T-Solution2_User_Guide(Chi_Ver11.3)_部分1.pdf - 第467页
11-27 优化 PCB 程序 11.3.1.3. < 选项 > 选项卡 针对优化的实行及生产线平衡设置 相关选项。 < 线平 衡 > 群 设置优化实行方法。 < 清除事先配置的供料器。 ( 只适用于停止 的供料器 )> 复选框 删除事先配置的供料器中没有 固定的供料器。 < 搜索深度 > 组合框 快 在短时间内大略地实行优化 深的 在较长时间内精密地实行优化, ( 能…
11-26
{TzYG|˅Gn{TzYG|˅Gn
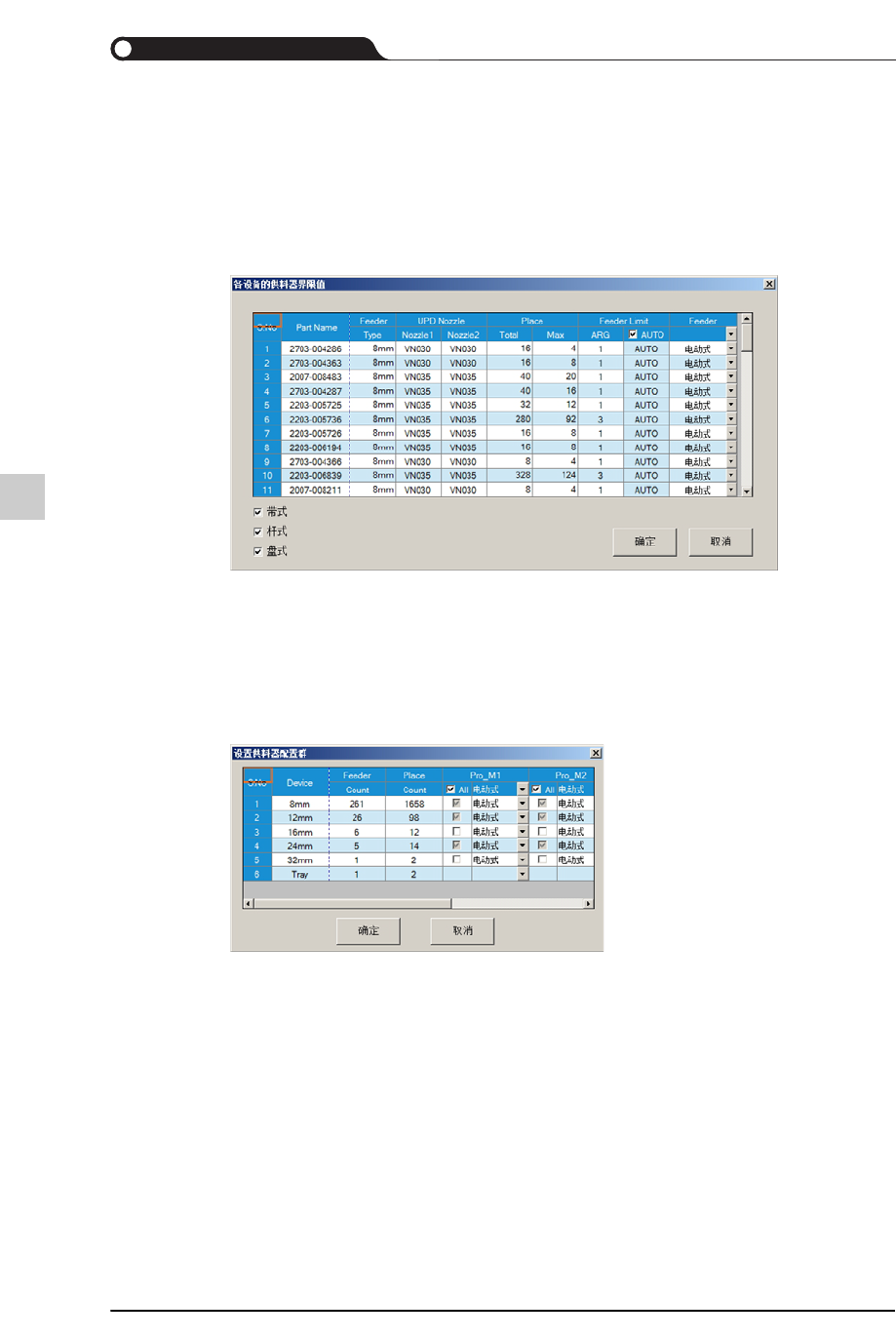
设备名
打开各' 设备的供料器限制值' 窗口后查看指定给设备的供料器的种类与数量、
各元件的贴装点数量。
在该窗口上修改的供料器限制数量与整体供料器限制数量无关,所设置的供料
器限制值只在优化个别设备单位时使用。
<只查看已> 群
选择显示在列表的供料器种类。
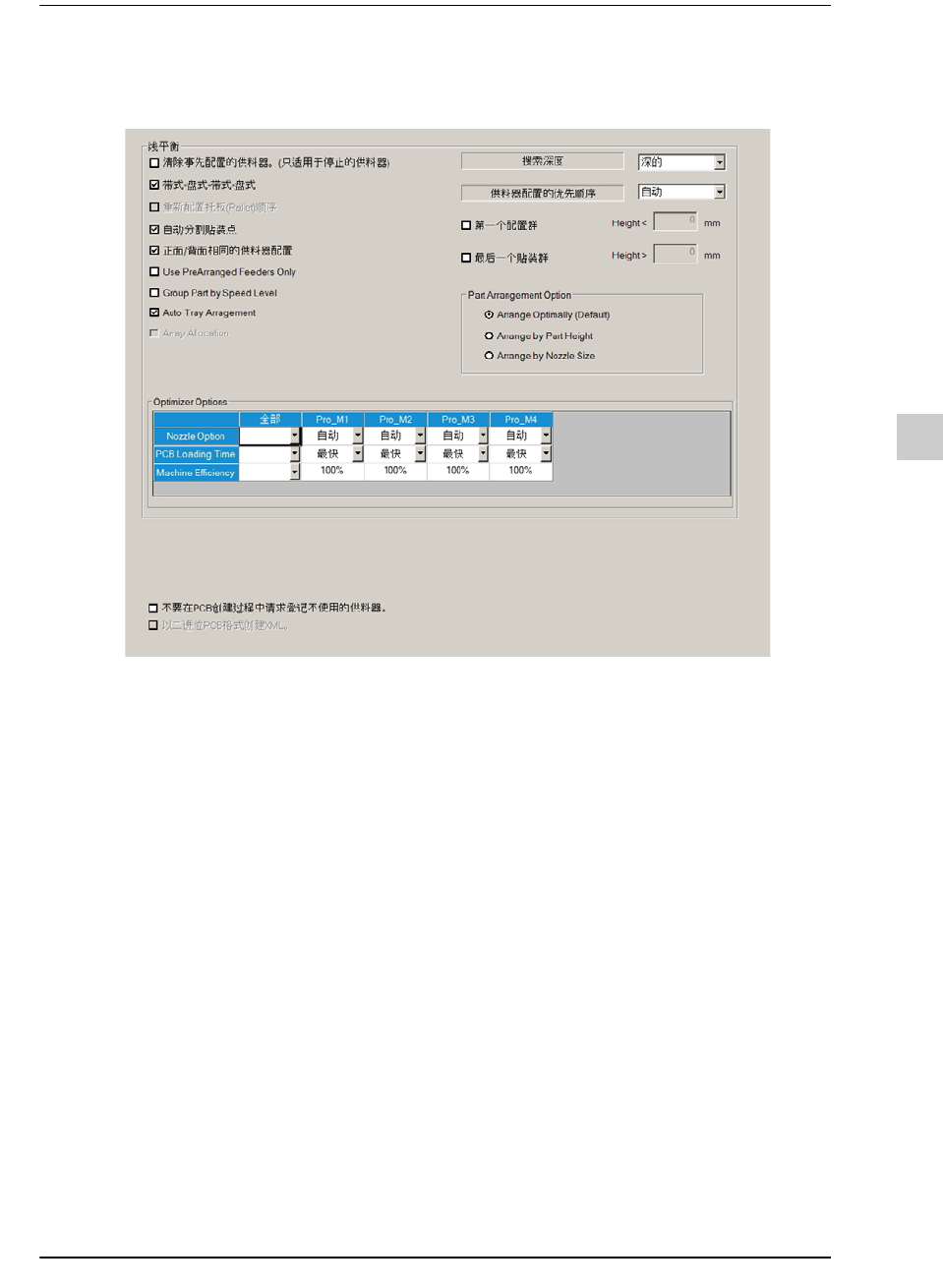
<设置供料器配置群> 按钮
针对各设备能够设置的供料器种类进行设置。更改设置后单击确定才能适用更
改事项。
11-27
优化PCB程序
11.3.1.3.
<选项>选项卡
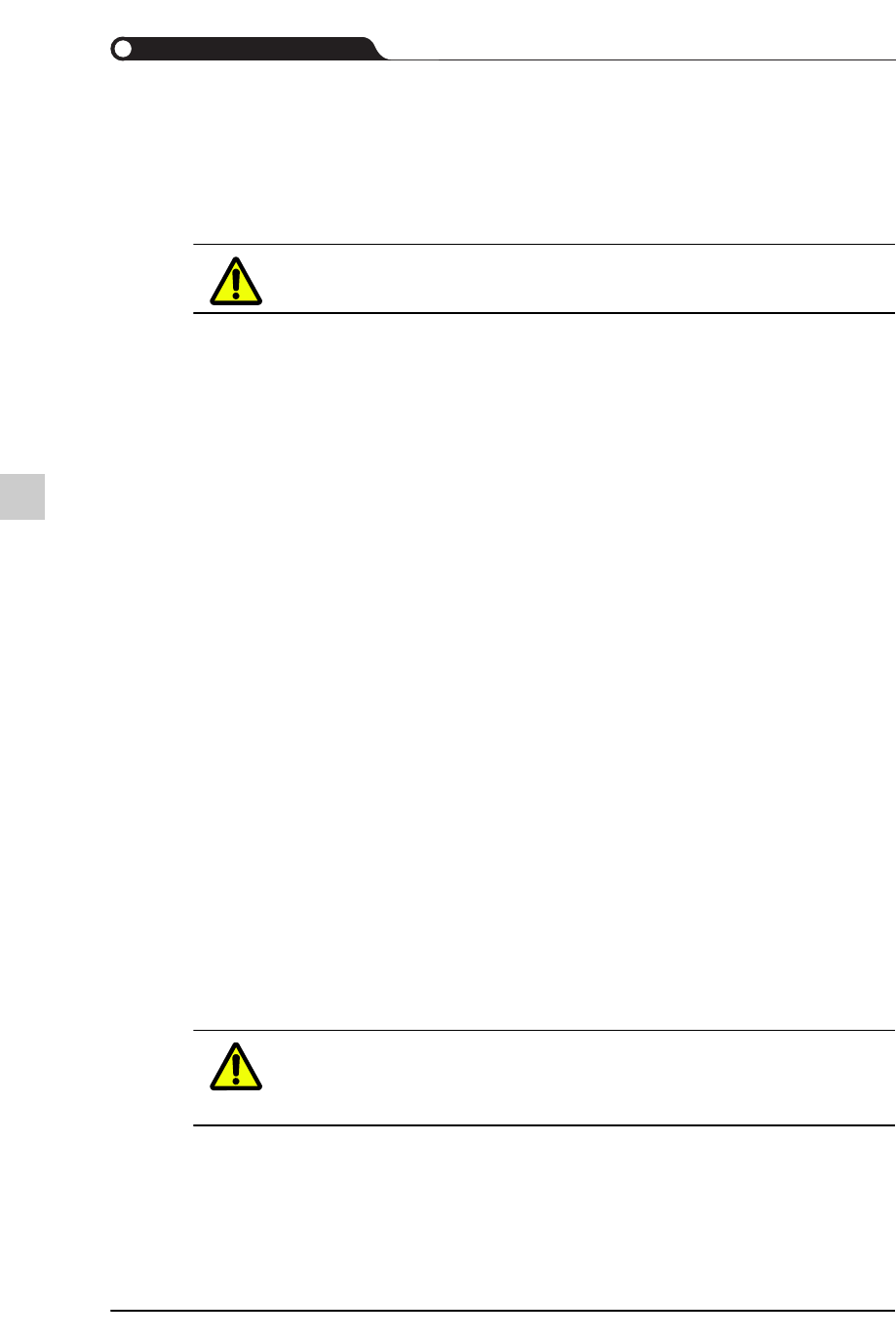
针对优化的实行及生产线平衡设置相关选项。
<线平衡>群
设置优化实行方法。
<清除事先配置的供料器。(只适用于停止的供料器)> 复选框
删除事先配置的供料器中没有固定的供料器。
<搜索深度>组合框
快
在短时间内大略地实行优化
深的
在较长时间内精密地实行优化,( 能够得到相对优于选择了"快" 选项时
的结果)
<供料器配置的优先顺序>组合框
需要选择预定生产的Lane并且改善该Lane的生产性时选择。 (自动 / 前面 /
后面)
11-28
{TzYG|˅Gn{TzYG|˅Gn
<第一个配置群>复选框
选择了该选项时,可以在右侧编辑框上输入生产线的第一个设备需要贴装
的元件的条件。让第一个设备贴装其高度小于此处所输入的值的元件。选
择了该选项时,可以改变所设置的可用供料器数量。
注意 选择了该功能时,可以改变所设置的可用供料器数量。
<最后一个贴装群>复选框
选择了该选项时,可以在右侧编辑框上输入生产线的最后一个设备需要贴
装的元件的条件。让最后一个设备贴装其高度大于此处所输入的值的元
件。
<带式-盘式-带式 - 盘式>复选框
选择了该选项时,就会如下设置,在贴装盘装元件(由盘式供料器供应的元
件)后贴装其它盘装元件之前,贴装带式供料器所供应的元件。
<重新配置托板(Pallet)顺序>复选框
选择了该复选框时,把手动指定给盘式供料器的元件自动配置到托板上。
<自动分割贴装点>复选框
针对特定元件的贴装点过多时,安装了供应该元件的带式供料器的设备会
过多地承受负荷而让整体生产线的负荷平衡恶化。
选择了该选项时,根据供应该元件的供料器的最大的可容纳数量把该元件
的贴装点自动移动到其它设备以改善生产线的负荷平衡状态。
<正面/背面相同的供料器配置>复选框
需要在正面与背面的供料器底座上相同地配置供料器时请选择该选项。
选择了该选项时,由于正面与背面供料器底座的供料器配置内容相同,因
此可以不区分正面与背面地使用对接台车。
<Use PreArranged Feeders Only>复选框
不配置新供料器而只使用已经配置的供料器实行优化。在选择了该选项的
状态下配置新供料器后实行优化时会发生错误。实行再优化时请选择该选
项。
注意 在选择了该功能的状态下配置新供料器后实行优化时会发生错
误。实行再优化时请选择该功能。
<Group Part by Speed Level>复选框
按照设定给元件的速度参数相同的各元件设置贴装顺序,能够防止由于元
件之间的操控速度(handling speed)差异而导致的低效率。