IPC-7095D-CHINESE NP 2019.pdf - 第102页
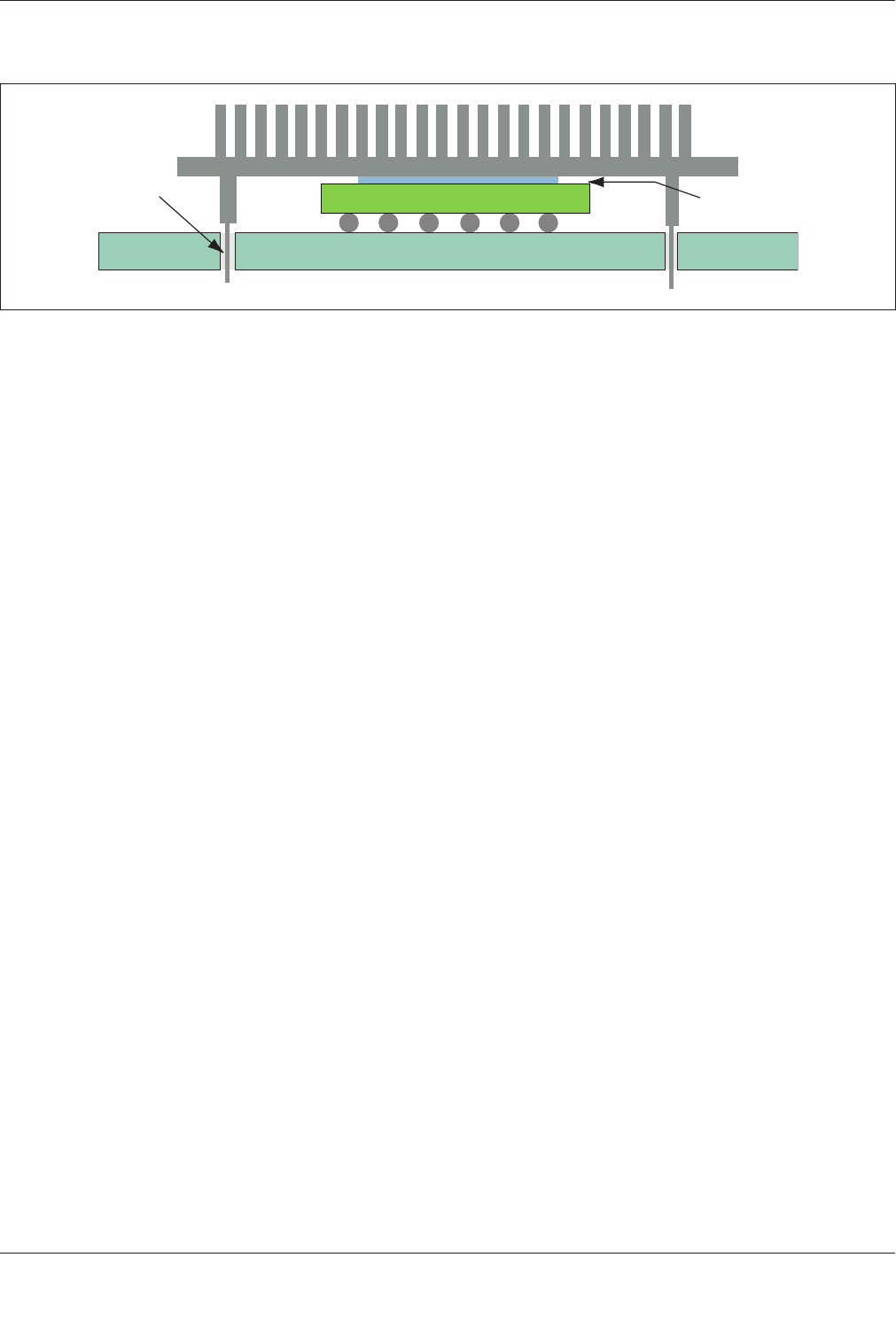
IPC-7095D-W AM1 CN 2019 年 1 月 86 图 6-45 展示了连接 BGA 的散热片直接通过波峰焊接至印制板上。这种散热片设计有 4 个或以上的引脚,在波 峰焊接之前将它们插入印制板的孔内。与前面方法不同的是,这种方法不需要任何组装后加工来连接散热片。 C B D A IPC-7095d-6-45-cn 图 6-45 将散热片引脚通过波峰焊焊接在通孔中,连接 BGA 的散热片 A– 硅脂 / 凝胶 /PCM B–…
IPC-7095D-WAM1 CN2019 年 1 月
85
图 6-42 使用卡构连接 BGA 的散热片
A– 卡钩 C– 硅脂 / 凝胶 / PCM相变材料 E– 印制板
B– 散热片 D–BGA
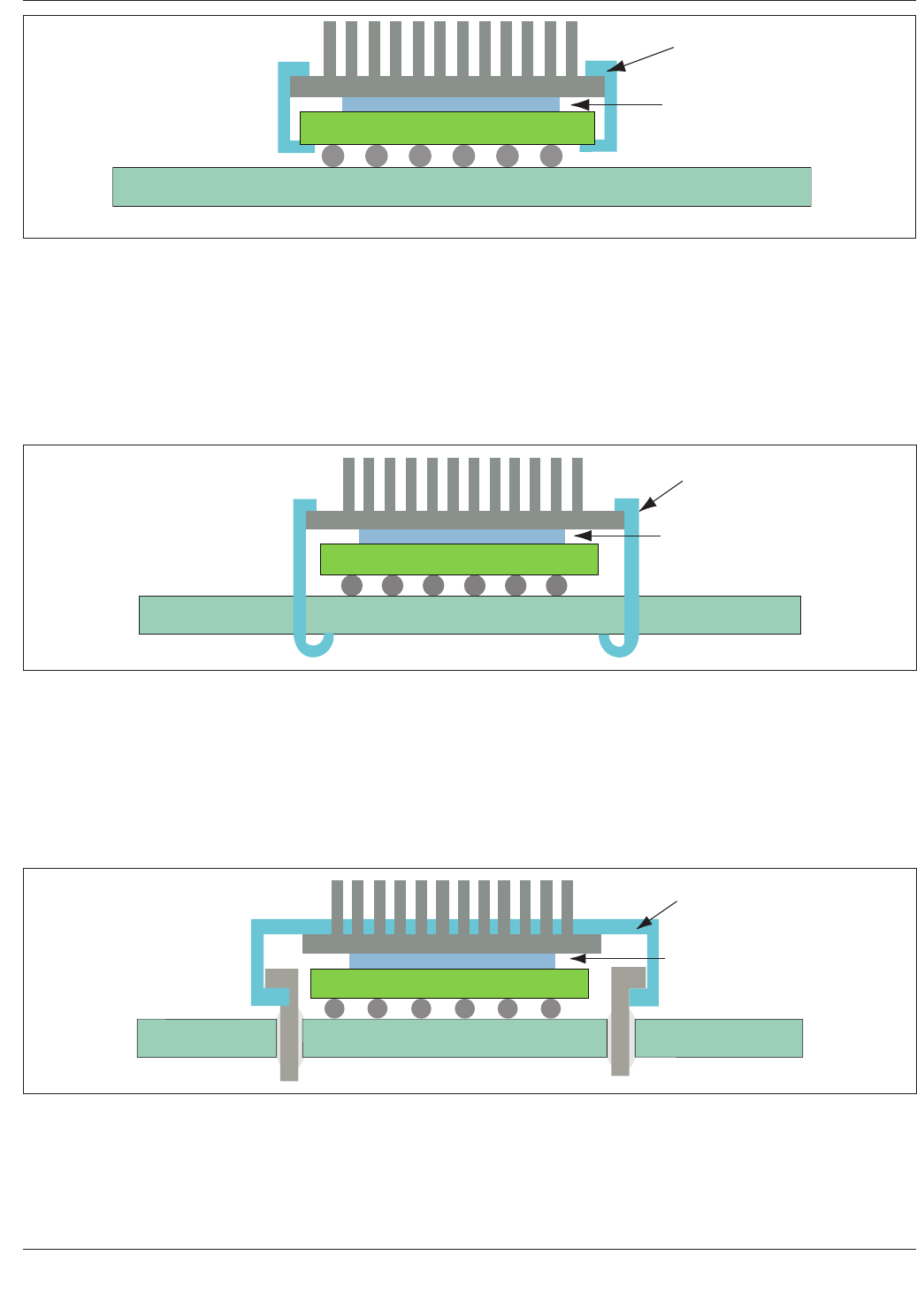
图 6-43 展示了通过卡钩固定在印制板孔内并与 BGA 进行连接的散热片。这些小孔不需要电镀处理。与前面的
情况不同,当卡钩作用时印制板会支撑散热片的重量,但在机械冲击和振动过程中依然会有一些应力传递到焊
球上。另外,当组件垂直放置时散热片会对焊点产生悬臂荷载,此荷载会使焊点失效早期发生。
C
E
B
D
A
IPC-7095d-6-43-cn
图 6-43 用勾住印制板孔的卡钩,连接 BGA 的散热片
A– 卡钩 C– 硅脂 / 凝胶 /PCM 相变材料 E– 印制板
B– 散热片 D– BGA
图 6-44 展示了通过卡钩固定由波峰焊接在印制板上的柱子,并将散热片连接在 BGA 顶部。在机械冲击和振动
过程中,这种连接方法传递至焊球的应力比前面方法的更小。但是柱子的焊点需要承受大部分应力。
C
B
D
E
A
IPC-7095d-6-44-cn
图 6-44 用勾住焊接在印制板上柱子的卡钩,连接 BGA 的散热片
A– 卡钩 C– 硅脂 / 凝胶 /PCM 相变材料 E– 印制板
B– 散热片 D– BGA
C
B
D
A
E
IPC-7095d-6-42-cn
IPC-7095D-WAM1 CN 2019 年 1 月
86
图 6-45 展示了连接 BGA 的散热片直接通过波峰焊接至印制板上。这种散热片设计有 4 个或以上的引脚,在波
峰焊接之前将它们插入印制板的孔内。与前面方法不同的是,这种方法不需要任何组装后加工来连接散热片。
C
B
D
A
IPC-7095d-6-45-cn
图 6-45 将散热片引脚通过波峰焊焊接在通孔中,连接 BGA 的散热片
A– 硅脂 / 凝胶 /PCM
B– BGA
C– 散热片引脚
D– 印制板
图 6-43、6-44、6-45 所示的方法有一个缺点在图 6-41 和图 6-42 所示方法中不会出现,即它们在印制板上需设
计有安装孔,这些孔可能会减少印制板所有层用于布线的空间。对于高密度板设计,这可能会影响印制板最终
需要的层数。
7 BGA 组件
7.1 表面贴装工艺
连接 BGA 的组装工艺比连接密节距外围元器件的组装工艺在某些方面更为宽松,但是在
其它方面要求则更多。制程缺陷率远比外围密节距元器件低,但良好的工艺控制是必要的。
7.1.1 焊膏及其施加
表面贴装组件使用焊膏将 BGA焊球连接到连接盘。焊膏可通过三种方式施加到连接盘上:
1)丝印(很少使用)
2)模板印刷
3)点涂(仅用于特定应用)
对于 BGA 组件,通常用模板(用于维修的点涂)通过开孔将焊膏印刷在 BGA 连接盘上,模板的开孔尺寸与
BGA 连接盘尺寸相同或稍小。
模板厚度和开孔尺寸决定设计的焊膏量,焊膏量对于某些 BGA 类型的焊点可靠性是至关重要的。刮刀类型和
工艺参数设定会影响沉积的焊膏量。使用较密节距 BGA 元器件时需要减小模板厚度;但减小模板厚度时需要
特别小心,不要使其它元器件的焊膏量过少。
焊膏由金属粉末颗粒和助焊剂均质混合而成。焊膏的金属含量(约占总质量的 90%)决定了焊点中的焊料量。
最常见的焊膏合金是共晶 SnPb37 和无铅合金 SnAg3Cu0.5(SAC305)。金属粉末颗粒通常为球状。形状均匀的
颗粒有助于印刷或点涂工艺且可通过减小表面积来减少氧化。
助焊剂占了焊膏剩余成分的绝大部分。助焊剂中的活化剂可将氧化物从焊料颗粒、连接盘和 BGA 焊球中清
除,它们也提升了再流焊过程的可焊性。由于多种原因,再流过程中的外来焊球通常是可靠性所关心的问题,
特别是涉及密节距器件时。溶剂对于控制焊膏的粘性有重要的作用,并且会影响流变性质。BGA 焊点中空洞
的形成与焊膏中的溶剂有关。低沸点的溶剂和 / 或不正常的再流参数会使 BGA 焊点中空洞的发生率增加。
为了成功印刷 FBGA,焊膏必须能透过模板上极小的开孔。焊膏需要在一定的时间内保持可印刷性和粘性,同
时必须在再流焊之前或期间保持印刷焊膏的清晰度。焊膏粘度、颗粒大小和模板寿命是施加焊膏时的关键参数。
IPC-7095D-WAM1 CN2019 年 1 月
87
7.1.1.1 颗粒尺寸和焊膏选择
应根据下列因素(除了别的之外)选取焊膏:
• 焊膏应该印刷良好,可提供良好的印刷清晰度且不易塌陷。
• 焊膏中的助焊剂应该有足够的活性并能表现良好的润湿性和再流特性,且如果使用免清洗助焊剂,应该与清
洗工艺或表面电阻要求相兼容。
• 颗粒的直径不应该超过开孔宽度除以 4.2 的商。当违反这条规定时,会影响焊膏释放和印刷清晰度。也可参
见 IPC-7525。
J-STD-005 对焊料颗粒尺寸进行了分类(见表 7-1)。 表 7-1 也显示了焊膏球尺寸及其尺寸分布。表 7-2 提供了
针对不同节距的焊球颗粒尺寸的建议。在表 7-2 中,S/P 是模板开孔宽度除以焊料球颗粒尺寸得到的商。
表 7-1 按类型和网目的焊球尺寸分布
类型代号 网目尺寸 (lines/in) 颗粒尺寸(
μ
m)(至少 80% 在范围内)
*
2 -200/+325 75 至 45
3 -325/+500 45 至 25
4 -400/+635 38 至 20
5 -500 25 至
10
6 -635 15 至 5
*J-STD-005
表 7-2 不同节距器件获得良好焊膏释放的焊粉类型的建议(S/P 比例 > 4.2)
封装节距 (mm) 模板开孔宽度
μ
m [mils] 粉末最大尺寸 (
μ
m) 期望的焊料类型
1.27 635 [25] 91 类型 2 (
75
μ
m 至 45
μ
m)
0.80 380 [15] 54 类型 2 (
75
μ
m 至 45
μ
m)
0.50 280 [11] 40 类型 3 (
25
μ
m 至 45
μ
m)
0.40 228 [9] 33 类型 4 (
20
μ
m 至 38
μ
m)
0.30 190 [7.5] 27
类型 4 (
20
μ
m 至 38
μ
m) 或
类型 5 (15
μ
m 至 25
μ
m)
0.25 165 [6.5] 24 类型 5 (
15
μ
m 至 25
μ
m)
颗粒尺寸分布会影响焊膏的粘度和可印刷性。最常使用类型 3 焊膏,且适用于大部分印刷用途。极密节距 CSP
应用可能需要使用类型 4 焊膏。改为类型 4 焊粉时应该小心,因为由于颗粒表面积的增加从而增加了焊料颗粒
氧化的可能,这样一般会降低可焊性。当使用类型 4 和更小的焊粉时,再流焊炉中充入氮气是有必要的。
7.1.1.2 模板厚度和开孔设计
对于所有元器件来说,随着元件节距减小通常有必要减小模板厚度。针对给定
节距的 BGA、FBGA 及 CSP,表 7-3 给出了建议的模板厚度。
表 7-3 不同 BGA 节距的模板厚度
封装节距
(mm) [mil]
模板厚度
(
μ
m) [mil]
1.0 至 1.5
[0.039 至 0.059]
152.4 至 177.8
[6 至 7]
0.60 至 0.99
[0.024 至 0.039]
100 至 150
[4 至 6]
0.40 至 0.59
[0.016 至 0.023]
75 至 100
[3 至 4]
0.30 至 0.39
[0.012 至 0.015]
75
[3]
<
0.30
[0.012]
50 至 75
[2 至 3]