CX-1_MS.pdf - 第40页
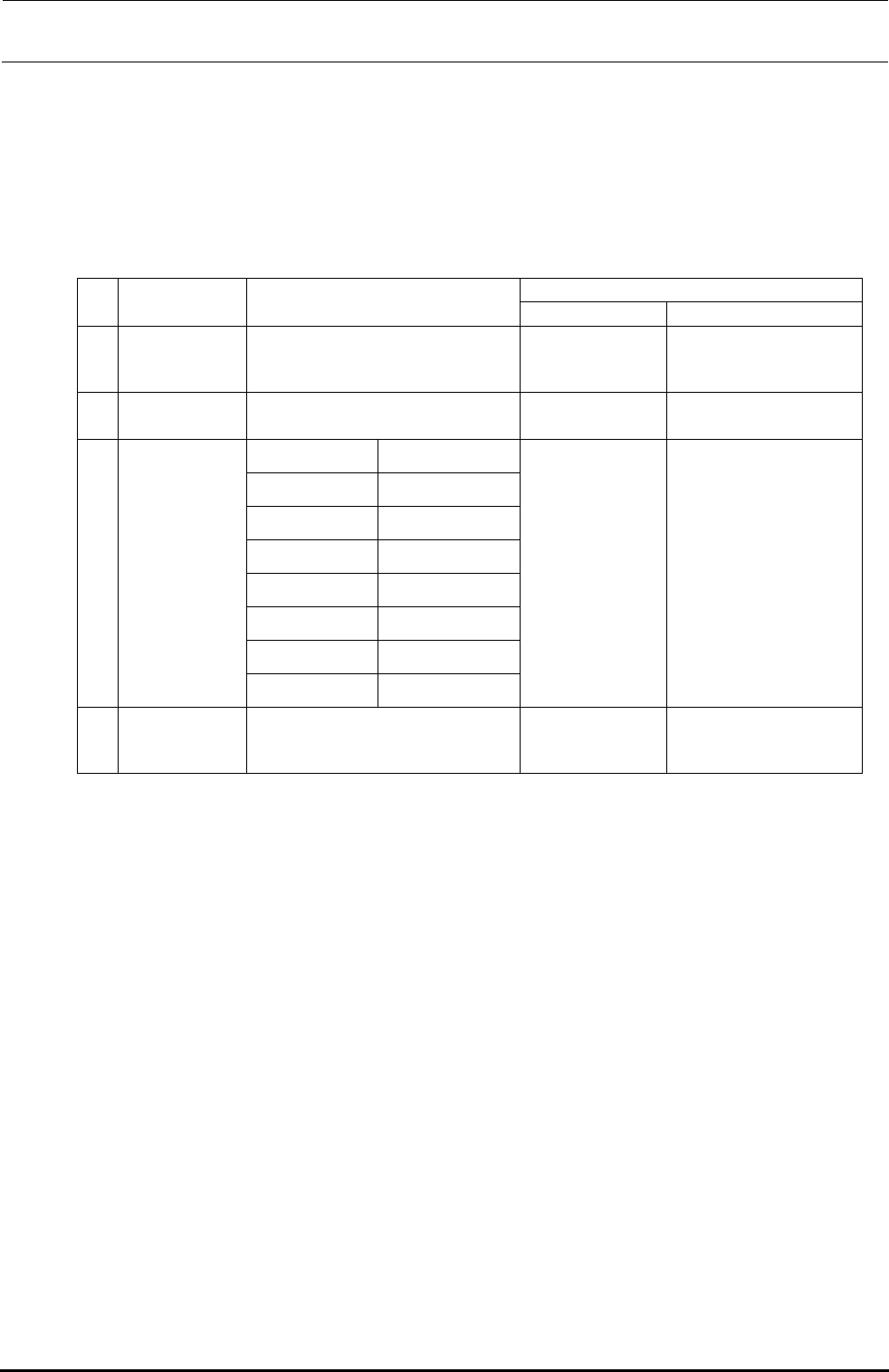
Rev.2.00 MS 参数 参 数 参 数 参 数 4-5 选择确定之后,测定设定贴装头的基板上 面高度 。 < < < < 操 作 操作 操作 操作 ・ ・ ・ ・ 7 7 7 7 / / / / 12 12 12 12 > > > > 自动测量开始 。 测量内容如下 。 ① 打开贴装头的真空,读取真空值 。 此时,真空值 -80Kpa 以下,为异常 。 请确认吸嘴 。 ② 下降 Z 轴,测量真空 -80Kpa 以下的位置 。 ③ …
Rev.2.00
MS 参数
参数参数
参数
4-4
4-1-1-3.
4-1-1-3.4-1-1-3.
4-1-1-3.操作
操作操作
操作
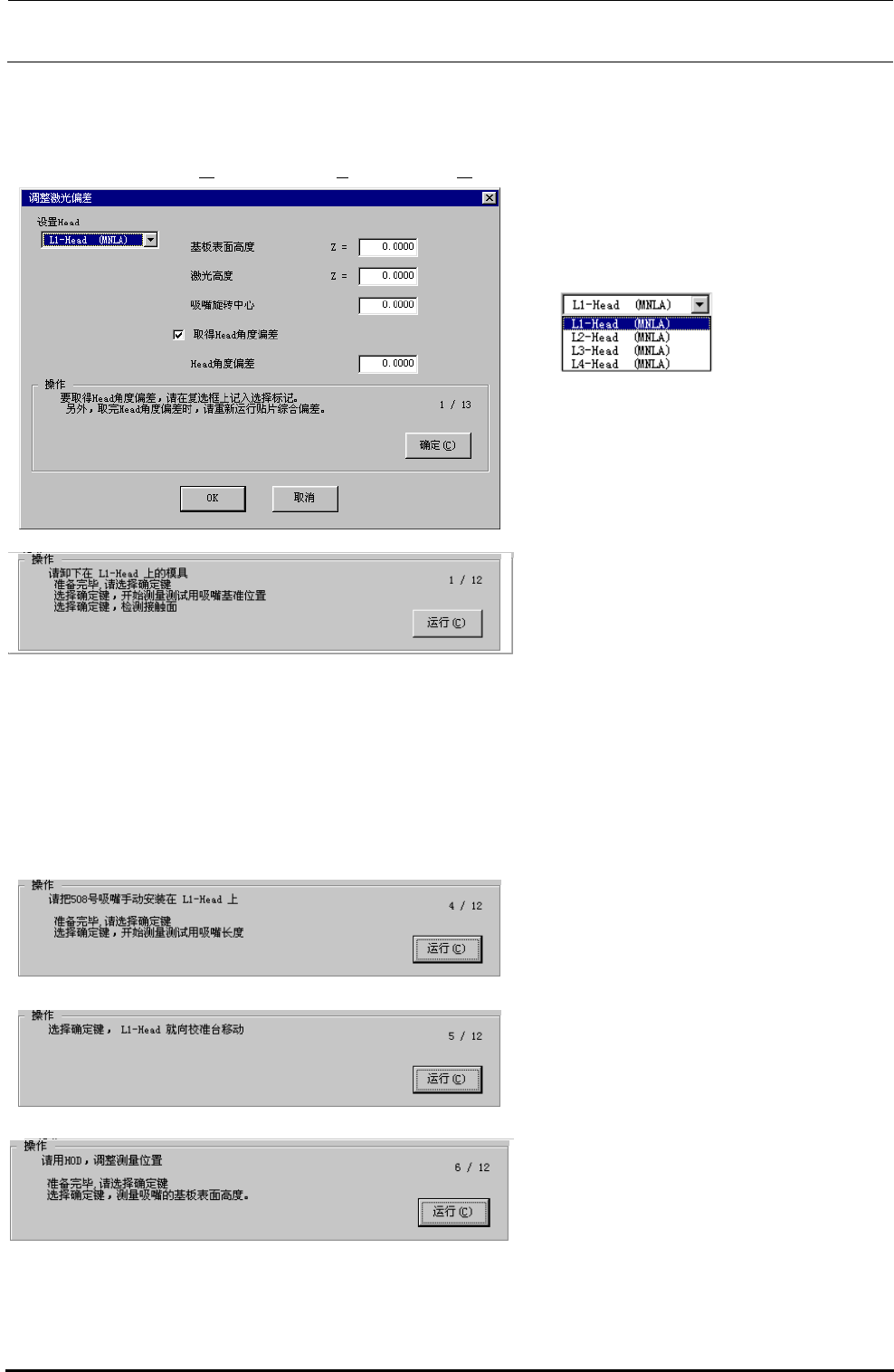
选择了[偏差设定(O)][激光偏差ト(L)][激光偏差(O)...]之后,显示出下面的激光偏差设定画面。
<
<<
<操作
操作操作
操作・1/1
・1/1・1/1
・1/1 2
22
2>
>>
>
请同时按 Alt 键和↓键。显示出下面的一
览。
请选择设定对象贴装头。
※不影响机器设置的“使用装置”的设
定。没有检查(设定为不使用的)装置也可
以选择。
<
<<
<操作
操作操作
操作・1/1
・1/1・1/1
・1/1 2
22
2 续
续续
续>
>>
>
从设定贴装头取下吸嘴。
准备完毕,请选择确定键。
选择确定键,检测吸嘴套的高度之后,检
测缺口部。
(基板上面高度和旋转中心偏差为 0(未设
定)时,不能进行旋转缺口部的检测)
<
<<
<操作
操作操作
操作・
・・
・4
44
4/1
/1/1
/1 2
22
2>
>>
>
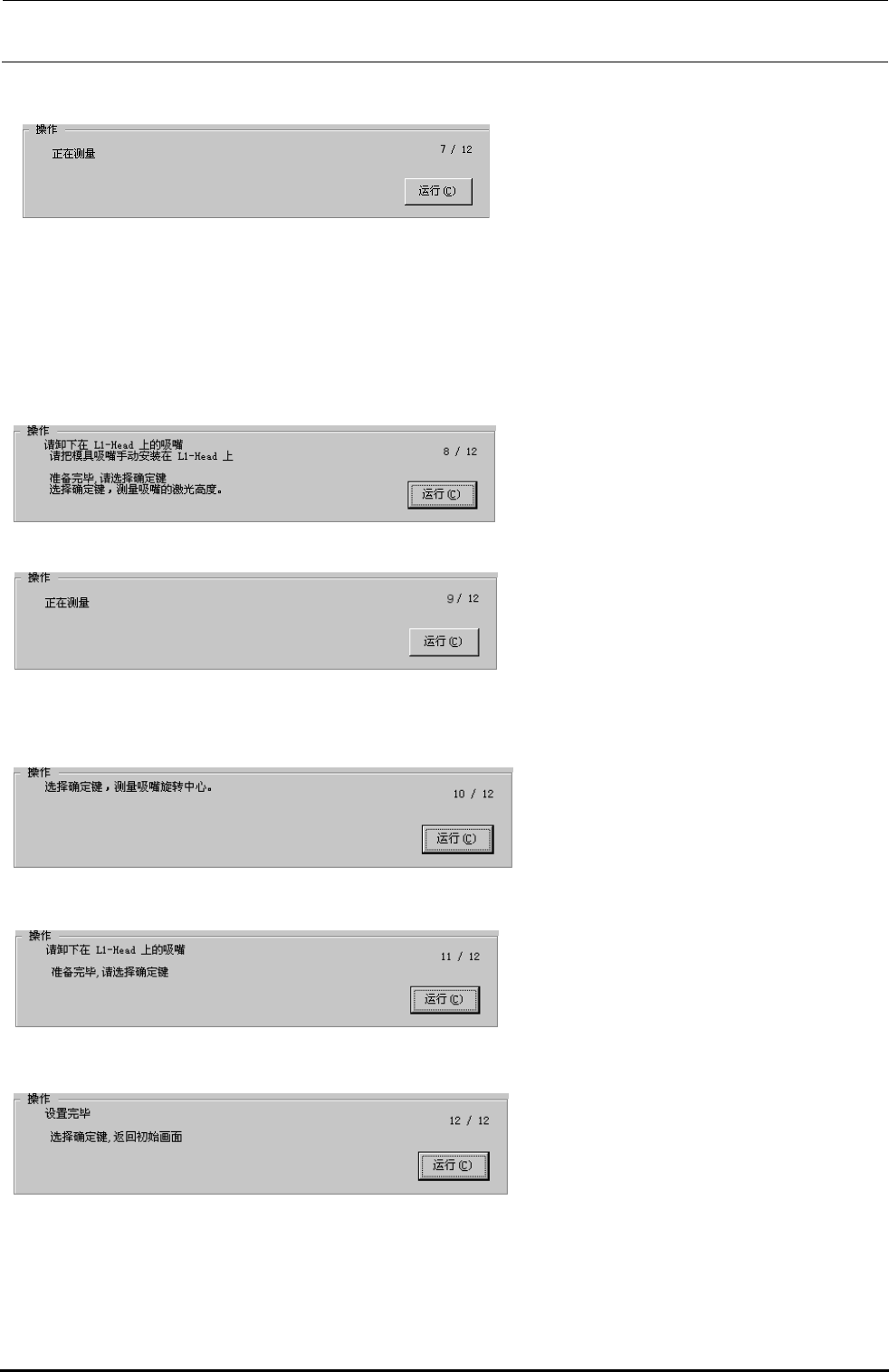
请把 508 号吸嘴安装到设定贴装头。
准备完毕,请选择确定键。
选择确定键之后,测定吸嘴长度。
<
<<
<操作
操作操作
操作・
・・
・5
55
5/1
/1/1
/1 2
22
2>
>>
>
请选择确定键。设定贴装头移动到 CAL
部。
<
<<
<操作
操作操作
操作・
・・
・6
66
6/
//
/12
1212
12>
>>
>
通过演示确认测定的贴装头的 508 吸嘴部
分在校准台的平部(无孔的位置)上。
不需要调整时,不用演示。
准备完毕,请选择确定键。
Rev.2.00
MS 参数
参数参数
参数
4-5
选择确定之后,测定设定贴装头的基板上
面高度。
<
<<
<操作
操作操作
操作・
・・
・7
77
7/
//
/12
1212
12>
>>
>
自动测量开始。测量内容如下。
①打开贴装头的真空,读取真空值。此时,真空值-80Kpa 以下,为异常。请确认吸嘴。
②下降 Z 轴,测量真空-80Kpa 以下的位置。
③ 计算②测定位置和测定用吸嘴的长度到基板上面的高度。
<操作・
<操作・<操作・
<操作・8
88
8/
//
/12
1212
12>
>>
>
从设定贴装头卸下吸嘴,设置夹具吸嘴。
准备完毕,请按确定键。
选择确定键之后,测定激光测定高度。
<
<<
<操作
操作操作
操作・
・・
・9
99
9/
//
/12
1212
12>
>>
>
测定完毕后,从测定结果计算出激光高度
偏差。
<
<<
<操作
操作操作
操作・
・・
・10
1010
10/
//
/12
1212
12>
>>
>
选择确定之后,用激光测定设定贴装头的
吸嘴旋转中心。
开始自动测定。测定内容如下。
0°到 15°单位,一边移动θ轴,反复 24
次取平均值。
测定完毕,由测定结果计算出吸嘴旋转中
心。
<
<<
<操作
操作操作
操作・
・・
・11
1111
11/
//
/12
1212
12>
>>
>
请从设定贴装头取下吸嘴。准备完毕,请
选择确定键。
<
<<
<操作
操作操作
操作・
・・
・12
1212
12/
//
/12
1212
12>
>>
>
结束设定。
选择了确定键、返回初始画面。
Rev.2.00
MS 参数
参数参数
参数
4-6
4-1-1-
4-1-1-4-1-1-
4-1-1-4
44
4.
..
.MSP
MSPMSP
MSP 允许值
允许值允许值
允许值
※ 确认基板上面高度,确认偏差值在 MNLA 时 1.5~4.5mm、FMLA 时 1.5~6.5mm 的范围内。偏差值在
此范围外时,把 Z 轴马达的马达轴和皮带轮的组装角度转动 180 度安装,重新取得 MS 参数。
No
项目 MSP 允许位置 MSP 值不良时
异常位置 调整(检查项目)
1
基板上面高度
MNLA: 1.5~4.5mm
FMLA: 1.5~6.5mm
贴装精度不良 Z 轴马达组装
2
激光高度
±1㎜
贴装精度不良 Z 轴马达组装
激光传感器
3
吸嘴旋转中心
L1
30±2 同时吸附不良
贴装精度不良
贴装头 吸 嘴轴的安装
精度
激光传感器
L2-L1 17±0.02
L2、R2 47±2
L3-L2 17±0.02
L3、R3 64±2
L4-L3 17±0.02
L4 81±2
R1 17±2
4 角度偏差 -179°以上 180°以下 同时吸附时的吸
附异常错误