CP6S-PAM操作手册.pdf - 第38页
The software reads the coordinates of placed parts using the mark camera and prepares the data base necessary to calculate the placement accuracy deviations. Function Key Menu Automatic operation Step operation Monitor D…

Loading and Unloading the PCB
Load a board to the reference pin on the XY-table with the [LOAD PCB] command.
Unload a board with [UNLOAD PCB].
After pressing the START button
• When there are mark read sequences for the board, the PAM program begins
placement after performing the mark read sequences. Placement begins
immediately if there are no mark sequences.
• An "XY table not at lower limit" error message displays in the 1st display area if
the XY-table is not in the lower position when the START button is pressed, and
the software returns to page 100.
• The error "No board" displays in the 1st display area if the machine determines
that no board exists during its board check, and the software returns to page 100.
• Head A is automatically used for the 1st placing sequence.
• Once the PAM program finishes the last sequence, the XY-table moves to the
loading position without unloading the board and the software returns to page
100.
• The Recovery operation is the same process as Error Pass. Recovery is not
performed when there is an error in a particular sequence.
• The software monitor alarms are the same as in automatic operation. The software
returns to page 100 after reset button input if the machine stops due to an
abnormal condition. At this point the message "Place from 1st sequence" displays
in the 1st display area and and the machine will resume placement from the 1st
sequence.
The next sequence is performed if an abnormality does not initiate an emergency
stop.
• The software returns to page 100-1 after searching for the nozzle origin in the
placement commands. “Place from 1st sequence” then displays in the error
domain of the 1st display area and the machine will continue placement from the
1st sequence.
• The screen displayed during placement is identical to the automatic operation
screen.
After pressing the CYCLE STOP button
The machine waits for START button input before performing the next process.
Starting from the first sequence
Move back one command level to restart the process from the first sequence after
stopping the machine during operation.
The software reads the coordinates of placed parts using the mark camera and prepares
the data base necessary to calculate the placement accuracy deviations.
6. Description of Commands
Version 3.0 6-5 CP-6 Series PAM Operation
The software reads the coordinates of placed parts using the mark camera and prepares
the data base necessary to calculate the placement accuracy deviations.
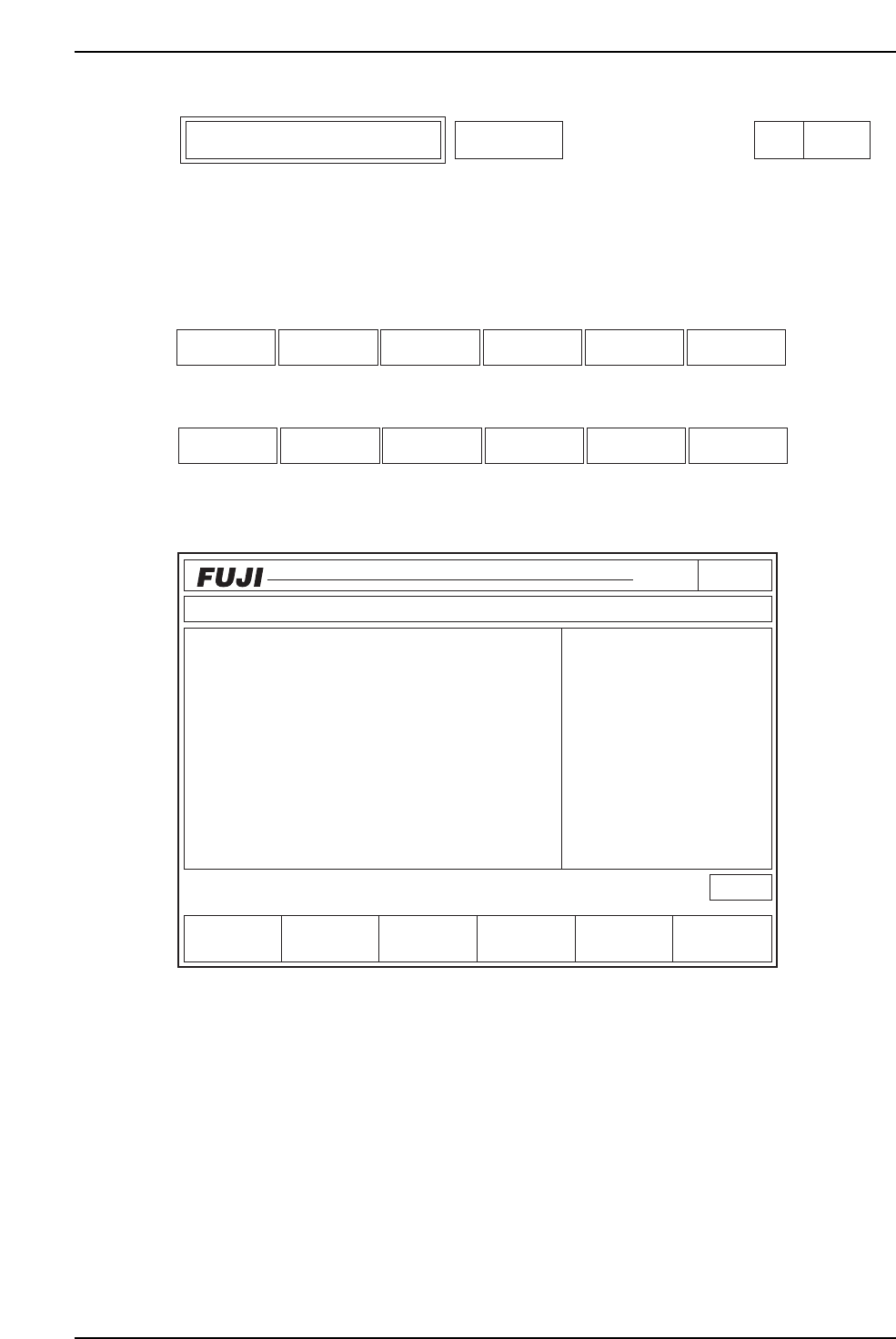
Function Key Menu
Automatic operation
Step operation
Monitor Display
Second Display Area
"Press START" displays if the start-up conditions are fulfilled.
An error message displays if the conditions are not met.
First Status Area : MEASURING
Function Key Operation
Auto: Press this to continuously read part locations.
Step: Press this to read part locations one sequence at a time
The START button must be pressed for each sequence.
RETURN: Returns to page 100 To page 100
Page120
CP_6.PROGRAM
000000000000
000000000000
Prod 00000 Sche 00000
P1.00 off line
ST11N 3PAM
RETURN
jog
XY
C
Step
MEASURING
C6PM6017
Operation : Front
Press START
STATUS
P Mode
Recovery
T Mode
PAM Mode
Product
E Pass
Joint
Auto RETURN
RETURNStep
Placement Result Measurement Measurement Page 120
6. Description of Commands
Version 3.0 6-6 CP-6 Series PAM Operation

Loading and Unloading the PCB
• Press [LOAD PCB] to load a board to the reference pin on the XY-table.
• Press [UNLOAD PCB] to unload a board.
After pressing the START button
• When fiducial mark sequences exist in the program, the software reads the
coordinates for the parts placed after reading the fiducial marks. The software
immediately starts reading the placement coordinates if no mark sequences exist.
• The error message "XY table not at lower limit" displays in the 1st display area
with Start input, if the XY-table is not in the lower-limit, and the software returns
to page 100.
• "No Board" displays in the 1st display area if the machine determines that no
board exists during a board check, and the software returns to page 100.
• Part processing begins with the first sequence placed by head-A.
• Coordinate data is not collected for parts that produce vision processing errors.
• The XY-table returns to the loading position once the software processes the last
coordinate data, without unloading the board. The software then totals the
measurement results and displays the message “Analyzing” in the 2nd display
area. The software returns to page 100 after calculating the data.
• The software monitor alarms are the same as in automatic operation. The software
returns to page 100 after reset button input if the machine stops due to an
abnormal condition. At this point, the message "Place from 1st sequence" displays
in the first display area, and and the machine will resume placement from the 1st
sequence.
The next sequence is performed if an abnormality does not initiate an emergency
stop.
• "Measuring" displays on the monitor in the 2nd display area after Start button
input. Sequence numbers (including mark sequences) are counted the same as in
the placing mode.
After pressing the CYCLE STOP button
The machine waits for START button input once again. The next process is performed
upon START button input.
Starting from the first Sequence
Move back one command level to restart the process from the first sequence after
stopping the machine during operation.
6. Description of Commands
Version 3.0 6-7 CP-6 Series PAM Operation