CX-1_MS.pdf - 第23页
Rev.2.00 MS 参数 参 数 参 数 参 数 3-3 3 3 3 3 - - - - 3. 3. 3. 3. XY XY XY XY 修正 系数 修正 系 数 修正 系 数 修正 系 数 3-3.1. 功能 出货 前,在 工程用 激光测 长器输 入了实 际移动 距离 和比较 了电磁 标尺的 输出值计算值 。 因此,本项目 只有在 JUKI 有指示时实行变更 。 3-3.2. 使用夹具 激光 测长器 3-3.3. 操作 选择了 […
Rev.2.00
MS 参数
参数参数
参数
3-2
3
33
3-
--
-2.
2.2.
2. 原点粗调整
原点粗调整原点粗调整
原点粗调整
3-2.1. 功能
功能功能
功能
原点复位时,请进行示教,让校准部的第 1 标志位置移动到 OCC 中心。
3-2.2. 使用夹具
使用夹具使用夹具
使用夹具
本设定不使用夹具。
3-2.3. 操作
操作操作
操作
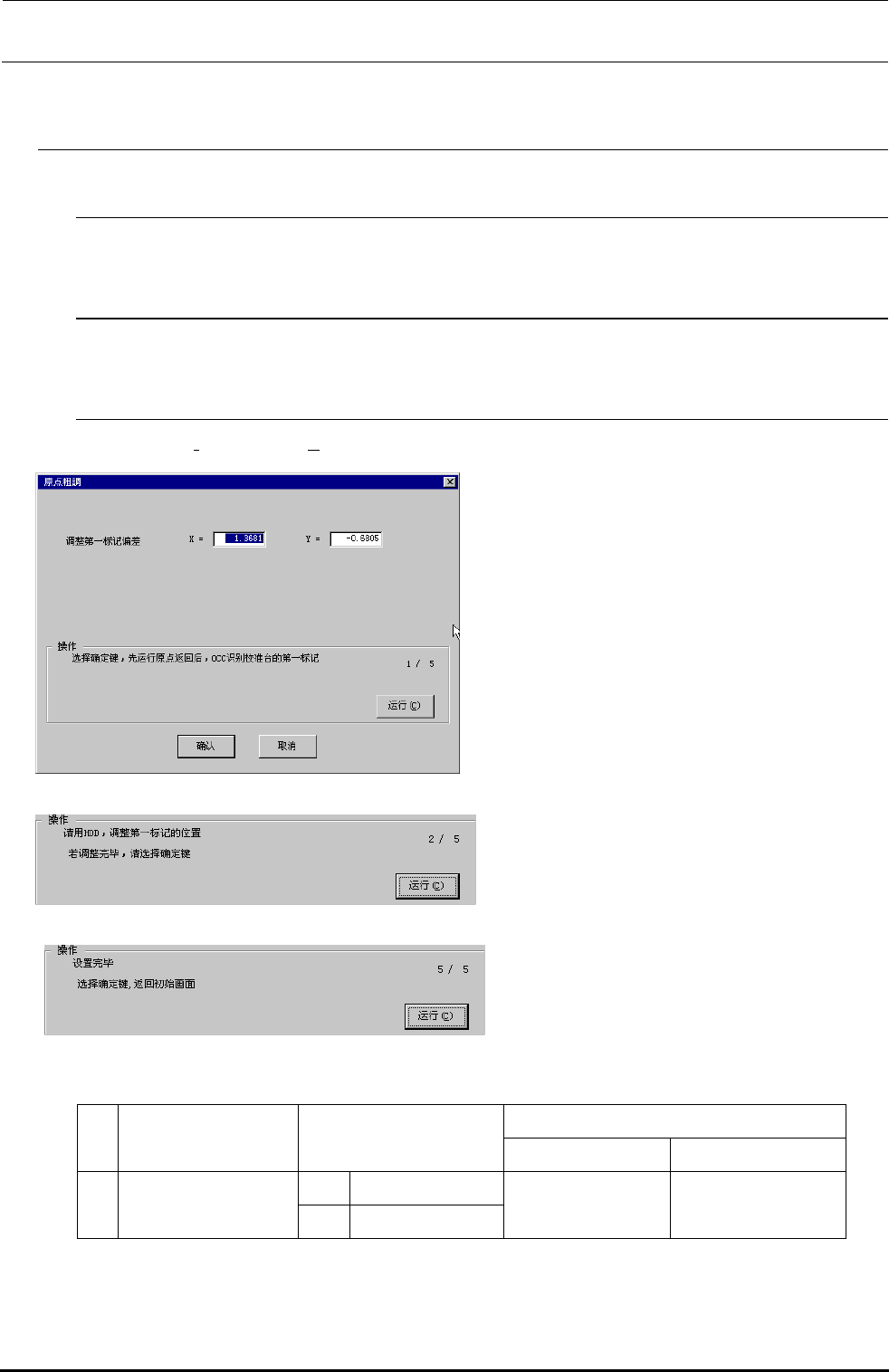
选择了[初期设定(I)][原点粗调(R)...]之后,写列的原点粗调画面显示出来。
<1/5
<1/5<1/5
<1/5画面
画面画面
画面>
>>
>
准备好之后,选择确认。
选择了确认,原点复位后、OCC识别移
动到CAL部第1标记的标记。显示与设计
值的偏差显示出来。
识别标记时,如果发生异常,清除偏差
显示
<2/5
<2/5<2/5
<2/5画面
画面画面
画面>
>>
>
看OCC的监视器,请用演示,把第1标
记调整到视野的中心。(没有变更也请进
行一次演示。)
<5/5
<5/5<5/5
<5/5画面
画面画面
画面>
>>
>
设定结束。
确认了选择之后,返回到初期操作画面。
选择确认 OK 之后,确认通知显示,进行通常(有 CAL 部第 1 标记识别)的原点复位。
No
项目 MSP 允
位置
MSP
不良
异常点 调整(检查项目)
1 第 1 标记偏差 X -2.0~4.0 ㎜ 原点复位不动作
Y -1.0~5.0 ㎜
Rev.2.00
MS 参数
参数参数
参数
3-3
3
33
3-
--
-3.
3.3.
3. XY
XYXY
XY 修正系数
修正系数修正系数
修正系数
3-3.1. 功能
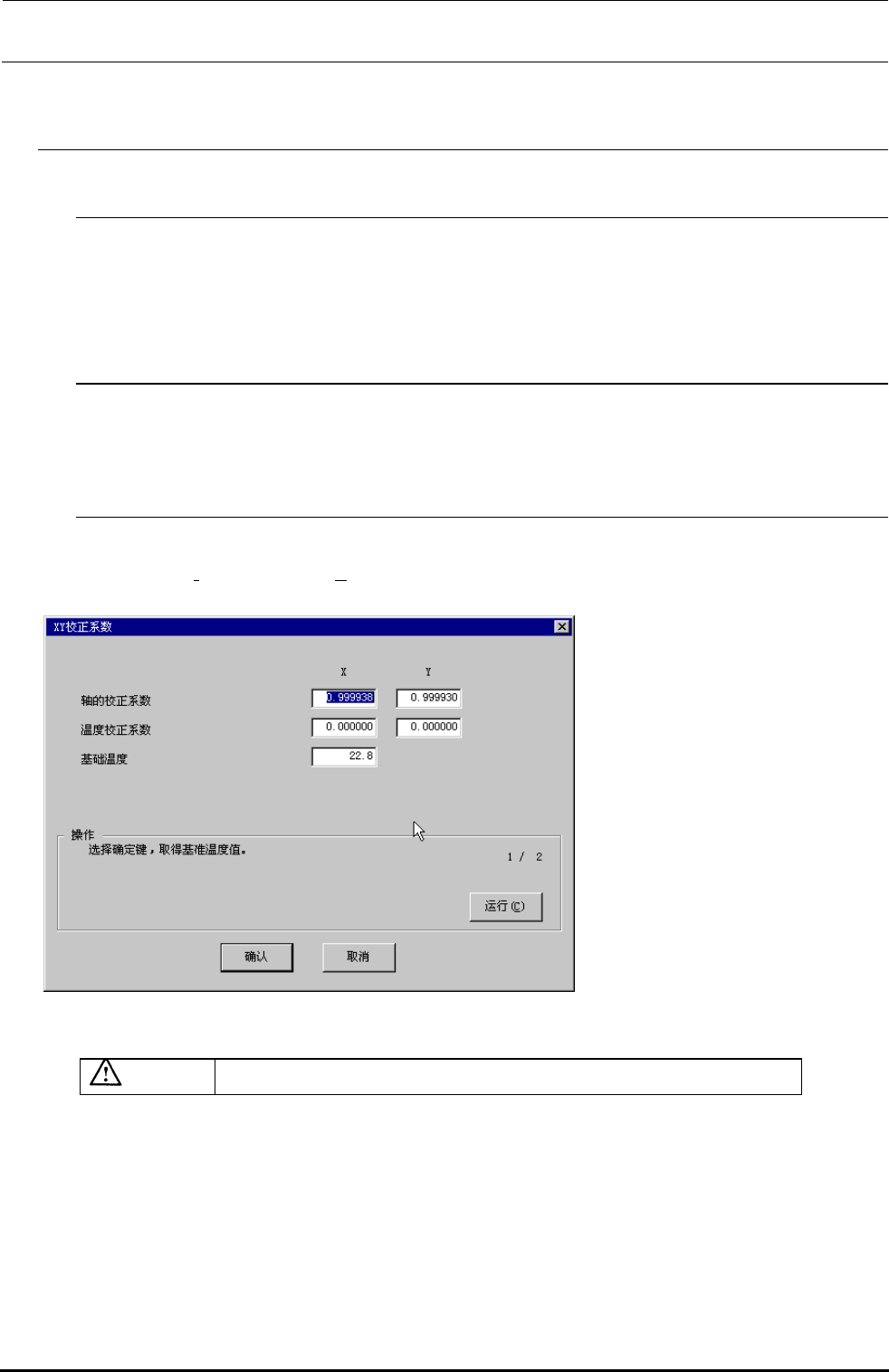
出货前,在工程用激光测长器输入了实际移动距离和比较了电磁标尺的输出值计算值。因此,本项目
只有在 JUKI 有指示时实行变更。
3-3.2. 使用夹具
激光测长器
3-3.3. 操作
选择了[初期设定(I)][XY 修正系数(X)...]之后,下列 XY 校正系数画面被显示。
注意 测定仅在工厂进行。万一,轴校正系数不明时,请输入 1.000000。
Rev.2.00
MS 参数
参数参数
参数
3-4
3
33
3-
--
-4.
4.4.
4. 附属装置
附属装置附属装置
附属装置(
((
(选项
选项选项
选项)
))
)
3-4.1. 功能
设定为安装附属装置。
3-4.2. 使用夹具
本设定不使用夹具。
3-4.3. 操作
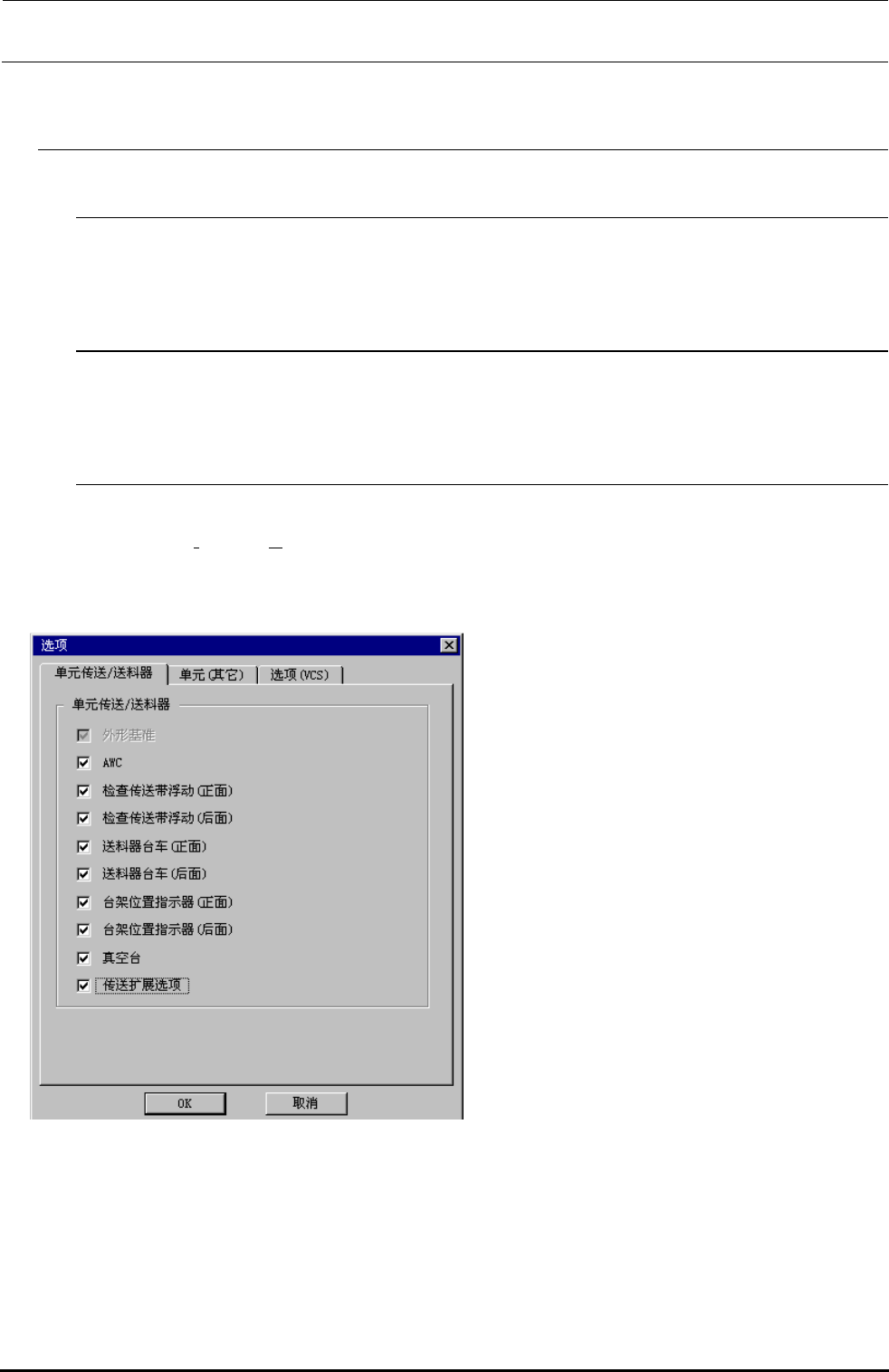
选择了[初期设定(I)][选项(O)][单元(U)...]之后,下列选项设定画面显示出来。
3-4-3-1.
3-4-3-1.3-4-3-1.
3-4-3-1.单元传送
单元传送单元传送
单元传送/
//
/供料器
供料器供料器
供料器
选择了单元传送/送料器之后,左图被显
示出来。
把安装的单元变更为为安装之后,机器
设置的“使用单元”便自动变成“不使用”。
追加单元等,从未安装变更为安装之后,
机器设置的“使用单元”自动地变成“使
用”。
“传送扩展选项”仅在机器设定为“L 基
板”对应机器时有效。