00195775-0102_UM_D3_ZH.pdf - 第341页
用户手册 SIPLACE D3 6 贴片机扩展部件 源自软件版本 SR.605.xx 07/2008 英文版 6.19 SIPLACE 生产率提升系统 341 6.19 SIPLACE 生产率提升系统 6.19.1 并行贴片原理 贴片生产线通常串行排列,其中 的各台贴片机为串行连接。当 PCB 从一 台贴片机传送到另一台 贴片机时,贴片程序将按顺序处 理。这意味着, PCB 贴片是在各台贴片机中逐次进行。 6 图 6.19 - 1 串行…
6 贴片机扩展部件 SIPLACE D3 用户手册
6.18 真空泵 源自软件版本 SR.605.xx 07/2008 英文版
340
6.18 真空泵
部件号 00119794-xx 真空泵, HF/X/D3, 220 V
部件号 00119795-xx 真空泵, HF/X/D3, 110 V
部件号 00119792-xx 真空泵操作转换套件
每个收集贴片头都有一个单独的真空发生器,用于提供保持和贴片电路所需的真空。真空发生器
按文氏管原理工作。
比如,贴片机的压缩空气消耗量约为 550 Nl/min,也就是说压缩空气供给须相应调整。如果当地
所有者没有足够的压缩空气容量,则相关的投资成本会很高。因此,我们提供了真空泵,可提供
必要的真空。
使用真空泵的其它优势:
– 消耗量大约为贴片机压缩空气消耗量的一半。
– 减少输入压力。
– 贴片机更易于集成到现有生产线上。
– 根据能源成本,降低了持续运行成本。
真空泵是免维修,而且无须用油。它们有足够的容量,提供收集贴片头保持电路。
请注意 6
通常只有 12 段位器和 6 段位器收集贴片头带有真空泵。
无
真空泵时压缩
空气的消耗量
带
真空泵时压缩
空气的消耗量
a
带 4 个料带切割器的压缩空气消耗
量及贴片头配置
C&P / C&P / TH 550 Nl/min 300 Nl/min
a) 在温度为 20°C、压力为 1013 hPa 的正常大气环境下
用户手册 SIPLACE D3 6 贴片机扩展部件
源自软件版本 SR.605.xx 07/2008 英文版 6.19 SIPLACE 生产率提升系统
341
6.19 SIPLACE 生产率提升系统
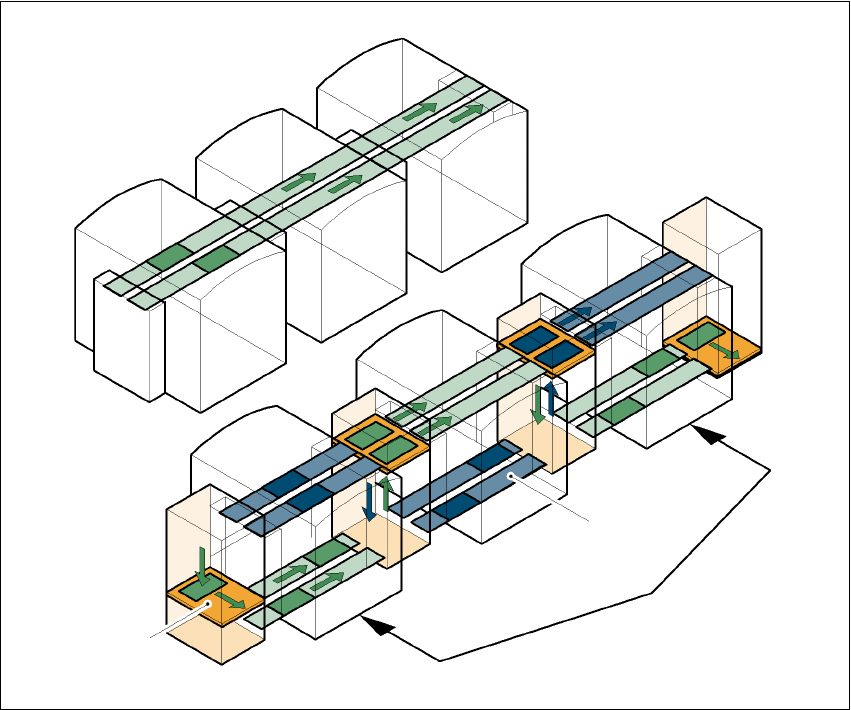
6.19.1 并行贴片原理
贴片生产线通常串行排列,其中的各台贴片机为串行连接。当 PCB 从一台贴片机传送到另一台
贴片机时,贴片程序将按顺序处理。这意味着, PCB 贴片是在各台贴片机中逐次进行。
6
图
6.19 - 1
串行和并行生产线的比较
当贴片机并行连接时,在单独贴片机上贴装的元件组合起来。几台贴片机按照相同的贴片程序工
作。它们在一台贴片机上贴装所有的元件,而如果是串行连接,则贴片程序将在几台贴片机之间
逐次运行。如果一台贴片机已装满 PCB,则 PCB 被移动到下一台贴片机上,按照相同的贴装程
序贴装。带有要贴装的相同元件的贴片机组称为组或作业程序组。
串行生产线
并行生产线
地面传送带
组 (作业程序组)
水平 / 垂直升降
6 贴片机扩展部件 SIPLACE D3 用户手册
6.19 SIPLACE 生产率提升系统 源自软件版本 SR.605.xx 07/2008 英文版
342
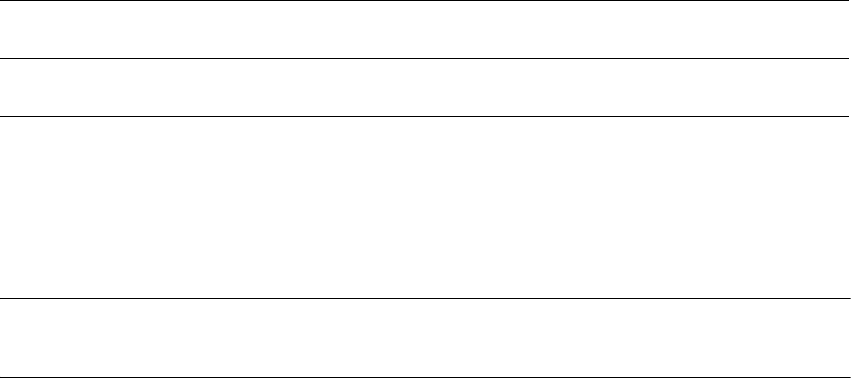
6.19.2 进行并行贴片
并行排列的贴片机生产线需要很大的空间,因此并行贴片原理在地面传送带和水平 / 垂直升降
(HV 梭动传送机)上实施。尽管贴片机为串行排列,但升降装置和地面传送带仍允许生产线并行
运行。这样, SIPLACE 生产线的占地面积几乎与以前相同。
地面传送带
两个传送带携带贴片机下面空的或贴装的 PCB(见图 6.19 - 1,第 341 页)。元件最大高度为 17
mm。
水平 / 垂直升降 (水平 / 垂直梭动传送机)
在生产线初始端、贴片机之间、生产线末端有 HV 梭动传送机。它携带着 PCB,穿梭在地板和处
理层,以及地面传送带上的两个轨道之间。
6
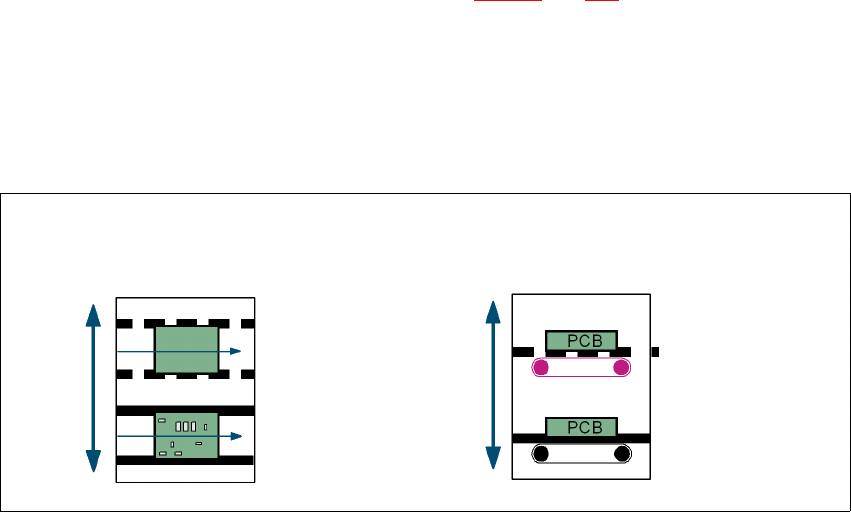
图
6.19 - 2
水平
/
垂直梭动传送机 (
HV
梭动传送机),传送轨道更改和升降功能
水平传送导轨
HV 梭动传送机
升降功能
垂直传送导轨
未贴装
已贴装
标准
传送导轨层
底层地面
传送导轨层
HV 梭动传送机
传送轨道更改