YSI SP 手册.pdf - 第43页
2-10 2 2.6 检查 选择检查模式,电路板传入检查机内后开始检查。检查模式有“单体 ( 单机 ) 检查” “自动检查” “传递方式 ( 传板 模式 )”3 种。各模式内容如下表所示。 检查模式 检查内容 参照对象 单体 ( 单机 ) 检查 与前后工序机无关,本检查机独立运行。可进行检查程序的编辑等。 参照本章后述“ 2.6.1 ” 自动检查 与前后工序机通信,进行连续检查。 参照本章后述“ 2.6.2 ” 传递方式 ( 传板模式 …
2-9
2
2.5 传入电路板
2.5.1 电路板的传入
在“变更电路板”页面中选择了需要检查的电路板 ( 检查程序 ) 之后,接下来需要将电路板传入检查机内。
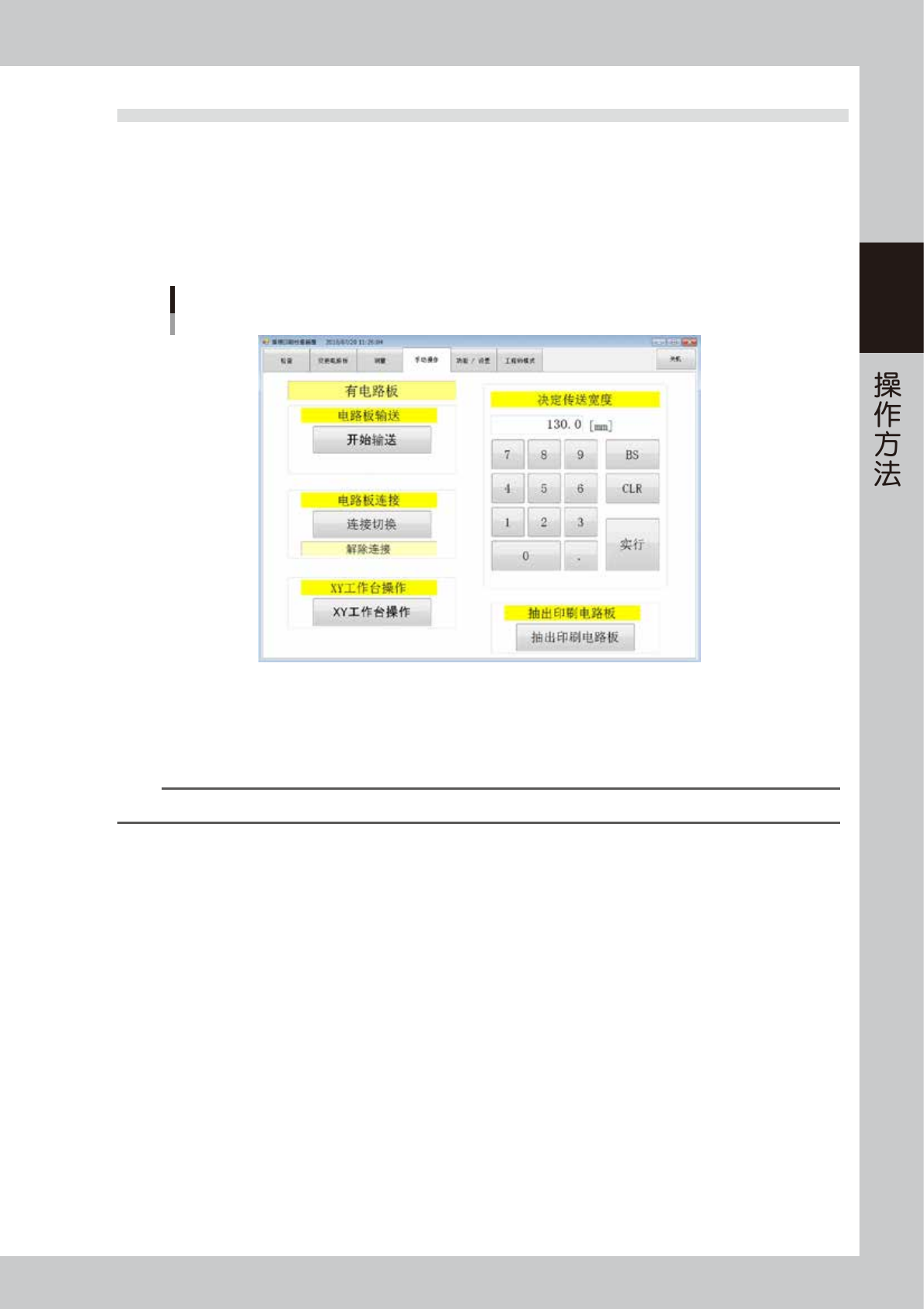
传入电路板在“手动操作”页面中进行。
1.在主菜单中选择“手动操作”选项卡,显示如下画面。
“手动操作”画面
26207-KMN-00
2.按 [ 开始输送 ] 按钮。
3.在检查机入口侧的传送轨上放置电路板。
传感器感应到电路板之后,将驱动传送带自动将电路板传送到进板位置。
4.传入电路板之后,电路板被夹紧固定在检查机上。
参考
未自动调节传送带宽度时,请在画面右侧的“决定传送宽度”中输入传送宽度之后再传入电路板。
2.5.2 电路板的传出
在检查机内夹固有电路板的状态下,按“手动操作”页面 ( 上图 ) 中的 [ 开始输送 ] 按钮,电路板将被传出到出口
位置。
2-10
2
2.6 检查
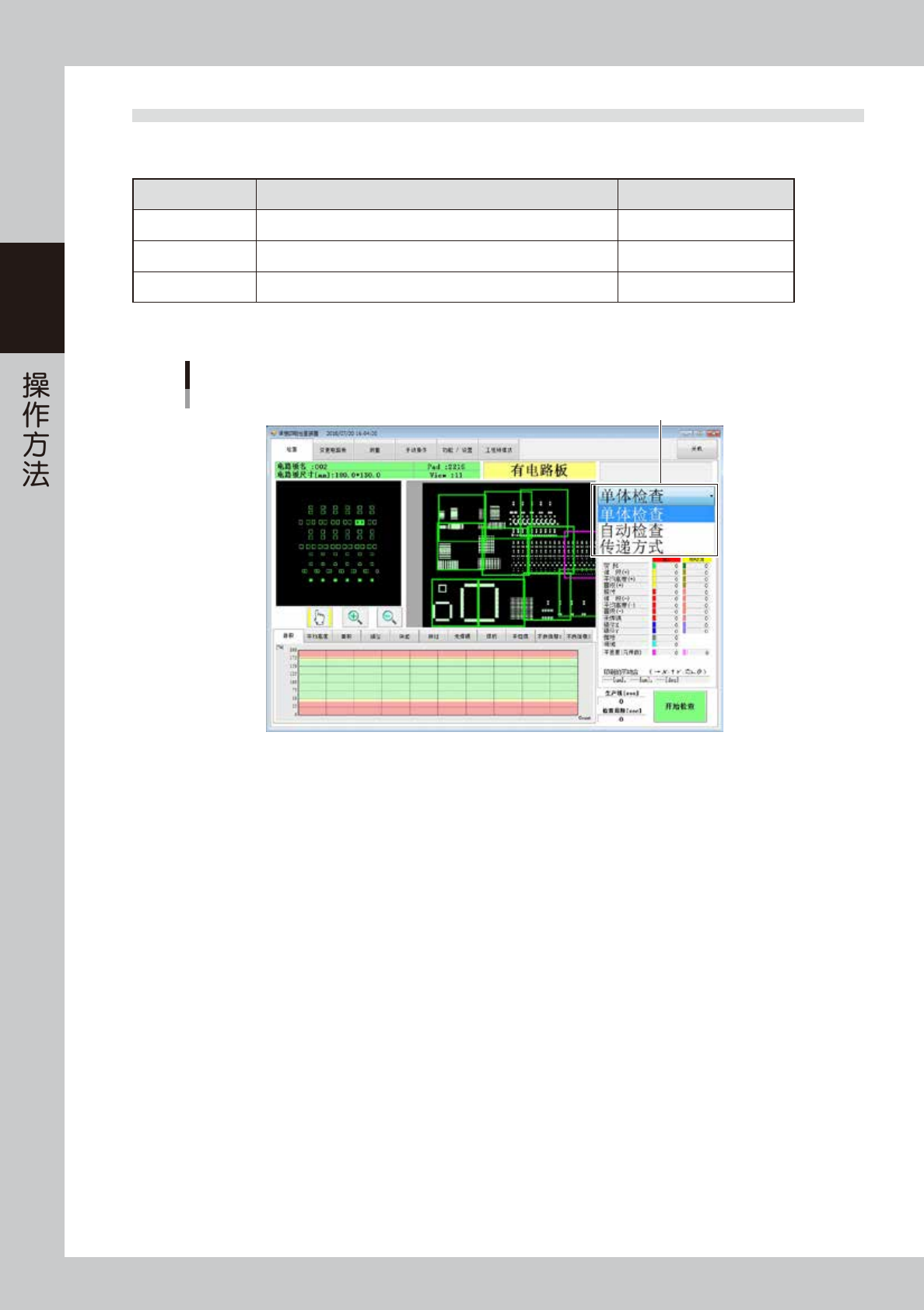
选择检查模式,电路板传入检查机内后开始检查。检查模式有“单体 ( 单机 ) 检查”“自动检查”“传递方式 ( 传板
模式 )”3 种。各模式内容如下表所示。
检查模式 检查内容 参照对象
单体 ( 单机 ) 检查 与前后工序机无关,本检查机独立运行。可进行检查程序的编辑等。 参照本章后述“2.6.1”
自动检查 与前后工序机通信,进行连续检查。 参照本章后述“2.6.2”
传递方式 ( 传板模式 ) 与前后工序机之间的动作与自动检查模式相同,但不进行检查。 参照本章后述“2.6.3”
各检查模式从“检查”画面的下拉框中选择。
“检查”画面
下拉框
26208-KMN-00
2-11
2
2.6.1 单机检查
1. 进行检查
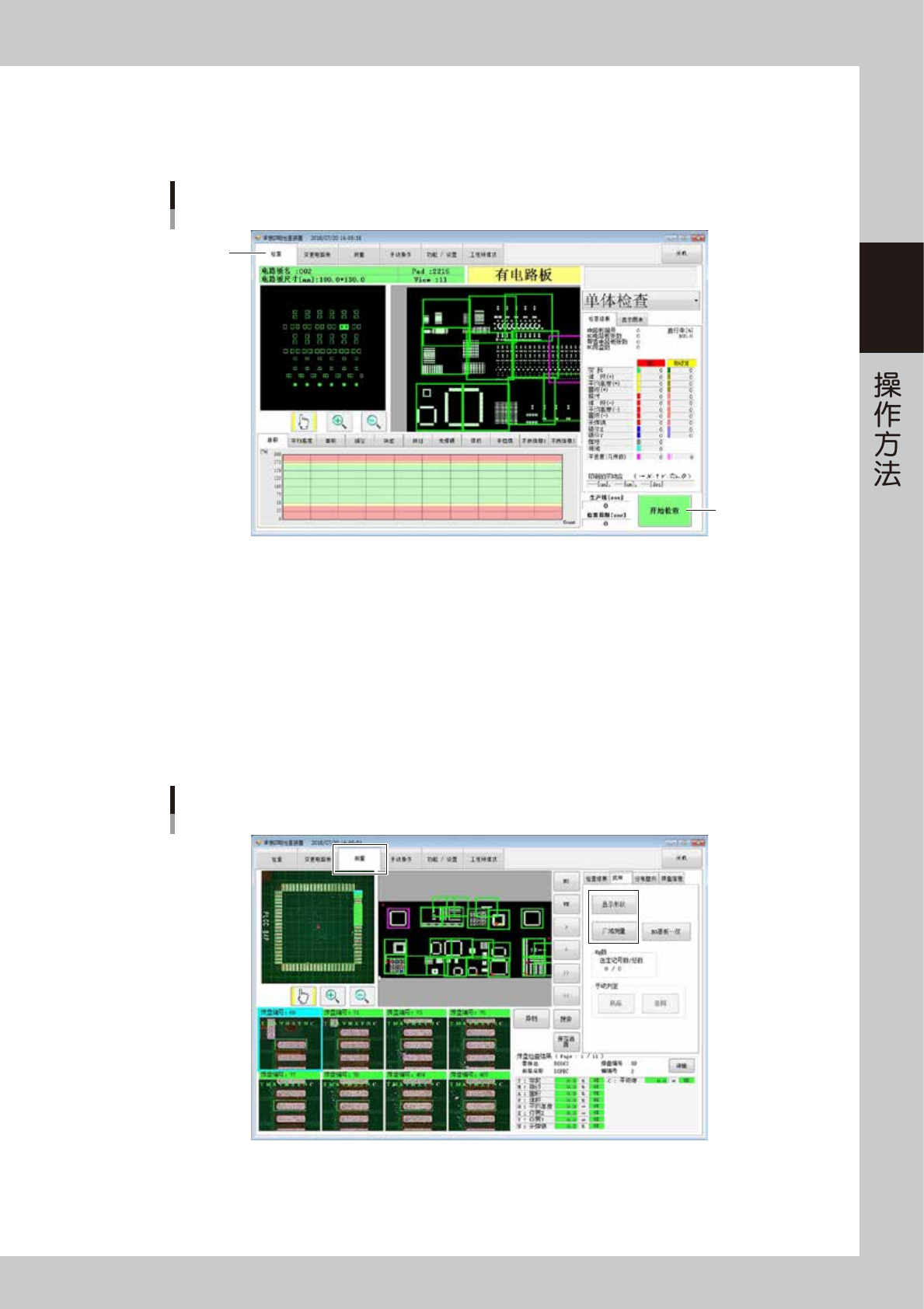
“检查”画面
1
2
26209-KMN-00
1.选择“检查”选项卡,显示如上页面。
2.从下拉框中选择“单体 ( 单机 ) 检查”。
3.按 [ 开始检查 ] 按钮之后,自动开始检查。
2. 检查结果
电路板的检查结果,可以在主菜单的“测量”页面中确认。
检查结果的确认方法,有“显示形状”与“广域测量”两种。
这两种确认方法均都可以通过三维图像显示检查结果。
需要进行“显示形状”或“广域测量”时,打开“测量”页面,按页面右侧的 [ 显示形状 ] 或 [ 广域测量 ] 按钮。
“显示形状”还可以通过双击各焊盘的图像也可以打开“显示形状”画面。
“测量”画面
26210-KMN-00