IPC-7095D-CHINESE NP 2019.pdf - 第184页
IPC-7095D-W AM1 CN 2019 年 1 月 168 9.1.3 阻焊膜限定( SMD ) BGA 失效 图 9-3 阻焊膜限定( SMD ) BGA 焊点失效 图注: 裂纹起始于焊料并最终向下扩张并穿过金属间化 合物层。阻焊膜下的镀镍层也是明显的 可能原因 裂纹起始于阻焊膜尖角处的焊料,这种情况是由于焊球 内的应力引发的裂纹扩张。 潜在的解决方案 始终只用 NSMD (金属限定) 连接盘来设计产品印制板, 除非需要用 S…
IPC-7095D-WAM1 CN2019 年 1 月
167
9.1.1 阻焊膜限定(SMD)和非阻焊膜限定(NSMD)连接盘
图 9-1 阻焊膜限定(SMD)连接盘引起的裂纹
可能原因
基板为 SMD 而印制板为金属限定;
如果两个面积差异较
大,应力就不一致,可能在 SMD 一侧形成裂纹。
印制板连接盘图形太大。
潜在解决方法
两个连接位置的面积应该相似或相同。
SMD 连接盘产生附加应力始发位置点,应该避免用于载
板和印制板连接盘。
9.1.2 产品印制板上的阻焊膜限定(SMD)连接盘
图 9-2
阻焊膜在连接盘上侵入过多
可能原因
阻焊膜在印制板连接盘上侵入过多。
这种情况在焊球中产生应力,在温度变化期间裂纹会扩
张
潜在的解决方案
始终只用 NSMD(金属限定)
连接盘来设计产品印制板,
除非需要用 SMD 连接盘来减少焊盘坑裂的发生。
SMD 连接盘的主要缺点在于 SMD 焊点产生的应力集中会成为焊点失效的起源并且降低可靠性。这种情况如
9.1.3 所示。
通过确保相同的焊点高度和连接盘直径条件,制造商使用 NSMD 比使用 SMD 连接盘其疲劳寿命因子预计增加
约 1.25 至 3,对于更严苛负载条件下的焊点会有更大的改善。
SMD 连接盘有三个主要缺点:
• 连接盘正面润湿面积小
• 连接盘尺寸精度差
• 可靠性降低,为焊点早期失效的起源

IPC-7095D-WAM1 CN 2019 年 1 月
168
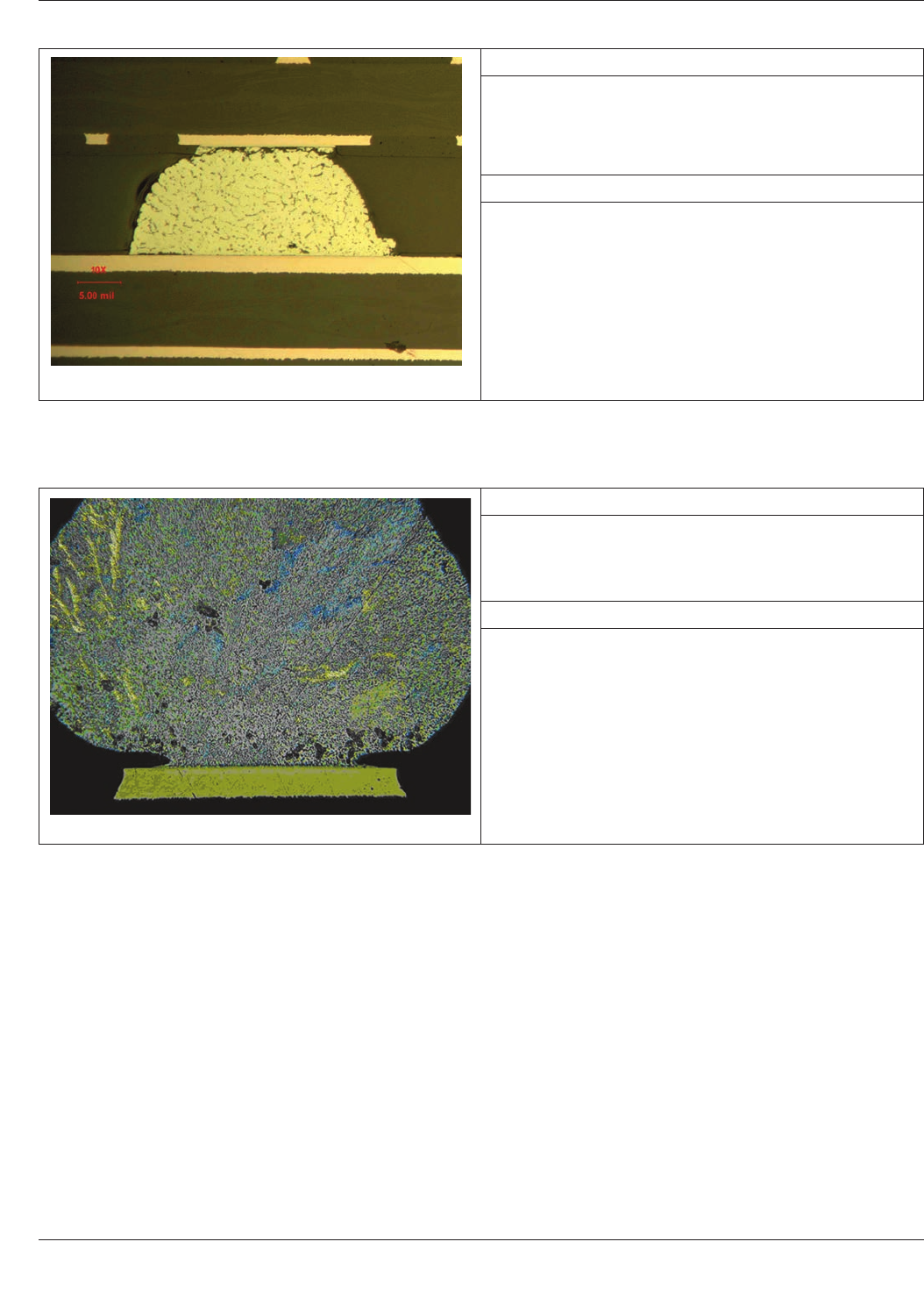
9.1.3 阻焊膜限定(SMD)BGA 失效
图 9-3
阻焊膜限定(SMD)BGA 焊点失效
图注:
裂纹起始于焊料并最终向下扩张并穿过金属间化
合物层。阻焊膜下的镀镍层也是明显的
可能原因
裂纹起始于阻焊膜尖角处的焊料,这种情况是由于焊球
内的应力引发的裂纹扩张。
潜在的解决方案
始终只用 NSMD(金属限定)
连接盘来设计产品印制板,
除非需要用 SMD 连接盘来减少焊盘坑裂的发生。
9.2 BGA 焊球过度塌陷状况
焊球塌陷较好的近似值是初次再流后焊球高度(焊球直径)减少了大约 10%;
当有附加的散热片重量时,这一数字可能会上升至原始高度的 25%(焊球直径)。连接盘图形和阻焊膜隔离也
影响到塌陷高度。这种情况的极端值如 9.2.1 至 9.2.4 所示。
塑封 BGA 焊球通常会塌陷(即从其原始尺寸的 750
μ
m 至大约 625
μ
m)。焊接后,焊球通常进一步塌陷至大约
500
μ
m。但是,如果封装内有用于散热的散热片或散热块,焊球可能会塌陷低至 300
μ
m。当焊球压扁时,由于
有限的焊料高度与焊点柔顺性,其可靠性就会降低。还有焊球的伸展可能会超出期望的节距间隙。
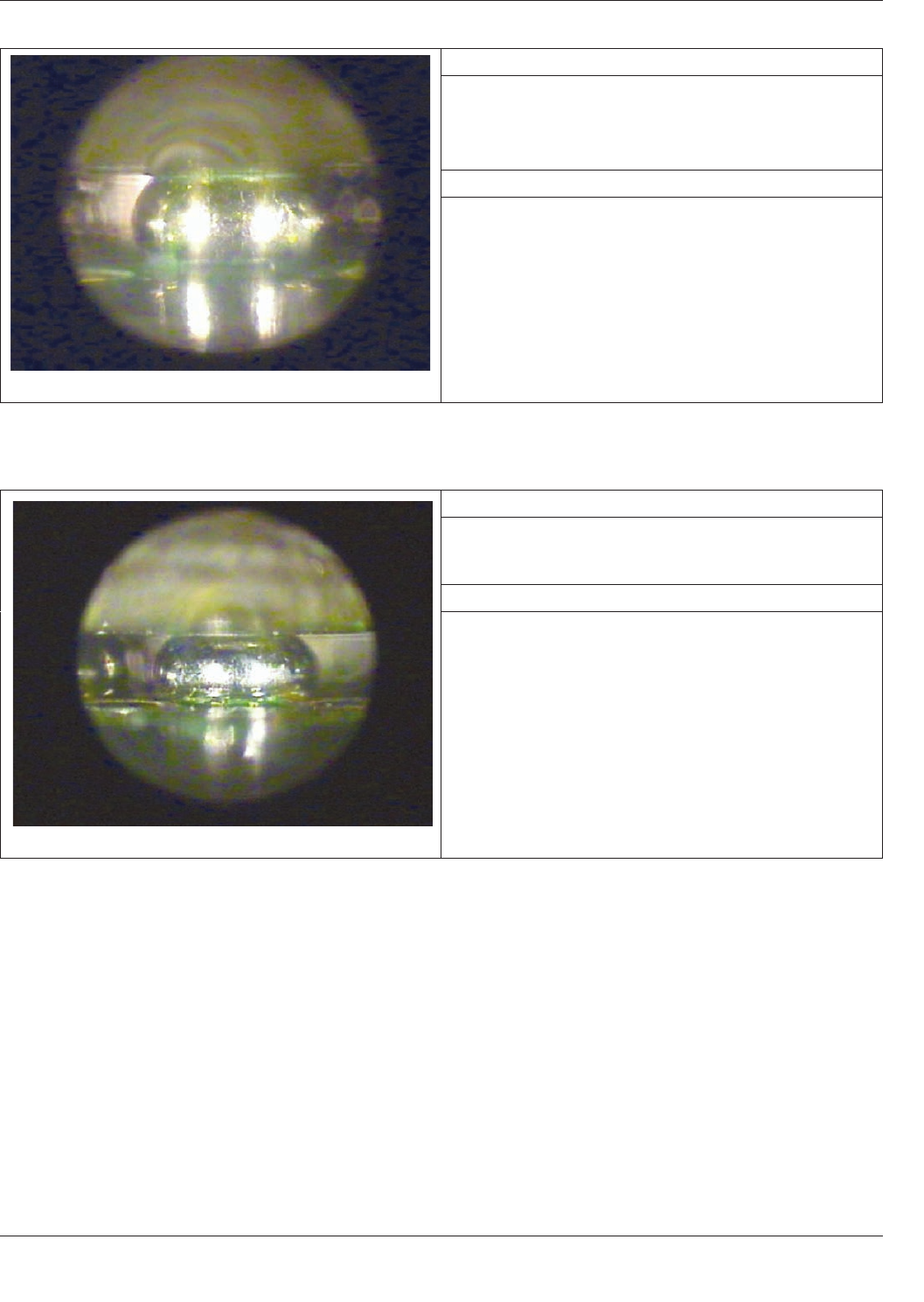
9.2.1 无散热块的 BGA 焊球形状,500
μ
m 的间隙高度
图 9-4 无散热块的 BGA 焊球形状,500
μ
m 的间隙高度
可能原因
BGA 重量不造成焊球过度塌陷。
这是目标条件,并且作为其它 BGA 或同一 BGA 上其它
焊球的评估量度指标。
潜在解决方案
咨询封装供应商以确认垫高块能否内置于封装内。
也应该检查并判断塌陷焊球间的变化
IPC-7095D-WAM1 CN2019 年 1 月
169
9.2.2 有散热块的 BGA 焊球形状,375
μ
m 的间隙高度
图 9-5 有散热块的 BGA 焊球形状,375
μ
m 的间隙高度
可能原因
带有散热块的 BGA 重量引起焊球过度塌陷。
这种形变也许可接受(取决于元器件节距),因为焊球间
没有触碰。
潜在解决方案
强制要求封装包含有垫高以防止焊球塌陷
9.2.3 有散热块的 BGA 球形,300
μ
m 的间隙高度
图 9-6 有散热块的 BGA 焊球形状,300
μ
m 的间隙高度
可能原因
带有散热块的 BGA 重量引起焊球过度塌陷。
这是质量差的情况,应该予以纠正。
潜在解决方案
强制要求封装包含有垫高以防止焊球塌陷
9.2.4 关键的焊膏条件
沉积的焊膏量对塑封 BGA 连接是有帮助的,但对于形成良好焊点并不是非常关键,
因为焊球本身可以作为焊料的来源。但如果是 CBGA,沉积足够的焊膏量就非常重要。如果没有充足的焊膏沉
积(参见 9.3.1),焊点可靠性可能会有问题。必须给高温焊球或焊柱增添焊料是因为封装端子的焊料对焊点没
有贡献。
9.2.5 通过 X 射线和切片确定空洞
透射 X 射线可以探测空洞的存在(浅色区)及相关的空洞 X-Y 位置。这
项技术也可探测焊球不均匀或缺失(各种深色图像直径),这种状况的示例如 9.2.7 所示。其它方向的 X 射线
检查是需要的,以确定空洞在垂直方向上(Z 轴)的位置。