CX-1_MS.pdf - 第30页
Rev.2.00 MS 参数 参 数 参 数 参 数 3-10 3-5 -3- 3. 3-5 -3- 3. 3-5 -3- 3. 3-5 -3- 3. 动 作规 范 动作 规 范 动作 规 范 动作 规 范 ( ( ( ( 其它 其它 其它 其它 ) ) ) ) 选择动作规范等之后,显示出下面的画面 。 各项目请用勾选择动作规范 。 No. 项目 设定 内容 1 3 -1 护罩打 开时 Start 开关无 效 护罩 打开时 的 STAR…
Rev.2.00
MS 参数
参数参数
参数
3-9
3-5-3-2.
3-5-3-2.3-5-3-2.
3-5-3-2.动作规范
动作规范动作规范
动作规范(
((
(传送其它
传送其它传送其它
传送其它)
))
)
了
作
范(其它)之后,
示出下列的画面。用黑点
作
范。
No
NoNo
No
项目
项目项目
项目
设定内容
设定内容设定内容
设定内容
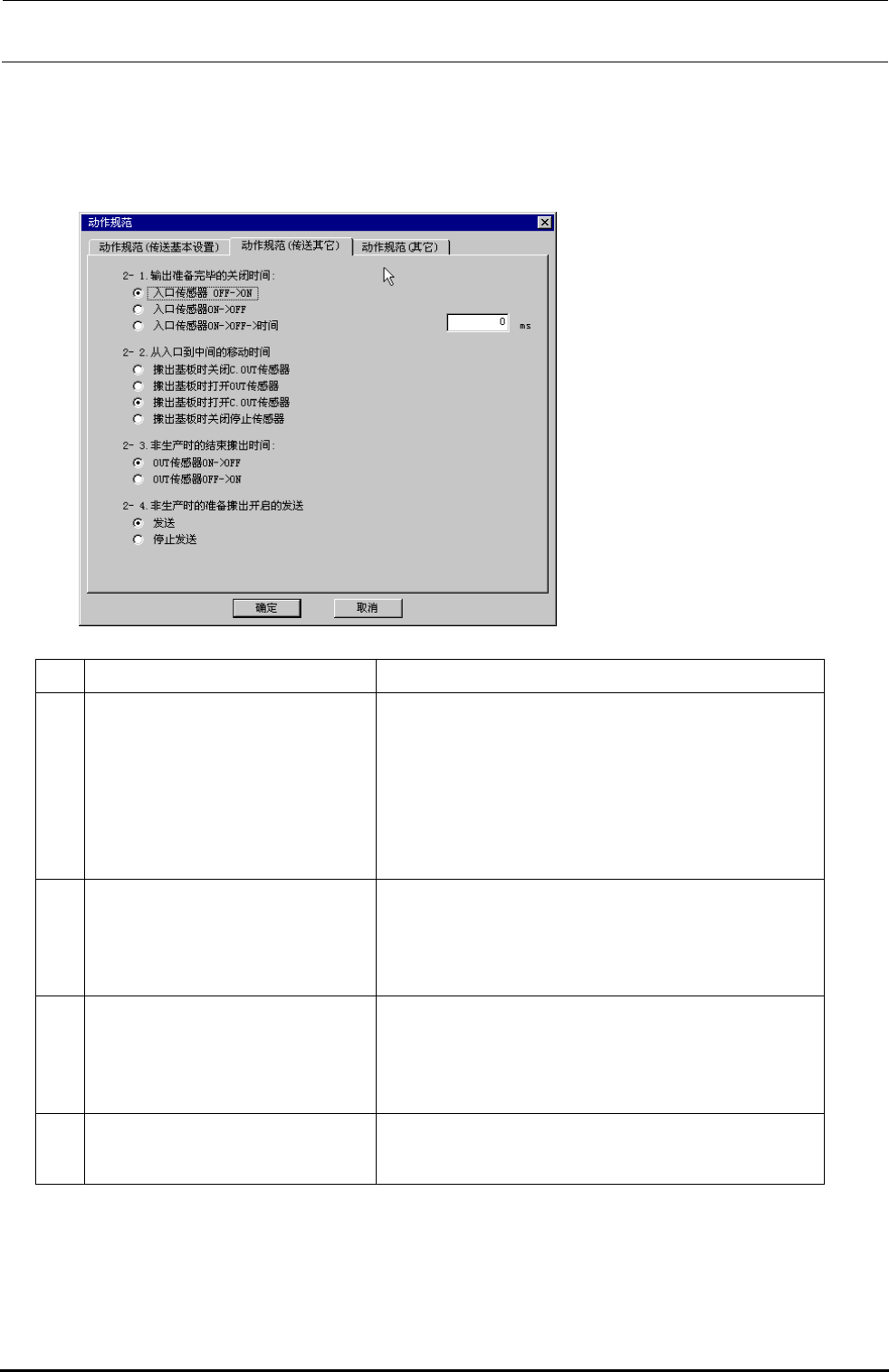
1 2-1. Ready OUT 的 OFF
Ready OUT 关
(OFF)时间
(X):IN
感器 OFF→ON
OFF 向 ON
化
(初期
)
( ):IN
感器 ON→OFF
ON 向 OFF
化
( ):INchua 传感器 ON→OFF→定
器
ON 向 OFF
化后准
定时器∶IN
感器 ON→OFF→
定
器
有限
2 2-2. IN
冲到中心
冲的送入
IN 缓冲到中心缓冲的送入时间
( ):基板送出时的 C.OUT 传感器 OFF
( ):基板送出时的 OUT 传感器 ON
(X):基板送出时的 C.OUT 传感器 ON (初期值)
( ):基板送出时的 STOP 传感器 OFF
3 2-3. 非生
送出
束
非生产时的送出结束时间
(X):OUT 传感器 ON→OFF
ON 向 OFF 的变化时(初期值)
( ):OUT 传感器 OFF→ON
OFF 向 ON 变化时
4 2-4. 非生
的 Ready OUT ON 送
出
非生产时的 Ready OUT ON 送出
(X):送出(初期值)
( ):不送出
Rev.2.00
MS 参数
参数参数
参数
3-10
3-5-3-3.
3-5-3-3.3-5-3-3.
3-5-3-3.动作规范
动作规范动作规范
动作规范(
((
(其它
其它其它
其它)
))
)
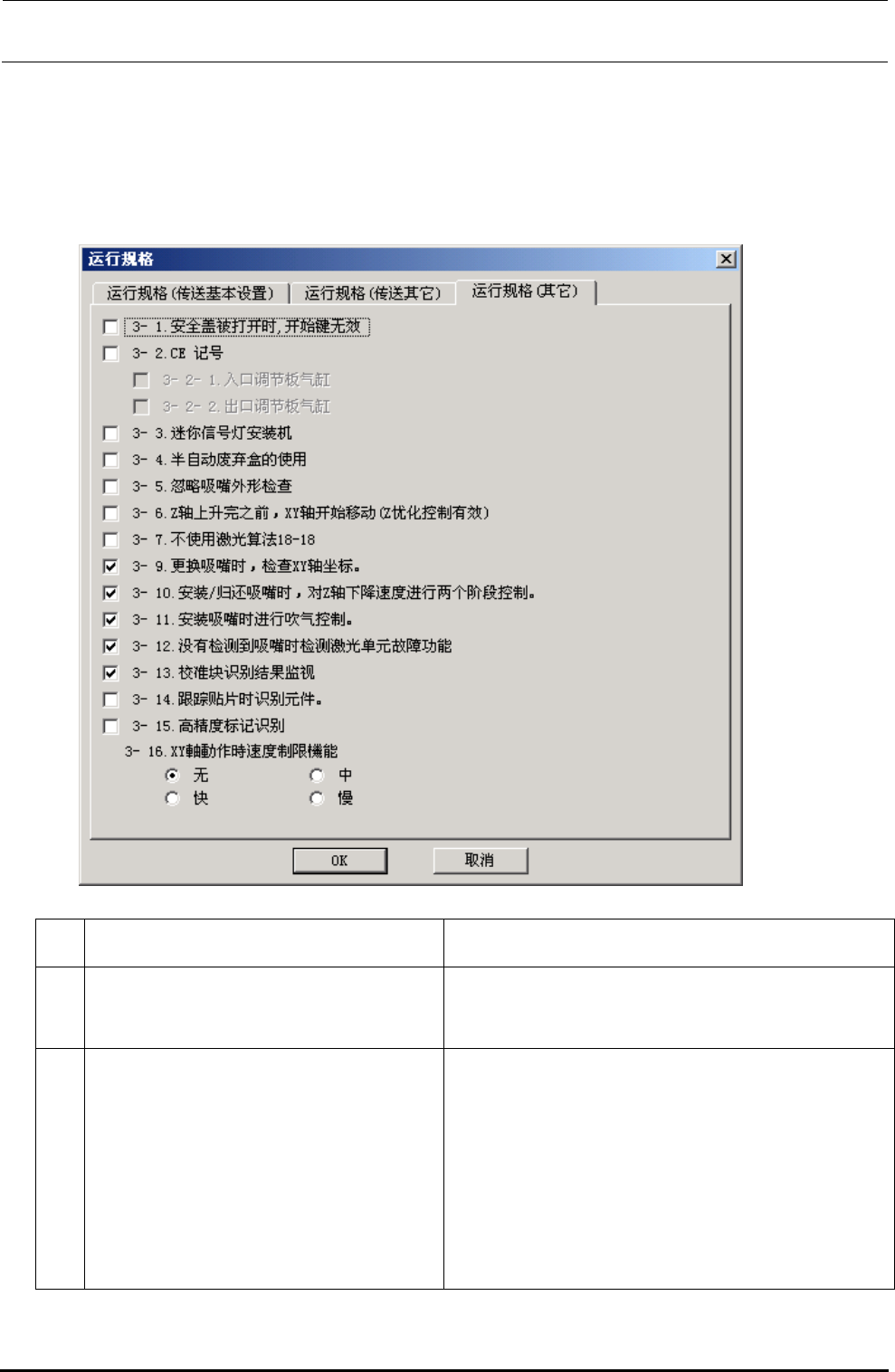
选择动作规范等之后,显示出下面的画面。
各项目请用勾选择动作规范。
No.
项目 设定内容
1 3-1 护罩打开时
Start 开关无效
护罩打开时的 START 开关规格
[ ]:有效(初期值)
[]:无效
2 3-2CE 标记
3-2-1
入口侧卷帘气缸
3.2.1
出口侧卷帘气缸
安全机或标准机的规格
[ ]:标准机(初期值)
[]:安全机
入口侧卷帘气缸的规格
[ ]:无效(初期值)
[]:有效
出口侧卷帘气缸的规格
[ ]:无效(初期值)
[]:有效
Rev.2.00
MS 参数
参数参数
参数
3-11
No.
项目 设定内容
3 3-3 小型信号灯
安装机器
小型信号灯安装规格
[ ]:未安装
[]:安装
4
3-4 半自动废弃箱的使用 半自动废弃箱安装规格
[ ]:未安装
[]:安装
5
3-5 不管吸嘴外形检查 不管吸嘴外形检查的规格
[ ]:检查吸嘴外形
[]:不检查吸嘴外形
6
3-6Z 轴上升后,XY 轴开始移动
(不进行最适合 Z 控制)
是否进行最适合Z轴控制的设定
[ ]:Z轴上升结束前,开始 XY 移动
(进行最适合Z轴控制)
[]:Z轴上升结束后、开始 XY 移动
(不进行最适合Z轴控制)
7
3-7 不使用激光算法
18,
-
18
。
激光算法的规格
[ ]:使用激光算法 18,-18
[]:使用激光算法 14,-14
8
3-9 更换吸嘴时,检查 XY 坐标。 对更换吸嘴时是否进行坐标检查作设定
[]:检查
[ ]:不检查
9
3-10 安装/归还吸嘴时,对 Z 轴的下降速度
进行两个阶段控制。
安装/归还吸嘴时,对 Z 轴的下降速度进行两级控制
[]:进行两级控制
[ ]:不进行两级控制
10
3-11 安装吸嘴时进行吹气控制 对安装吸嘴时是否进行吹气控制作设定
[]:进行吹气控制
[ ]:不进行吹气控制
11
3-12 没有检测到吸嘴时检测激光单元故障
功能
没有检测到吸嘴时检测激光单元故障
[]:检测
[ ]:不检测
12
3-13 校准块识别结果监视 对校准块识别结果进行监视的工序
[]:监视
[ ]:不监视
13 3-14 跟踪贴片时识别元件 编辑程序之跟踪贴片时的识别动作
[]: 将 BOC、IC 标记从左下、右上、左上、右下方移
动至标记位置,以 4 次识别结果的平均值作为标
记位置进行校正。
[ ]: 对 BOC、IC 标记只识别 1 次即进行校正。(历来
的方法)
14 3-15 高精度标记识别 生产之跟踪贴片时的识别动作
[]: 将 BOC、IC 标记从左下、右上方移动至标记位置,
以 2 次识别结果的平均值作为标记位置进行校
正。
[ ]: 对 BOC、IC 标记只识别 1 次即进行校正。(历来
的方法)
15 3-16 XY 轴动作时速度制限机能 对生产中的 XY 轴移动速度加以限制。
从“无”“慢”
“中”“快”中选择
※不是 CE 标记规格的装置,设定为 CE 标记之后,伺服异常,请注意。