CX-1_MS.pdf - 第53页
Rev.2.00 MS 参数 参 数 参 数 参 数 4-18 <操 作 ・4/ 4> <操 作 ・4/ 4> <操 作 ・4/ 4> <操 作 ・4/ 4> 设定完毕 。 选择了确认之后,返回到初期设定画面 。 4-3.4. MSP 許容値 M S P 值 异 常 时 N o 项 目 M S P 允 许 值 异 常 点 检 查 ( 更 换 ) 项 目 X ± 0 . 0 2 5 m m 1 组 装 精 度 Y ± 0 . 0 2 5 …
Rev.2.00
MS 参数
参数参数
参数
4-17
4
44
4-
--
-3.
3.3.
3. CAL
CALCAL
CAL 部偏差
部偏差部偏差
部偏差
请把校准块擦干净后再操作。
4-3.1. 功能
测定 CAL 块的第 1 标记和第 2 标记的位置,计算出 2 个标记的中心位置。
如果第 1 标记和第 2 标记上有污染,则不能正确取得偏差。倘若标记未被识别为圆形时,请把校
准块擦干净后从新作业。
4-3.2. 使用夹具
本设定不使用夹具。
4-3.3. 操作
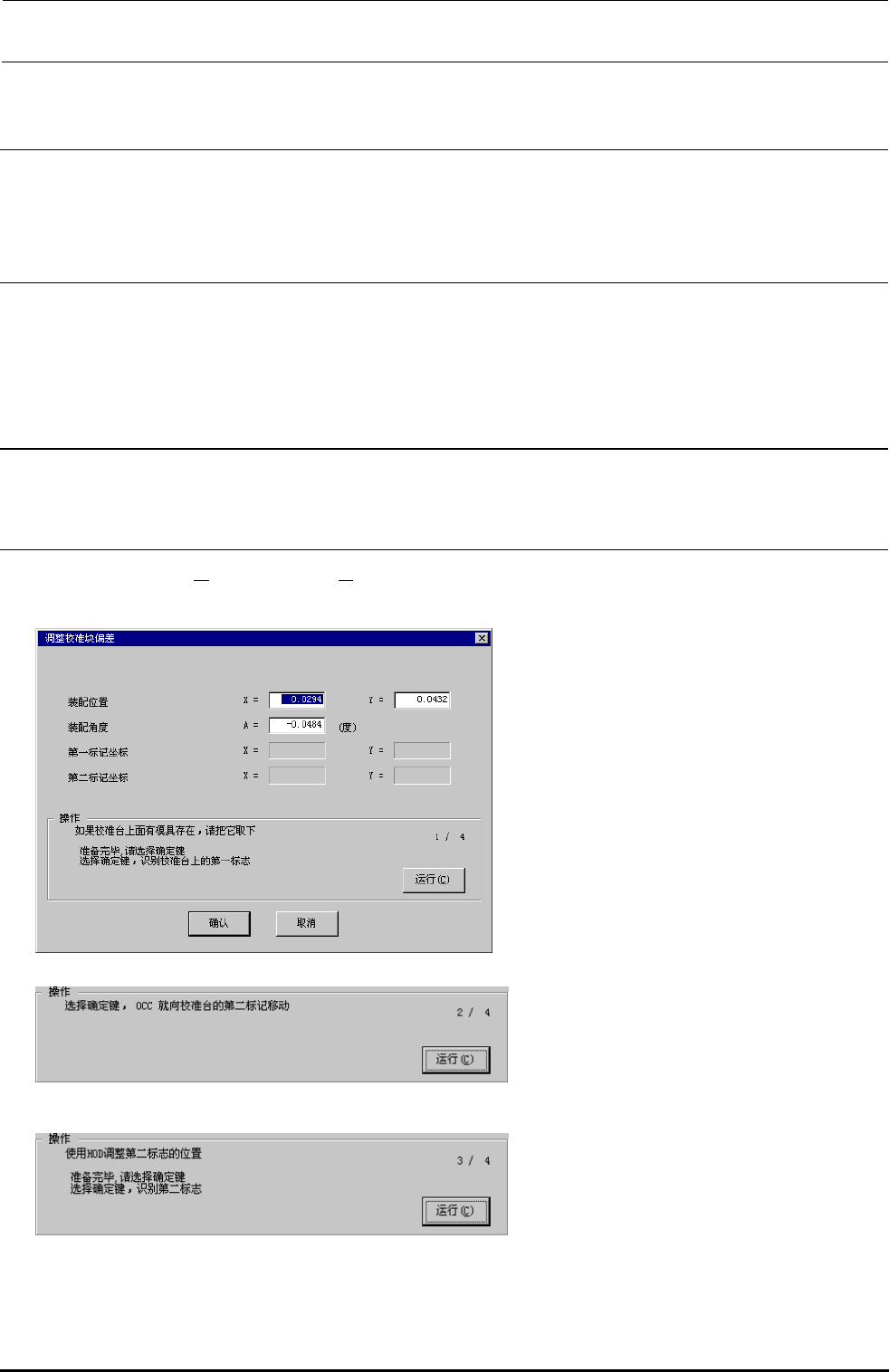
选择了[偏差设定(O)][CAL块偏差(C)...]之后,显示出下面的CAL块偏差设定画面。
<
<<
<操作
操作操作
操作・1/4>
・1/4>・1/4>
・1/4>
CAL 块上有夹具时,请卸下夹具。
准备完毕,请选择确认。
选择了确认之后,用 OCC 识别 CAL 块的
第 1 标记,显示取得的坐标。
准备完毕,请选择确认。
<操作・2/4>
<操作・2/4><操作・2/4>
<操作・2/4>
选择了确认之后,OCC 移动到 CAL 块的
第 2 标记。
<
<<
<操作
操作操作
操作・3/4>
・3/4>・3/4>
・3/4>
用演示,把监视器的十字游标调整到第 2
标记的中心,然后按 HOD 确认键。
調整する必要がないときは、ティーチングする必要はありません。 准备完毕,请选择确认。
选择了确认之后,用 OCC 识别 CAL 块的第2标记位置,显示取得的坐标。
用取得的第 1 标记和第 2 标记坐标计算新的 CAL 块中心位置偏差和倾斜度。
Rev.2.00
MS 参数
参数参数
参数
4-18
<操作・4/4>
<操作・4/4><操作・4/4>
<操作・4/4>
设定完毕。
选择了确认之后,返回到初期设定画面。
4-3.4. MSP 許容値
MSP值异常时 No
项目
MSP允许值
异常点 检查(更换)项目
X
±0.025mm
1
组装精度
Y
±0.025mm
CAL部的第1、2标记附近的
表面状态(伤痕、脏污等)。
2
组装角度
A
±0.1°
对在贴装头偏差等CAL螺丝
CAL块上自动贴装取得的MAP
值产生坏影响。
CAL块的组装精度
Rev.2.00
MS 参数
参数参数
参数
4-19
4
44
4-
--
-4.
4.4.
4. 贴装头偏差
贴装头偏差贴装头偏差
贴装头偏差
4-4.1. 贴装头偏差
4
44
4-
--
-4
44
4-
--
-1
11
1-
--
-1
11
1.
..
.功能
功能功能
功能
测定各贴装头的组装角度和 OCC 的组装位置。
4
44
4-
--
-4
44
4-
--
-1
11
1-
--
-2
22
2.
..
.
使用夹具
使用夹具使用夹具
使用夹具
・
・・
・40031355
4003135540031355
40031355:
::
:Cal
CalCal
Cal 螺丝
螺丝螺丝
螺丝 V
VV
V2
22
2
・
・・
・508
508508
508 吸嘴
吸嘴吸嘴
吸嘴
4
44
4-
--
-4
44
4-
--
-1
11
1-
--
-3
33
3.
..
.操作
操作操作
操作
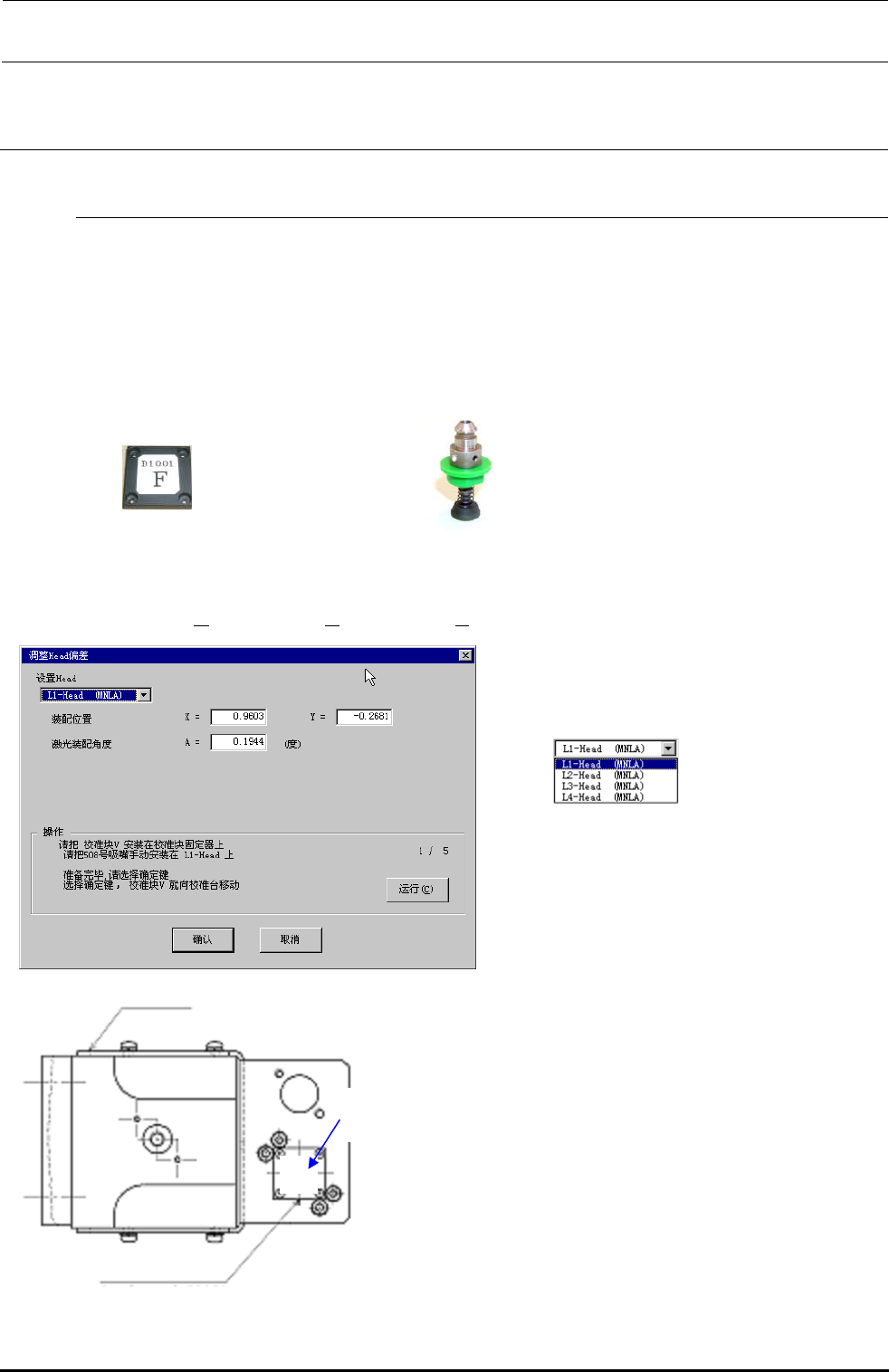
选择了[偏差设定(O)][Head 偏差(H)][Head 偏差(E)...]之后,显示出下面的贴装头偏差设定画面。
<
<<
<操作
操作操作
操作・1/5>
・1/5>・1/5>
・1/5>
按 Alt +↓键,显示出下列一览。
请选择设定对象贴装头。
不影响机器设置的“使用装置”的设定。没
有检查(设定为不使用)装值也可以选择。
请把 CAL 螺丝 V2 设置四到 CAL 螺丝上。把 508 号
吸嘴设置到设定贴装头上。
准备完毕,请选择确认。选择了确认之后,根据
设定贴装头,把 CAL 螺丝 V2 从 CAL 螺丝张力移动到
CAL 块。
CAL
螺丝
V2
CAL
块
F
FF
F
请把 F 朝向机器的前侧。