行烘烤和/或避免它们在返工活动中受热。如果塑封 BGA 需要重复使用,那么从印制板组
件上取下封装之后进行 BGA 的重新植球需要特别小心。对于 CBGA 所用的高熔点非塌陷焊球,湿敏问题并不
存在;焊球在返工过程中也不会融化。
当暴露于焊料连接所需的温度时,PBGA 封装也容易翘
曲。在再流焊焊接期间,封装边缘会上翘或者向下弯曲
并严重地影响封装和印制板组件的电气连接界面。较大
封装比较小封装更容易翘曲。封装翘曲是由基板结构、
模封材料和内部硅芯片的热膨胀系数 CTE 不匹配造成
的。当芯片尺寸较大或 BGA 有散热片时,这种问题可
能会更严重。
4.4.3 陶瓷球栅阵列(CBGA)
陶瓷封装的内部连接方
式可以是导线键合或芯片倒装。图 4-12 显示封装为内部
倒装芯片键合。封装配置的芯片可安装在基板的上表面
(腔体朝上)或安装在基板的下表面(腔体朝下)。图 4-13
所示的典型陶瓷封装所用的焊球,是一种熔点为 302°C
的高温合金(SnPb10)。然而,焊球上的连接合金可以
是共晶焊料(SnPb37)。
B
C
D
A
IPC-7095d-4-11-cn
图 4-11 塑封球栅阵列 (PBGA)
A – 封装基板 C– 金属线键合
B– 芯片
D– 封装基板
A
B
C
E
D
IPC-7095d-4-12-cn
图 4-12 热增强型陶瓷球栅阵列(CBGA)封装的
横截面
A– 金属合金散热片
B– 热界面材料
C– 倒装芯片的半导体芯片
D– 焊球
E– 陶瓷氧化铝基板