CX-1_MS.pdf - 第32页
Rev.2.00 MS 参数 参 数 参 数 参 数 3-12 3 3 3 3 - - - - 6. 6. 6. 6. X X X X 轴 弯 曲校 正 轴弯 曲 校 正 轴弯 曲 校 正 轴弯 曲 校 正 3-6.1. 功能 为了校正 X 轴弯曲状态的贴装位置,测定 X 轴的弯曲状态 。 需要使用特殊夹具,仅在工厂可以进行设定 。 3-6.2. 使用夹具 使用特殊夹具。不登记夹具 。 3-6.3. 操作 选择了 [ 初期设定 (I)]…
Rev.2.00
MS 参数
参数参数
参数
3-11
No.
项目 设定内容
3 3-3 小型信号灯
安装机器
小型信号灯安装规格
[ ]:未安装
[]:安装
4
3-4 半自动废弃箱的使用 半自动废弃箱安装规格
[ ]:未安装
[]:安装
5
3-5 不管吸嘴外形检查 不管吸嘴外形检查的规格
[ ]:检查吸嘴外形
[]:不检查吸嘴外形
6
3-6Z 轴上升后,XY 轴开始移动
(不进行最适合 Z 控制)
是否进行最适合Z轴控制的设定
[ ]:Z轴上升结束前,开始 XY 移动
(进行最适合Z轴控制)
[]:Z轴上升结束后、开始 XY 移动
(不进行最适合Z轴控制)
7
3-7 不使用激光算法
18,
-
18
。
激光算法的规格
[ ]:使用激光算法 18,-18
[]:使用激光算法 14,-14
8
3-9 更换吸嘴时,检查 XY 坐标。 对更换吸嘴时是否进行坐标检查作设定
[]:检查
[ ]:不检查
9
3-10 安装/归还吸嘴时,对 Z 轴的下降速度
进行两个阶段控制。
安装/归还吸嘴时,对 Z 轴的下降速度进行两级控制
[]:进行两级控制
[ ]:不进行两级控制
10
3-11 安装吸嘴时进行吹气控制 对安装吸嘴时是否进行吹气控制作设定
[]:进行吹气控制
[ ]:不进行吹气控制
11
3-12 没有检测到吸嘴时检测激光单元故障
功能
没有检测到吸嘴时检测激光单元故障
[]:检测
[ ]:不检测
12
3-13 校准块识别结果监视 对校准块识别结果进行监视的工序
[]:监视
[ ]:不监视
13 3-14 跟踪贴片时识别元件 编辑程序之跟踪贴片时的识别动作
[]: 将 BOC、IC 标记从左下、右上、左上、右下方移
动至标记位置,以 4 次识别结果的平均值作为标
记位置进行校正。
[ ]: 对 BOC、IC 标记只识别 1 次即进行校正。(历来
的方法)
14 3-15 高精度标记识别 生产之跟踪贴片时的识别动作
[]: 将 BOC、IC 标记从左下、右上方移动至标记位置,
以 2 次识别结果的平均值作为标记位置进行校
正。
[ ]: 对 BOC、IC 标记只识别 1 次即进行校正。(历来
的方法)
15 3-16 XY 轴动作时速度制限机能 对生产中的 XY 轴移动速度加以限制。
从“无”“慢”
“中”“快”中选择
※不是 CE 标记规格的装置,设定为 CE 标记之后,伺服异常,请注意。
Rev.2.00
MS 参数
参数参数
参数
3-12
3
33
3-
--
-6.
6.6.
6. X
XX
X 轴弯曲校正
轴弯曲校正轴弯曲校正
轴弯曲校正
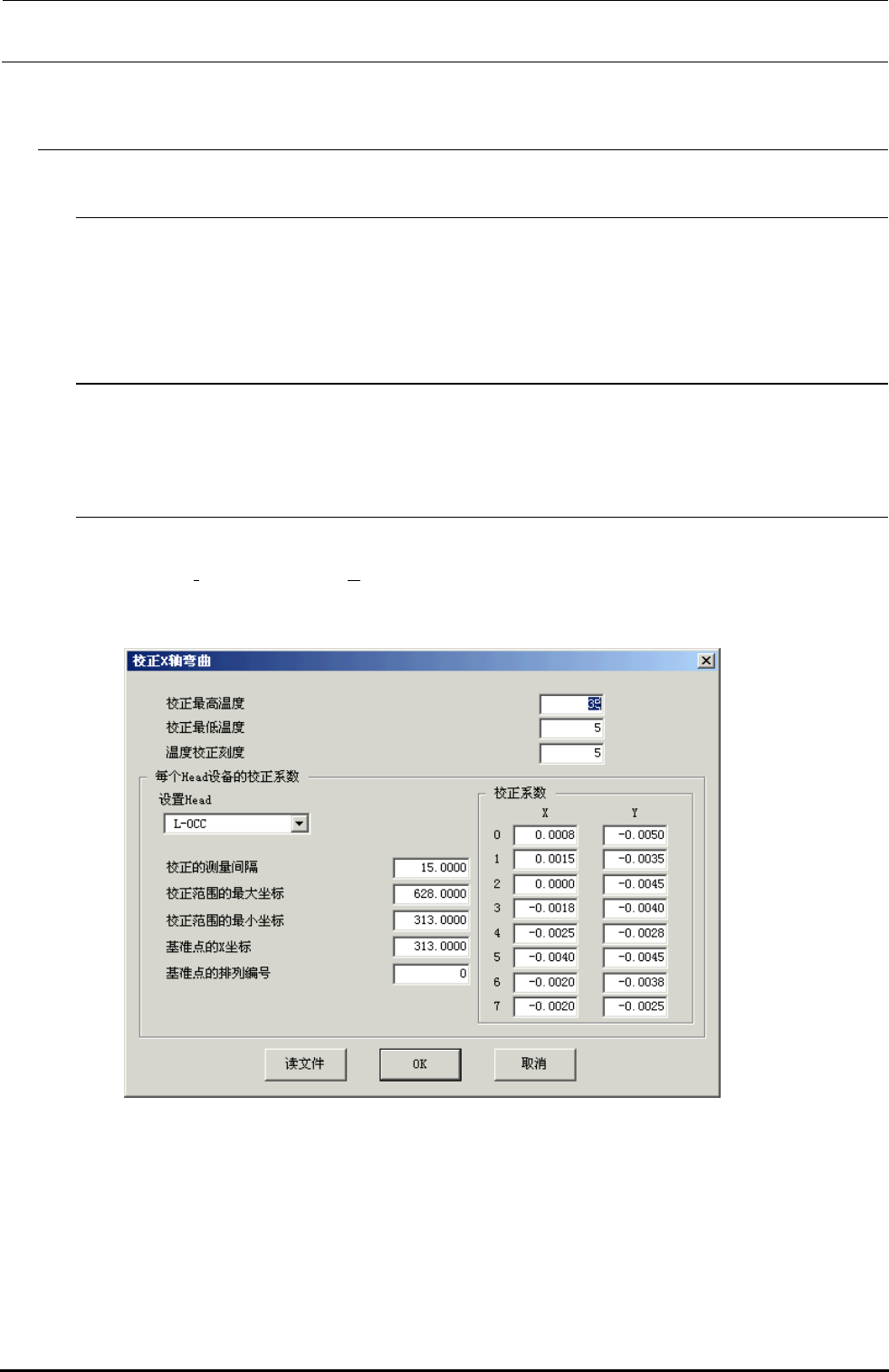
3-6.1. 功能
为了校正 X 轴弯曲状态的贴装位置,测定 X 轴的弯曲状态。
需要使用特殊夹具,仅在工厂可以进行设定。
3-6.2. 使用夹具
使用特殊夹具。不登记夹具。
3-6.3. 操作
选择了[初期设定(I)][校正 X 轴弯曲(A)]之后,显示出下面的校正 X 轴弯曲的画面。
用电子计算机计算测定结果,请取得校正系数。
.
Rev.2.00
MS 参数
参数参数
参数
3-13
3
33
3-
--
-7.
7.7.
7. X
XX
X 轴直角调整
轴直角调整轴直角调整
轴直角调整
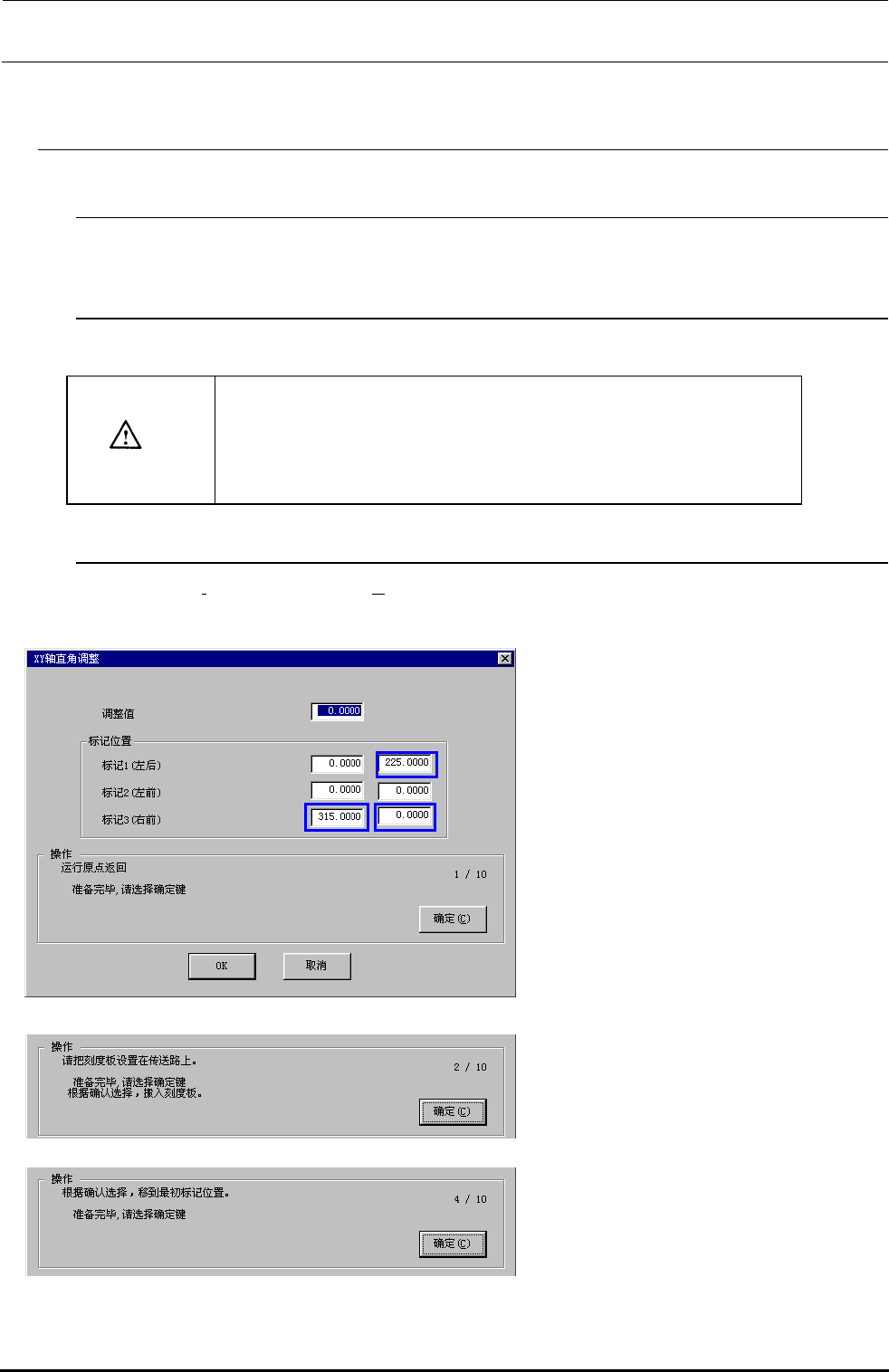
3-7.1. 功能
运行原点返回时,为了得到直角而计算出扭转 X 轴的调整值。
3-7.2. 使用夹具
映射玻璃基板:40039357
注意
· 请绝对不要使用支承销。
如果安装有特别定制的垫片时,可以下降相当基板厚度的距离,
以避免夹紧时碰到映射玻璃模具基板。
· X 轴夹钳请勿使用。(请固定在离开基板的地方。)
· 由于映射玻璃模具基板是易碎物品,故请小心操作。
3-7.3. 操作
当选择[初始设定(I)][ X 轴直角调整(D)]后,将显示以下的 X 轴直角调整值设定对话框。请以计算
机计算测定结果,设定修正系数。
<
<<
<操作
操作操作
操作・1/10>
・1/10>・1/10>
・1/10>
请以 3 维测定器测定模具基板的标记位
置,按运行键。将调整值初始化,运行原
点返回。
请将映射玻璃基板上以标签机打印的数
字输入到左图所示的 3 个方框内。
<
<<
<操作
操作操作
操作・2/10>
・2/10>・2/10>
・2/10>
请把比例尺板放在能够从新夹紧的位置。
准备完毕后,请按运行键。将比例尺板夹
紧。
<
<<
<操作
操作操作
操作・3/10>
・3/10>・3/10>
・3/10>
移动到最初的标记位置。