CX-1_MS.pdf - 第101页
Rev.2.00 MS 参数 参 数 参 数 参 数 4-66 4 4 4 4 - - - - 11 . 11. 11. 11. 贴装 综合 偏 差 贴装 综 合 偏差 贴装 综 合 偏差 贴装 综 合 偏差 4 4 4 4 - - - - 11. 1. 11. 1. 1 1.1 . 11. 1. 功 能 功能 功能 功能 输入 贴装头倾斜造成贴装偏差的偏差值,激光偏差取得的转动中心以及实际贴装取得的轴转动中心的 差 。 关于设定方法,…
Rev.2.00
MS 参数
参数参数
参数
4-65
<
<<
<操作
操作操作
操作・4/9>
・4/9>・4/9>
・4/9>
从前面卸下主供料器。
准备完毕,请选择确认。
选择了确认之后,设定前侧的下一个位
置。
结束了最终位置的设定之后,用其平均值计算前侧吸附基准位置偏差值。
前侧结束之后,便进行后侧的吸附基准位置的设定。设定方法同前侧一样。
<
<<
<操作
操作操作
操作・9/9>
・9/9>・9/9>
・9/9>
设定完毕。
选择了确认之后,返回到初期设定画面。
Rev.2.00
MS 参数
参数参数
参数
4-66
4
44
4-
--
-11.
11.11.
11. 贴装综合偏差
贴装综合偏差贴装综合偏差
贴装综合偏差
4
44
4-
--
-11.1.
11.1.11.1.
11.1. 功能
功能功能
功能
输入贴装头倾斜造成贴装偏差的偏差值,激光偏差取得的转动中心以及实际贴装取得的轴转动中心的
差。
关于设定方法,请参阅“安装要领书”的“20. 安装时的贴装精度调整顺序”。
4
44
4-
--
-11
1111
11-
--
-1
11
1-
--
-1
11
1
概要
概要概要
概要
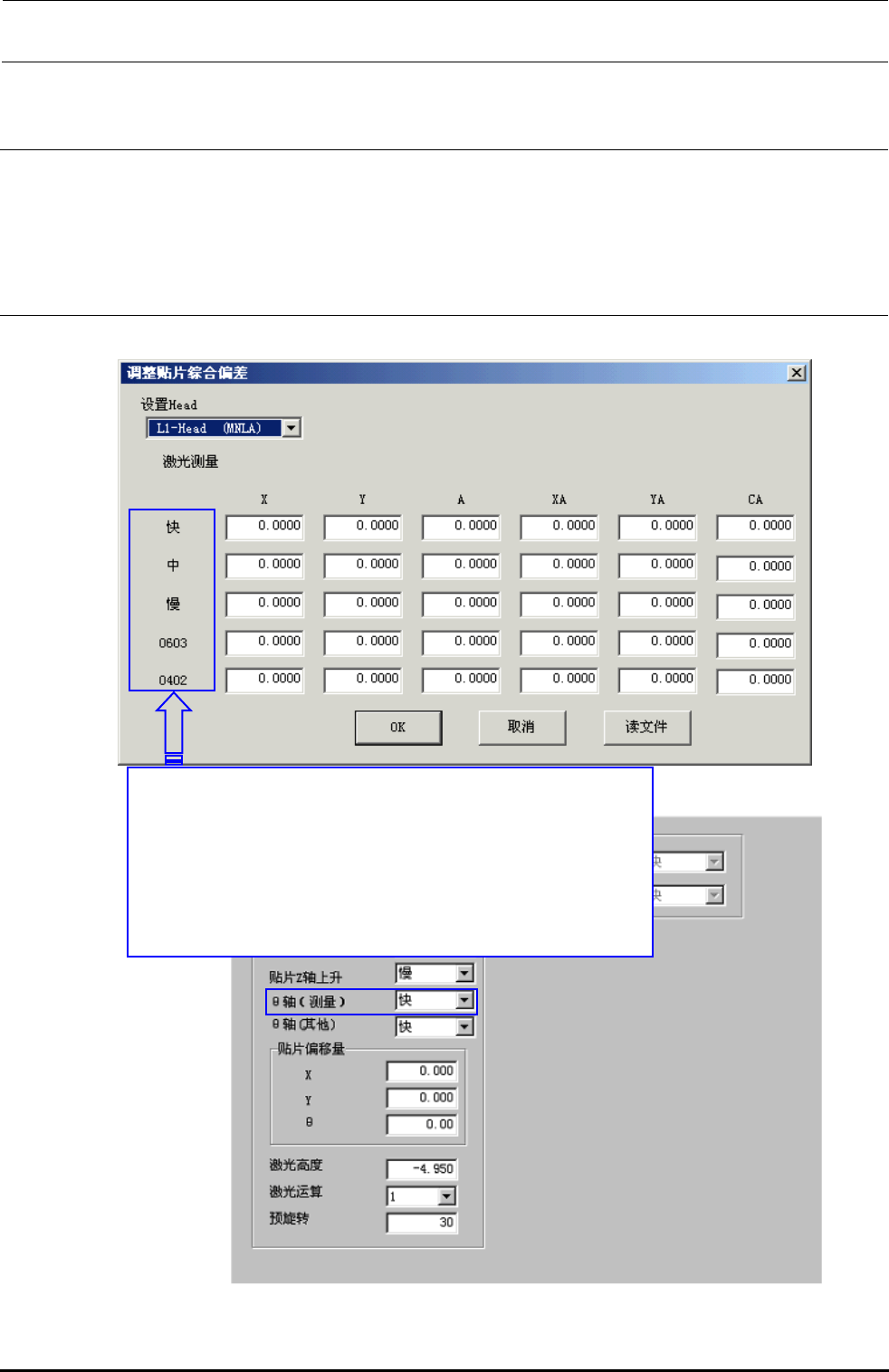
贴装综合偏差在取得 MS 参数之后,通过用 3 维测定器等测定的贴装精度结果,计算处贴装偏差
量然后进行修正。
关于 0402、0603 元件,如果数值为 0,则高速的偏差有效。只要输入数值,就可以让高速的偏差
有效。
No 项目 设定内容
1
X, Y, A
贴装元件的综合偏差值
(0402、0603 元件时,0603 用偏差加上高速偏差后的
值就是实际的偏差值)。
XA, YA
角度成分偏差值
CA
吸嘴转动中心的修正值
4
44
4-
--
-11
1111
11-
--
-1
11
1-
--
-2
22
2
XA,YA,CA
XA,YA,CAXA,YA,CA
XA,YA,CA
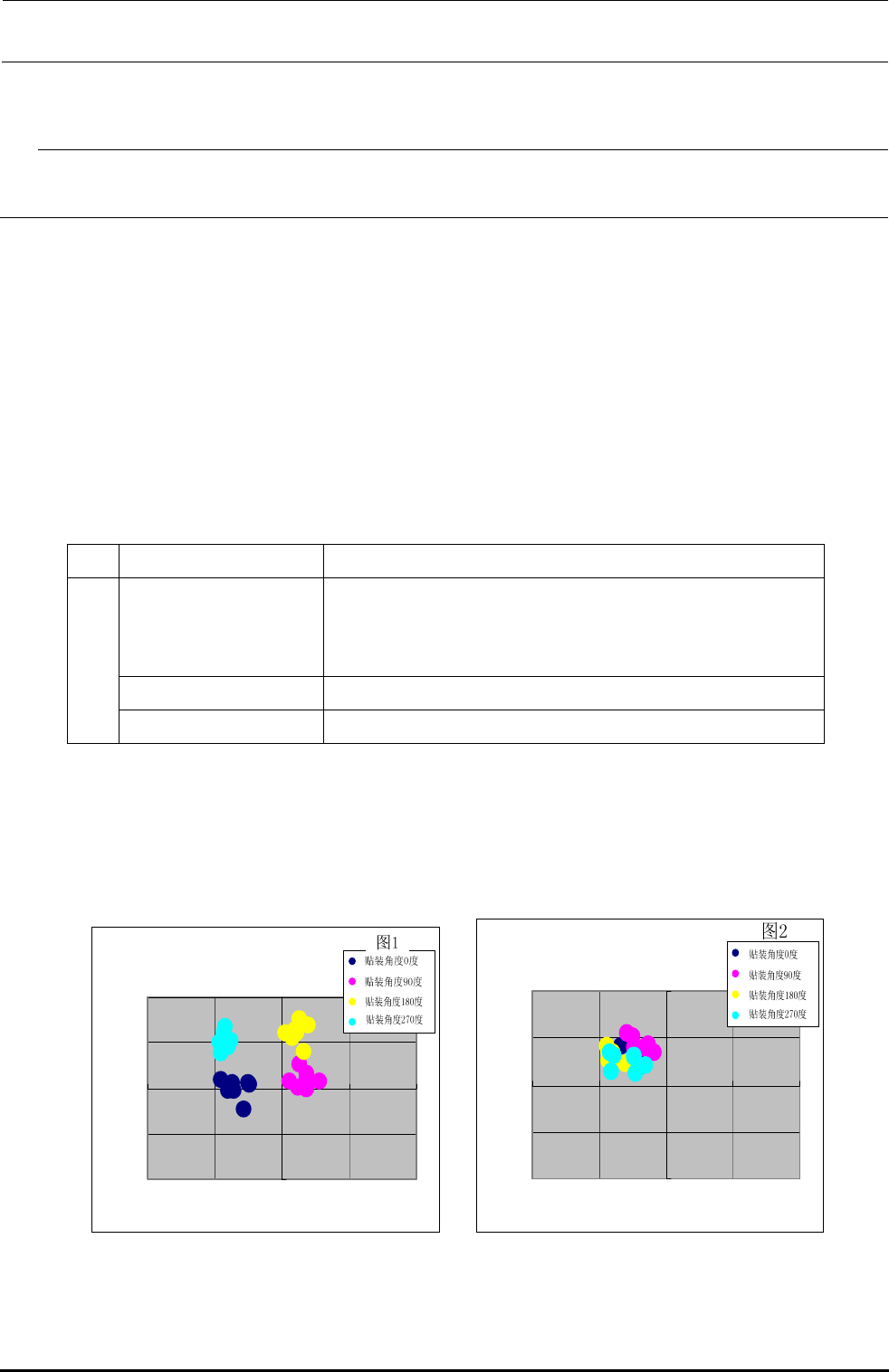
XA,YA,CA如下图所示那样构成该贴装角度,是每次离开贴装角度时的偏差值。对平均偏差无效。
图 1 上如果输入了偏差值之后则被修正为图 2。
図1
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (m m )
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
図2
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (m m )
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
图 1
偏差输入前 图 2 偏差输入后
Rev.2.00
MS 参数
参数参数
参数
4-67
4
44
4-
--
-11.2.
11.2.11.2.
11.2. 使用夹具
使用夹具使用夹具
使用夹具
40039357: 映射玻璃基板组
40040103: 双面胶带
40040101: 3.7mm 用的 2 英寸托盘(内装 40035043 模型芯片 100 个)
4
44
4-
--
-11.3.
11.3.11.3.
11.3. 操作
操作操作
操作
关于设定方法,请参看『安装要领书』的「20 安装时的贴片精度调整程序」。
· 快、中、慢是按照计测元件数据时的θ速度所设定的偏差值。
· 0603 元件则是将「0603 的值」+「快的值」作为贴装元件
时的偏差值。
· 0402 元件则是将「0402 的值」+「快的值」作为贴装元件
时的偏差值。