CX-1_MS.pdf - 第80页
Rev.2.00 MS 参数 参 数 参 数 参 数 4-45 4-5.5. VCS 摄像机偏差 4 4 4 4 - - - - 5 5 5 5 - - - - 5 5 5 5 - - - - 1 1 1 1 . . . . 功能 功能 功能 功能 取得 VCS 摄像机的坐标值和组装角度 ( 对 X、Y 轴的倾斜 )。 4 4 4 4 - - - - 5 5 5 5 - - - - 5 5 5 5 - - - - 2 2 2 2 . .…
Rev.2.00
MS 参数
参数参数
参数
4-44
<
<<
<操作
操作操作
操作・3/8>
・3/8>・3/8>
・3/8>
示教空夹具板 B 的右下角。
作业结束后请选择确认。
<
<<
<操作
操作操作
操作・4/8>
・4/8>・4/8>
・4/8>
请输入夹具的 X 和 Y 方向标记间的距离。
请输入夹具的厚度。标记间的距离记载在
夹具的背面。
选择确认后,轴即动作。吸附空夹具板,移动到选项 VCS 上。取得 X 方向的比例,使夹具转动90度,
取得 Y 方向的比例。取得的值显示在画面上的编辑框内。
测定结束后,将夹具归还到校准块上,贴装头移动到夹具安装位置上。
<
<<
<操作
操作操作
操作・5/8>
・5/8>・5/8>
・5/8>
吸附夹具,贴装头在 VCS 上停止。如果 VCS 偏差的值不正确,夹具的标记可能位于 VCS 的视野之外。
这种情况下,请进行示教,调整到夹具的中心处于 VCS 的识别视野中心。按下 HOD 的吸附夹具的贴装
头键(一般是 L1,如果是 R 贴装头机器则为 R 贴装头),示教即开始。此时,贴装头会移动到 XY 移动
高度,夹具的标记很模糊,所以要注意。
<
<<
<操作
操作操作
操作・6/8>
・6/8>・6/8>
・6/8>
进行夹具的标记识别,取得比例。
<
<<
<操作
操作操作
操作・7/8>
・7/8>・7/8>
・7/8>
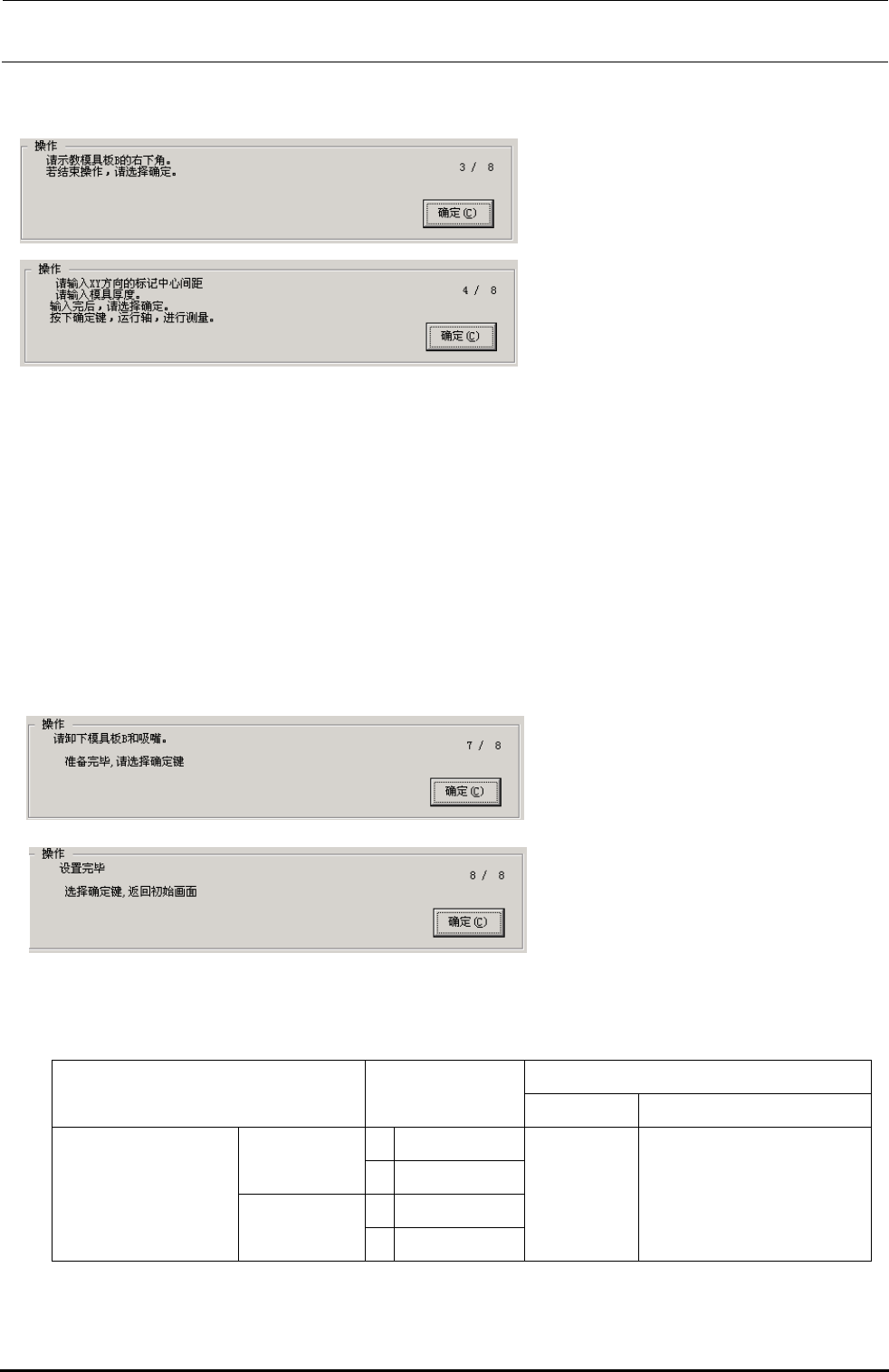
请取下空夹具板 B 和吸嘴。
选择确认,移到下一画面。
<
<<
<操作
操作操作
操作・
・・
・8
88
8/
//
/8
88
8>
>>
>
设定完毕。
选择了确认之后,返回到初期设定画面。
4
44
4-
--
-5
55
5-
--
-4
44
4-
--
-4
44
4.
..
.MSP
MSPMSP
MSP允许值
允许值允许值
允许值
项目 MSP 允许值 MSP 值不良时
异常点 检查(更换)项目
VCS 摄像机缩放 标准 VCS
(□24mm)
X
0.026±0.002
图像识别
贴装精度不良
输入夹具的伤痕、脏污等。
VCS 镜头的伤痕、脏污等
Y
0.026±0.002
选购品 VCS
(□10mm)
X
0.01±0.001
Y
0.01±0.001
Rev.2.00
MS 参数
参数参数
参数
4-45
4-5.5. VCS 摄像机偏差
4
44
4-
--
-5
55
5-
--
-5
55
5-
--
-1
11
1.
..
.功能
功能功能
功能
取得 VCS 摄像机的坐标值和组装角度(对 X、Y 轴的倾斜)。
4
44
4-
--
-5
55
5-
--
-5
55
5-
--
-2
22
2.
..
.使用夹具
使用夹具使用夹具
使用夹具
・
40038984
40038984 40038984
40038984
夹具吸嘴
夹具吸嘴夹具吸嘴
夹具吸嘴
B
B B
B
(
((
(
679
679679
679
)
))
)
4
44
4-
--
-5
55
5-
--
-5
55
5-
--
-3
33
3.
..
.操作
操作操作
操作
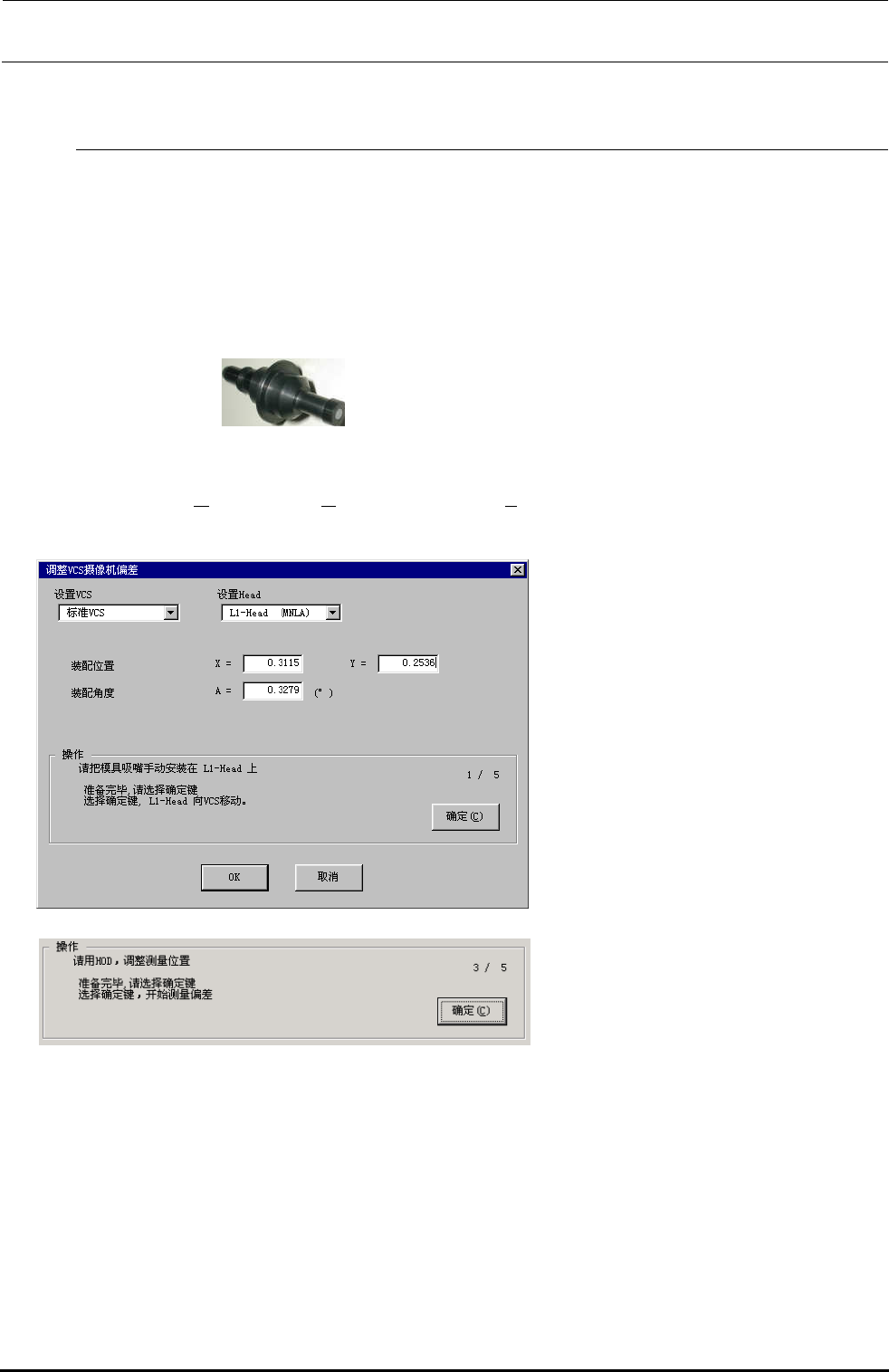
选择了[偏差设定(O)][VCS偏差(V)][VCS摄像机偏差(F)...]之后,显示出下面的VCS摄像机偏差设定
画面。
在凸起画面上选择设定对象 VCS。
不映象机器设置的“使用装置”的设定。
(没有检查(不使用)装置也可以选择)
<
<<
<操作
操作操作
操作・5/7>
・5/7>・5/7>
・5/7>
用演示,把监视器的十字游标移动到标记
中心,按 HOD 确定件。
准尉完毕,请选择确认。选择了确认之后,进行偏差测定。
测定完毕,用测定结果计算新的组装位置、组装角度。根据计算的偏差,把标记移动到 VCS 的中心。
※ 由于 Z 高度是 XY 移动的最低高度,故标记模糊不清,请调整到基本位于中心。而对实际的识别
并没有影响。
Rev.2.00
MS 参数
参数参数
参数
4-46
<
<<
<操作
操作操作
操作・6/7>
・6/7>・6/7>
・6/7>
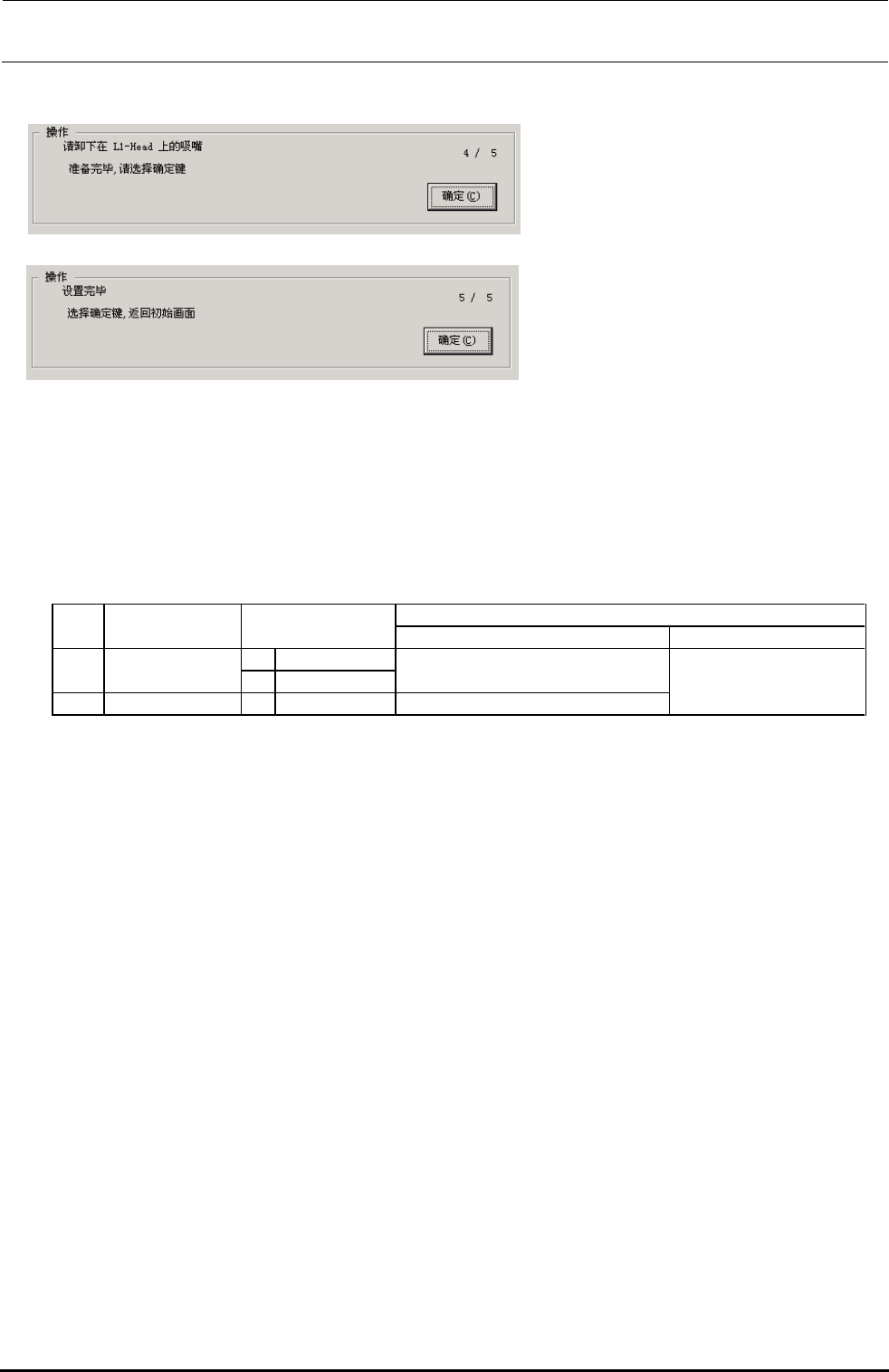
从贴装头卸下吸嘴。
准备完毕,请选择确认。
<
<<
<操作
操作操作
操作・7/7>
・7/7>・7/7>
・7/7>
设定完毕。
选择了确认之后,返回初期设定画面。
※ 把取得参数的操作重复进行几次(最少 2 次,最多 5 次)。与前一次取得的值相比较,如果在 5
μm 以内就取其平均。如果差 5μm 以上,就再进行一次取得操作。要是进行了 5 次操作还达不
到 5μm 以内,则作为出错。(值不被更新)
4
44
4-
--
-5
55
5-
--
-5
55
5-
--
-4
44
4.MSP
.MSP.MSP
.MSP允许值
允许值允许值
允许值
MSP
值不良时
No
项目
MSP
允许值
异常点
X
±3 mm
1
组装位置
Y
±3 mm
发生图像识别异常
(在识别范围装不下被识别元件)
VCS组装位置的调整
2
组装角度
A
±0.5°
图像识别贴装精度不良