CP6S-PAM操作手册.pdf - 第23页
7. Dummy Parts Measurement After the dummy parts have been placed, use the measurement command to measure them with the board still on the XY table. This procedure consists of measuring the amount of deviation from the p…
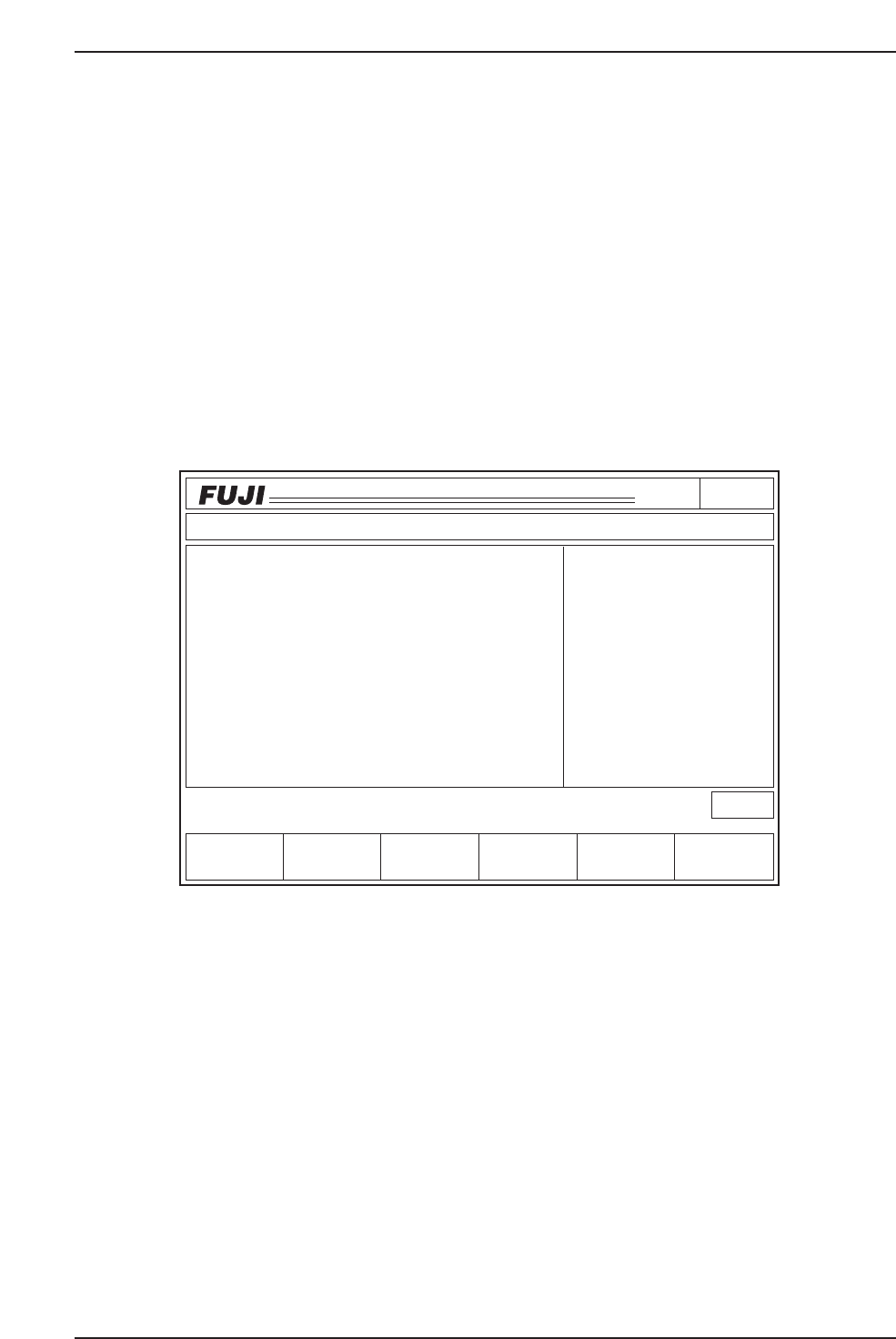
5. Initializing ST11 Proper Data
The proper data must be changed to “0” by a manual input using the PAM editor
commands.
The ST11 proper data will have been transmitted from the host computer (MCS or F4G)
to the machine (current machines).
Using the PAM editor commands, initialize this ST11 proper data (Proper X, Proper Y)
by entering “0” for each of the 1 to 6 nozzles at each head.
1. Execute the following command sequence:
PAM [EDITOR] —> [NOZZLE TYPE] —> [SELECT NZL.]
(select the number of the nozzle being measured)
2. Use [F] + [F4] to copy the dx and dy “0” values to Proper X ,Y.
Note: When the dx and dy values are other than “0” (factory correction values are entered),
change all the Proper X, Y values to “0” by manual input.
6. Placing Dummy Parts
After initializing all heads, end the editor command mode, then use the placing
commands to place the parts.
1. Press [RETURN] to return to the initial screen.
2. Select [PAM] —> [PLACE].
3. Press the START button.
4. Press the START button again to begin part placement.
Page150
CP_6.PROGRAM
000000000000
000000000000
Prod 00004 Sche 00000
P1.00 off line
Operation: Front
Ready
Return
jog
XY
C
▲
Proper Input Data Data Save
Proper data
▼
HEAD
A
B
C
D
E
F
G
H
I
J
Proper X
- 7
- 4
- 7
- 5
- 7
- 5
- 6
- 4
- 8
- 3
Avg.dX
- 2
- 1
- 2
- 1
- 2
- 2
- 2
- 1
- 3
- 1
2
1
0
1
1
0
1
1
1
0
Proper Y
3
2
2
3
1
2
3
3
1
0
Avg.dY
Nozzle type 2
X Y dX dY [1/100mm]
Nozzle Skip
1 AB CD EF 2 AB CD EF
3 AB CD EF 4 AB CD EF
5 AB CD EF 6 AB CD EF
C6PM3001
3. ST 11 Proper Data Setting Procedure
Version 3.0 3-2 CP-6 Series PAM Operation

7. Dummy Parts Measurement
After the dummy parts have been placed, use the measurement command to measure
them with the board still on the XY table. This procedure consists of measuring the
amount of deviation from the program coordinate values (nozzle center measurement
values).
1. Select [MEASUREMENT]
The XY table begins to move, and the fiducial mark camera acquires images of the
actual positions where the parts have been placed. This is followed by statistical
processing.
2. Deviation display
(1) Select the following commands:
[EDITOR] —> [NOZZLE TYPE] —> [SELECT NZL.]
(select the number of the nozzle being measured).
(2) Check the Avg. dx, and dy values.
Note: A correction is required if the deviation exceeds 10 (0.1).
3. Proper data correction
The following is the correction procedure which must be performed at placing
heads where the deviation (Avg. dx, dy) exceeds 10.
(1) When the Avg. dx, and dy values exceed 10, add half their value to the
Proper X, Y values.
Example:
Note: The deviation in the placement position is corrected by correcting the proper data.
Attempts to perform a 100% correction will result in an over-correction, and will
cause an even greater deviation (overshoot). Therefore, only 1/2 of the calculated
value should be added (never add the full value).
(2) If the deviation (Avg. dx, dy) is 10 or less, repeat the step 6 “Placing
Dummy Parts” to step 7 “Dummy Part Measurement, 3. Proper data
correction” procedures shown above.
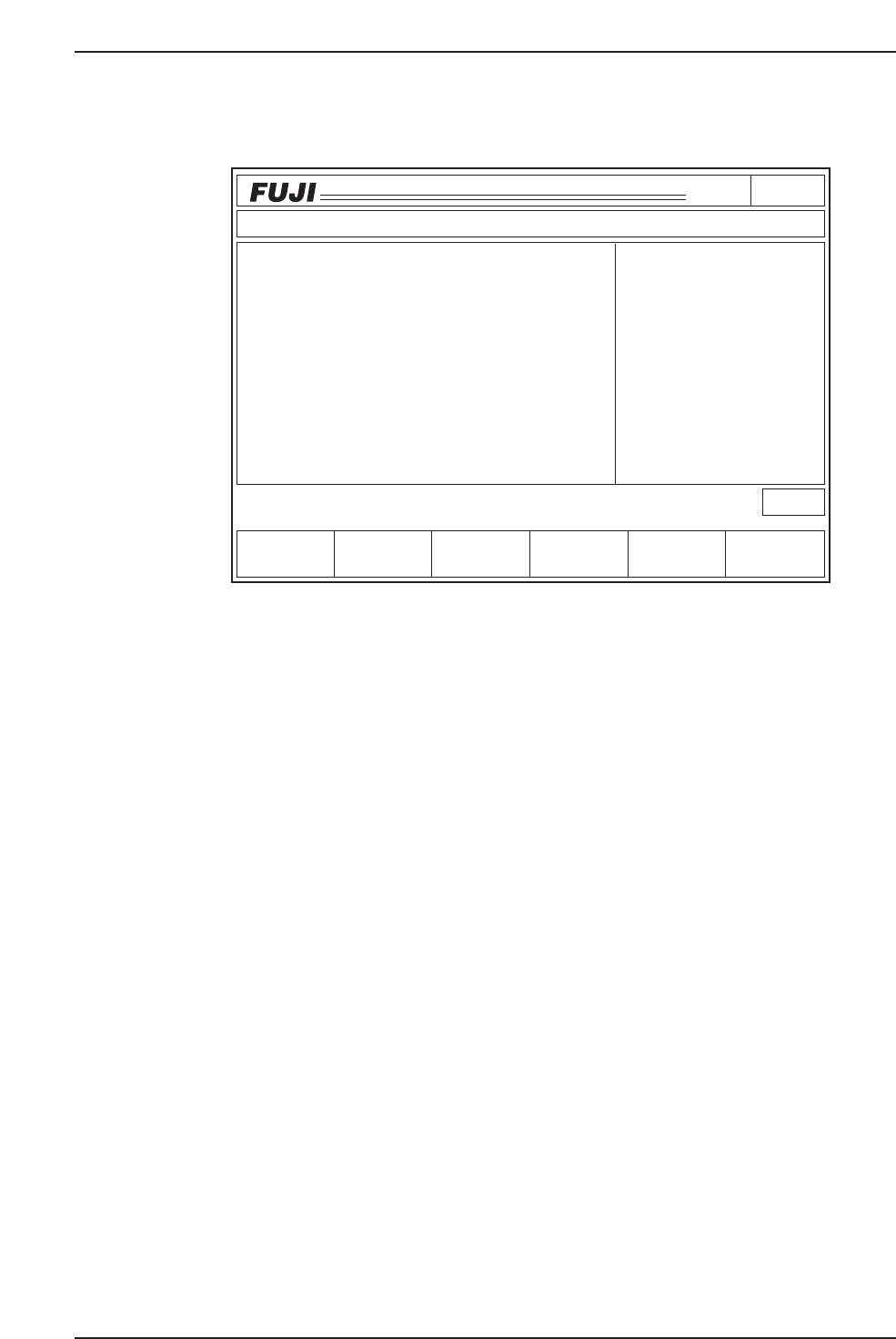
8. Results Display
9. sig.X,Y,Q (3-Sigma) Check
1. Select the [RESULTS] command.
2. The correction procedure is complete if all the sig. X, Y, Q values are 100 or less. If
any values exceed 100, repeat step 6 “Placing Dummy Parts”, then check the sig. X,
Y, Q values again.
Proper X
6
Proper X
12
Proper Y
-7
Proper Y
-15
Avg.dx
12
Avg.dy
-16
C6PM3002
3. ST 11 Proper Data Setting Procedure
Version 3.0 3-3 CP-6 Series PAM Operation
3. Select the [DATA SAVE] command.
Continue with the Proper data corrections for all the other nozzles.
10. Transmitting Proper Data From Machine to Host
Transmit (and back-up) the Proper data from the machine to the host (F4G or MCS).
This completes the ST11 Proper data adjustments using PAM.
* Tolerance range
After the PAM measurement is completed, the following information can be output (to
printer if connected) for all the number 1 to 6 nozzles: deviation amount, deviation
average, max./min. deviation, accuracy result.
Fuji guarantees a CP-6 placing accuracy of ± 0.1 mm. However, because machine
efficiency can vary due to maintenance and operating conditions, it is impossible to
group all machines into one tolerance range. Keep this in mind when deciding the best
placing accuracy for your specific machine in order to obtain better results from the
calibration process.
Using PAM at Pin Reference Boards
1. Use a mark reference board to adjust the ST11 Proper data.
2. With the Proper data set (step 1 above), perform the part placement and
measurement operations using a pin reference program. Verify that the accuracy
is acceptable.
Page140
CP_6.PROGRAM
000000000000
000000000000
Prod 00000 Sche 00000
P1.00 off line
Operation : Front
Ready
RETURN
jog
XY
C
SIZE
Data Save
Avg.dX
- 13
Max.dX
26
Max.dX
- 13
3sig.X
- 18
Avg.dQ
- 278
Max.dQ
476
Max.dQ
- 278
3sig.Q
483
- 9
Avg.dY
19
Max.dY
- 9
Max.dY
4
3sig.Y
Data Display
Measurement Result
Nozzle Type
All Nozzle
All degrees
All data
5000
dXdY
[1/1000mm]
dQ
[1/1000deg]
C6PM3003
Data SaveData Save
3. ST 11 Proper Data Setting Procedure
Version 3.0 3-4 CP-6 Series PAM Operation