雅马哈Y-FACT标准功能使用说明书.pdf - 第187页
4 64 45 3- S0- 00 2 个 3 。 在 “ 乘法 部 件 ” 对 话 框 框 出 现 。 。 在 “ 乘号 ” 中 框 ,设 置 要在 其 中划 分 零件 的 进纸 器 数量 。 “乘零件”对话框 设置要分割零件的数量。 64 45 4- S0- 00 4-34 4 。如 果 使 用 的 分 割 部 分 作 为 替 代 零 件 , 选 择 了 “ 选 择 替 代 零 件 ” 检查 框。 参考 当分开的零件被指定为替代零件…

送纸器移动到的新位置。
64452-S0-00
3
保存数据。
按照上一 节“ 3.5保存板数据”中的说明保存已编辑的板 数据。
4
4-33
3.7 划分零件
可以将装载在一个进纸器上的零件分开,以便从两个或多个进纸器提供零件。这会缩短
大量使用相同类型的零件时,将零件安装在一块板上所需的时间。
1个
选择要分割的部分。
在进纸盘布局上,双击要分割的零件的进纸器。
所选零件的进纸器用虚线包围。
当零件设置信息列表显 示在上方的网格中时,选中的零件行将突出显示。
参考
当零件设置信息列表显示在上方的网格中时,您也可以通过单击其行来选择零件。
2个
执行“零件划分”命令。
1个。 从右键单击时出现的上下文菜单(右键单击菜单)中选择“零件划分”
在供料器上单击 按钮以选择所选零件。
选择“零件划分”命令
4
64453-S0-00
2个
3
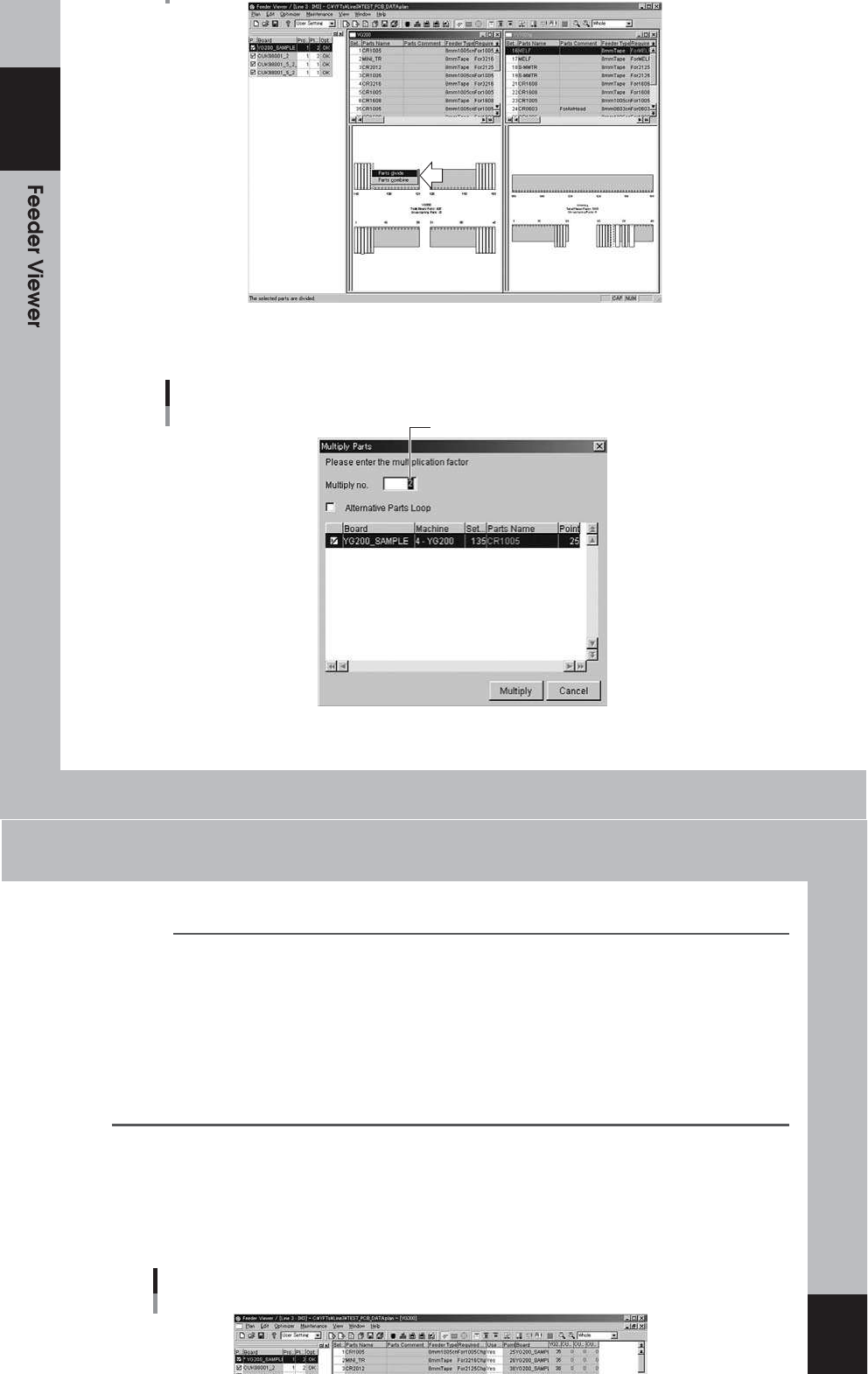
。在 “乘法 部件”对话框 框 出现。
。 在“乘号”中 框,设置要在其中划分零件的进纸器数量。
“乘零件”对话框
设置要分割零件的数量。
64454-S0-00
4-34
4。如果 使用 的 分割 部分 作为 替代 零件, 选择 了 “选择 替代 零件” 检查 框。
参考
当分开的零件被指定为替代零件时,可以使用源零件数据和分开的零件数据
通过像循环一样进行以下设置,将它们彼此替换。
[范例1]
•
•
[范例2]
•
•
•
5
6
。
。
单击[乘法]按 钮以分割零件数据。
当出现对话框指 示零件数据已被分割时,单击[确定]按钮以
退出此功能并关 闭对话框。
3
更改分开部分的进纸器设置位置。
通过覆盖已划分的供料器,可以在供料板布局上显示用于已划分零件的供料器
在hesourcepar feeder上。移动hefeedersfordividedpars ooherposiions。
移动分料器
4
Iꢂꢀꢁprꢊꢃꢉoiꢁꢁhꢁrfeeni电视TI eifꢅꢋ niꢅꢃsnꢃꢌhꢁveꢀꢁprꢊꢃꢉoꢁniꢊꢃꢉꢋ, mꢁꢇe这 里 TN ꢆrꢁrꢂꢃꢄꢃꢌrꢍ
硒他ꢎꢏ ꢄe PN ꢁ电视eꢐꢁprꢎꢀꢁꢁmeepꢃꢂꢀꢁprꢊꢃꢉoꢋꢃ ꢎꢉ
硒他ꢎꢏ ꢄe PN ꢁ电视eꢐꢁprꢎꢀꢁꢁmeepꢃꢂꢀꢁprꢊꢃꢉꢋꢃ ꢎo ꢎꢉ
Iꢂꢀꢁprꢊꢃꢉoiꢁꢁhꢁrfeeni电视TI eifꢅꢑ niꢅꢃsnꢃꢌhꢁveꢀꢁprꢊꢃꢉo, ꢊꢃꢉꢋꢁniꢊꢃꢑ, mꢁꢇe这 里 TN ꢆrꢁrꢂꢃꢄꢃꢌrꢍ
硒他ꢎꢏ ꢄe PN ꢁ电视eꢐꢁprꢎꢀꢁꢁmeepꢃꢂꢀꢁprꢊꢃꢉoꢋꢃ ꢎꢉ
硒他ꢎꢏ ꢄe PN ꢁ电视eꢐꢁprꢎꢀꢁꢁmeepꢃꢂꢀꢁprꢊꢃꢉꢋꢑꢃ ꢎꢉ
硒他ꢎꢏ ꢄe PN ꢁ电视eꢐꢁprꢎꢀꢁꢁmeepꢃꢂꢀꢁprꢊꢃꢑꢃ ꢎo ꢎꢉ
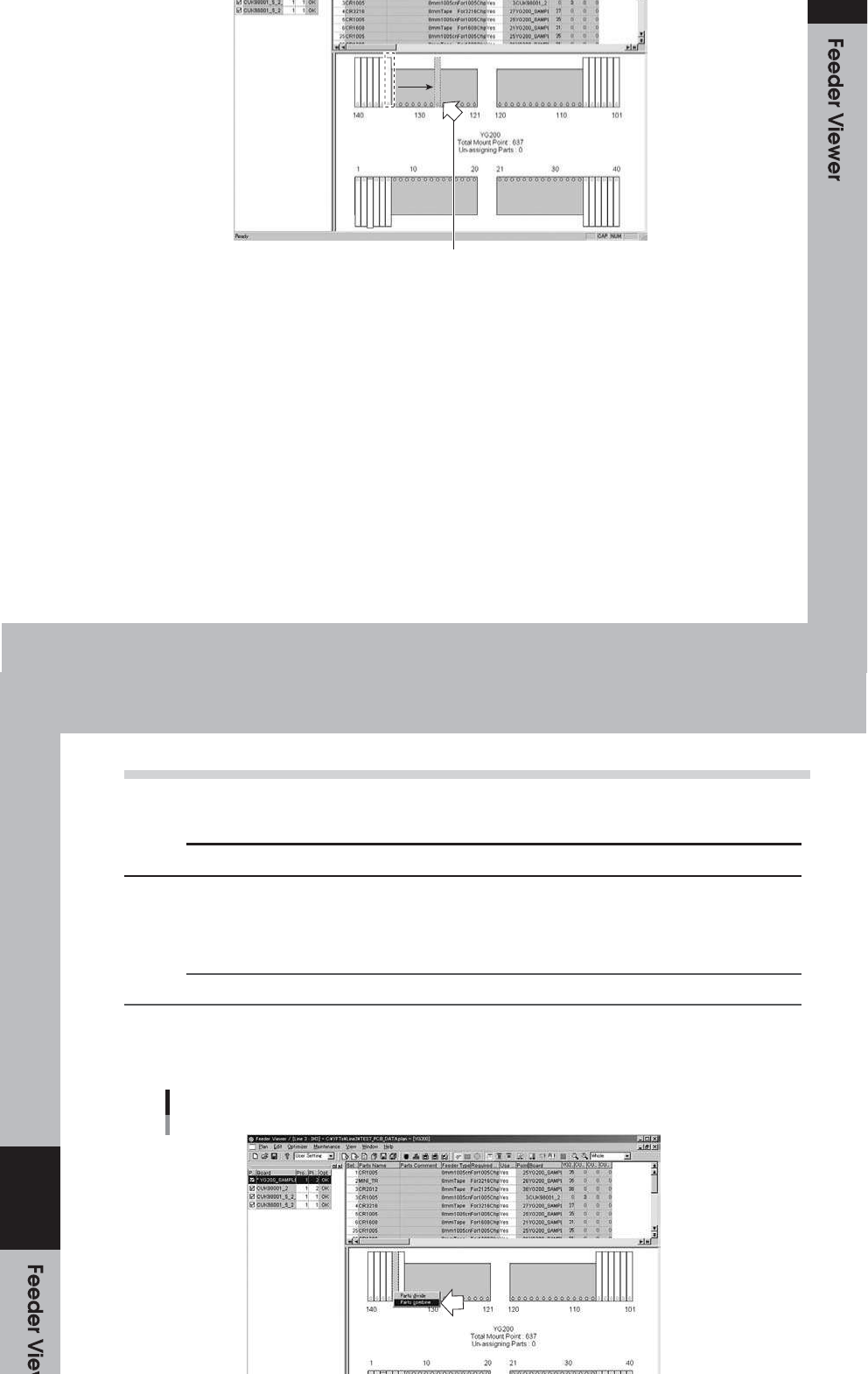
通过拖放移动进纸器。
64455-S0-00
4
保存数据。
4-35
3.8 组合零件
将相同类型的零件装入两个或多个不同的进纸器时,可以将这些零件组合在一起,以便
它们由一台进纸器提供。
警告
C
要组合部件,其名称和在电路板数据中注册的进纸器类型必须相同。
1个
选择要合并的部分。
在供料盘布局上,双击要组合的零件的供料器。
所选零件的进纸器用虚线包围。
当零件设置信息列表显 示在上方的网格中时,选中的零件行将突出显示。
参考
当零件设置信息列表显示在上方的网格中时,您也可以通过单击其行来选择零件。
2个
执行“零件合并”命令。
1个。 从右键单击时出现的上下文菜单(右键单击菜单)中选择“零件合并”
在供料器上单击 按钮以选择所选零件。
选择“零件合并”命令
4