CX-1_MS.pdf - 第34页
Rev.2.00 MS 参数 参 数 参 数 参 数 3-14 < < < < 操 作 操作 操作 操作 ・5/ 10> ・5/ 10> ・5/ 10> ・5/ 10> 请演示标记的位置。准备好以后,请按运 行键。 进行标记的识别动作, 取得调整值。 < < < < 操 作 操作 操作 操作 ・6/ 10> ・6/ 10> ・6/ 10> ・6/ 10> 准备完毕后,请按运行键。使用所取得的 调整值实施原点返回。 之后,从新夹紧比例尺板…
Rev.2.00
MS 参数
参数参数
参数
3-13
3
33
3-
--
-7.
7.7.
7. X
XX
X 轴直角调整
轴直角调整轴直角调整
轴直角调整
3-7.1. 功能
运行原点返回时,为了得到直角而计算出扭转 X 轴的调整值。
3-7.2. 使用夹具
映射玻璃基板:40039357
注意
· 请绝对不要使用支承销。
如果安装有特别定制的垫片时,可以下降相当基板厚度的距离,
以避免夹紧时碰到映射玻璃模具基板。
· X 轴夹钳请勿使用。(请固定在离开基板的地方。)
· 由于映射玻璃模具基板是易碎物品,故请小心操作。
3-7.3. 操作
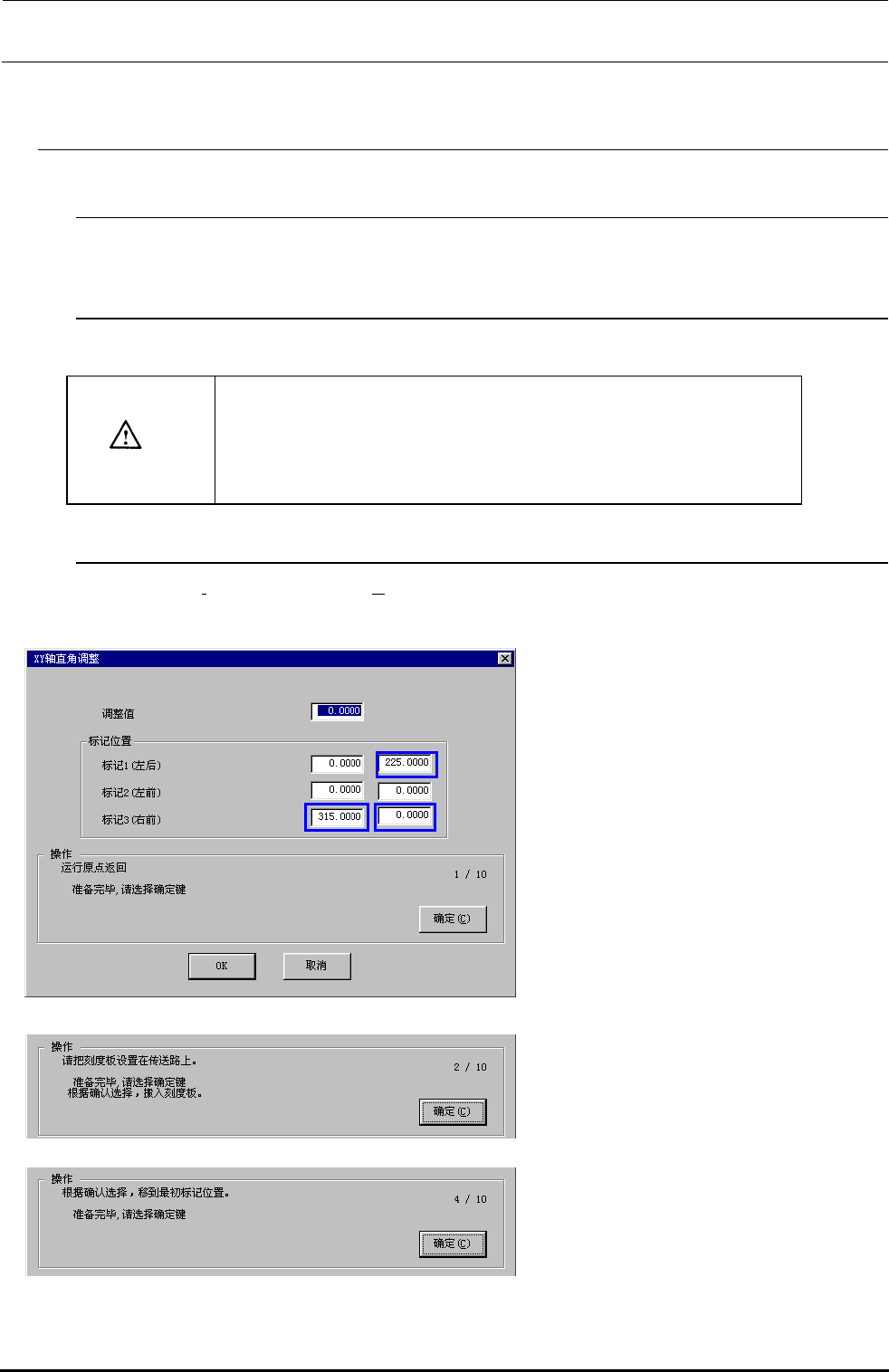
当选择[初始设定(I)][ X 轴直角调整(D)]后,将显示以下的 X 轴直角调整值设定对话框。请以计算
机计算测定结果,设定修正系数。
<
<<
<操作
操作操作
操作・1/10>
・1/10>・1/10>
・1/10>
请以 3 维测定器测定模具基板的标记位
置,按运行键。将调整值初始化,运行原
点返回。
请将映射玻璃基板上以标签机打印的数
字输入到左图所示的 3 个方框内。
<
<<
<操作
操作操作
操作・2/10>
・2/10>・2/10>
・2/10>
请把比例尺板放在能够从新夹紧的位置。
准备完毕后,请按运行键。将比例尺板夹
紧。
<
<<
<操作
操作操作
操作・3/10>
・3/10>・3/10>
・3/10>
移动到最初的标记位置。
Rev.2.00
MS 参数
参数参数
参数
3-14
<
<<
<操作
操作操作
操作・5/10>
・5/10>・5/10>
・5/10>
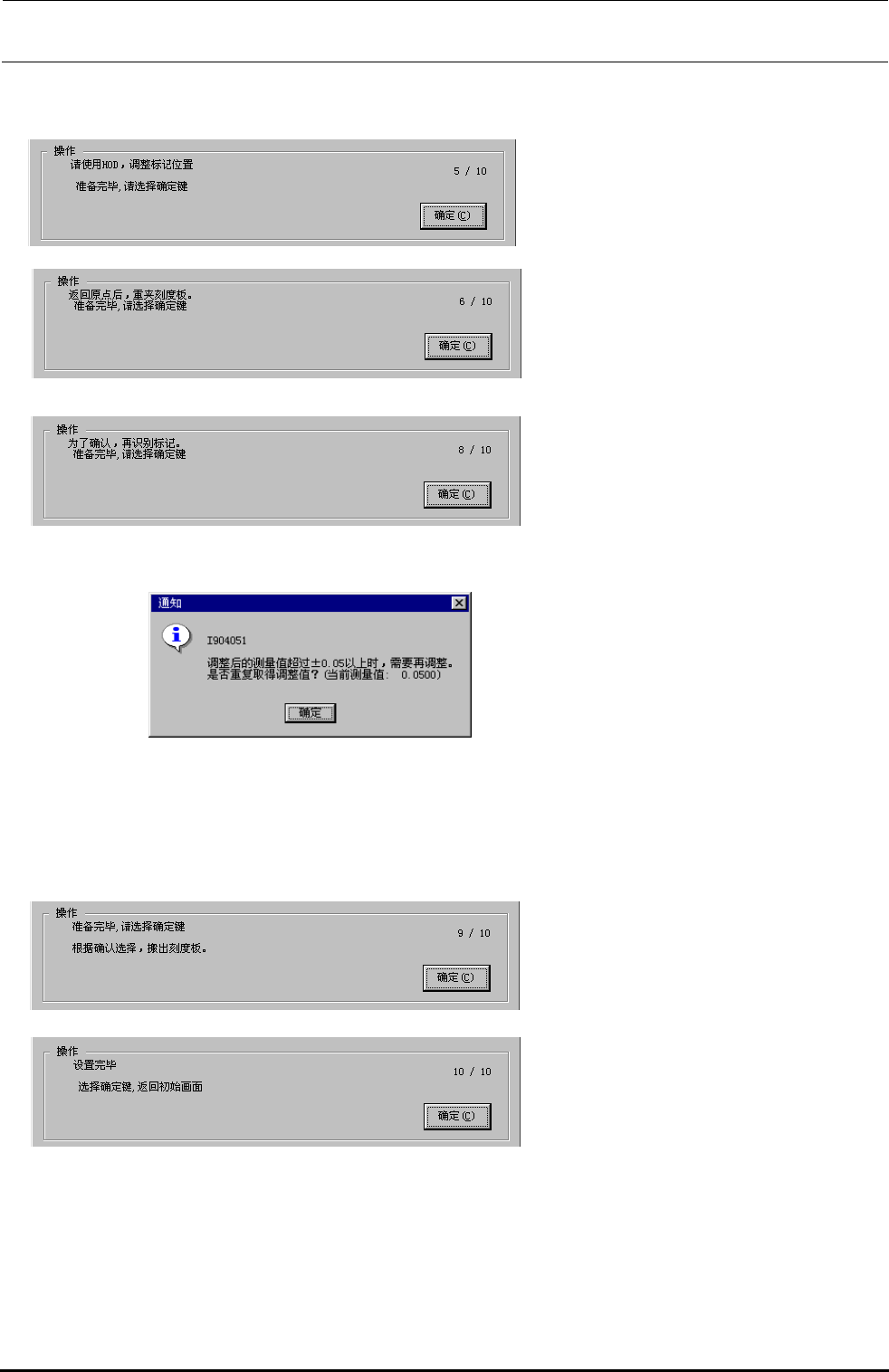
请演示标记的位置。准备好以后,请按运
行键。进行标记的识别动作,取得调整值。
<
<<
<操作
操作操作
操作・6/10>
・6/10>・6/10>
・6/10>
准备完毕后,请按运行键。使用所取得的
调整值实施原点返回。
之后,从新夹紧比例尺板。
<
<<
<操作
操作操作
操作・8/10>
・8/10>・8/10>
・8/10>
准备完毕后,请按运行键。再次识别标记,
以便确认是否已完成调整。
以信息形式通知这一运行中测定出来的
「现在的测定值」。
请选择「是」。(反复 3 次左右。)
※ 如果「现在的测定值」为±0.05 以上,务请反复取得。
※ 信息每次显示。大约重复 3 次后,收敛到 0.01 左右。
<
<<
<操作
操作操作
操作・9/10>
・9/10>・9/10>
・9/10>
准备完毕后,请按运行键。解除比例尺板
的夹紧。
<
<<
<操作
操作操作
操作・10/10>
・10/10>・10/10>
・10/10>
设定完毕。
按确定键则回到初始画面。
Rev.2.00
MS 参数
参数参数
参数
3-15
3
33
3-
--
-8.
8.8.
8. 注释
注释注释
注释
3-8.1. 功能
保存系列号、机器修订本、ROM 的初期版本。
3-8.2. 使用夹具
本设定不使用夹具。
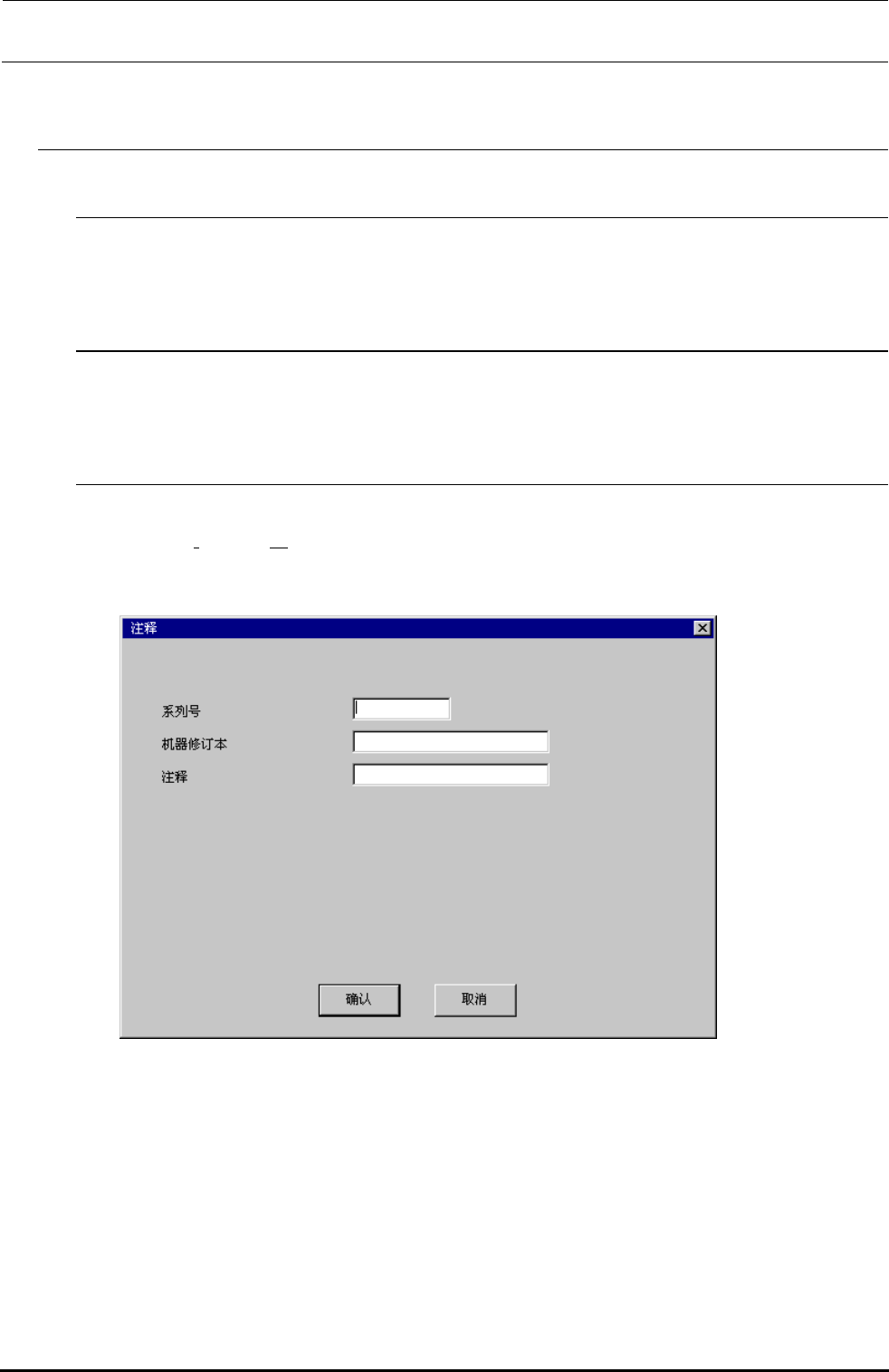
3-8.3. 操作
选择了[初期设定(I)][注释(M)...]之后,显示出下列设定画面。
请用键盘输入系列号(最多 11 字)、机器修订本(最多 8 字)、ROM 的初期值(最多 29 字)。