雅马哈Y-FACT标准功能使用说明书.pdf - 第59页
2 个 -31 ● 铅 零 件 当 贴片 机 的电 路 板数 据 包含 以 下引 线 零件 时 ,对 于 每个 零 件, 转 换后 的 检查 数 据对 每 个零 件 有 1 步 。 身 体检 查 ,每 个 引线 侧 进行 1 步检 查 引线 。 因 此, 如 果零 件 的所 有 4 个 侧 面都 具 有引 线 ,则 转 换后 的 检查 数 据将 具 有 1 个 身体 检 查步 骤 和 4 个 引线 检 查 步 骤, 共 5 个 步 骤。…
2个-30
”下文描述了通过每种对齐方式转换检查步骤的方式。
●
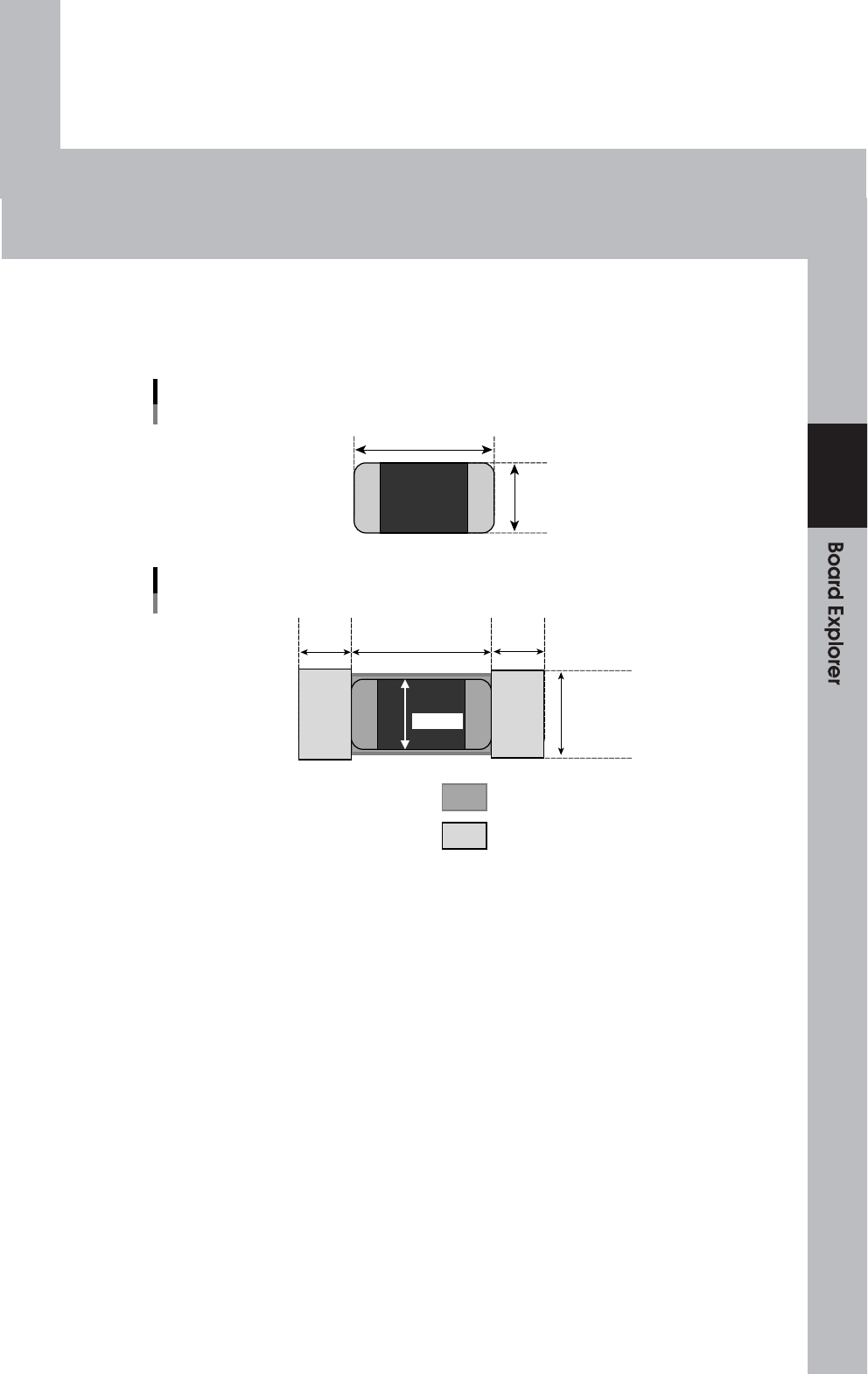
芯片零件
当贴片机的电路板数据包括如下所示的芯片零件并执行转换时,针对贴片机的每个贴装位置
零件,此转换将零件主体检查的第一步设置为焊锡检查的步骤设置为两步。
芯片零件
X(毫米)
2个
Y(毫米)
63200-S0-00
VADMIC芯片零件检查数据
X / 3 X X / 3
Y + 0.2毫米
Y x1.1
零件本体检查步骤
焊锡检查步骤
63205-S0-00
但是,当零件尺寸超过10mm时,将零件本体检查步骤的Y尺寸设置为Y尺寸+ 1.0mm。
每个步长设置如上图所示。
2个-31
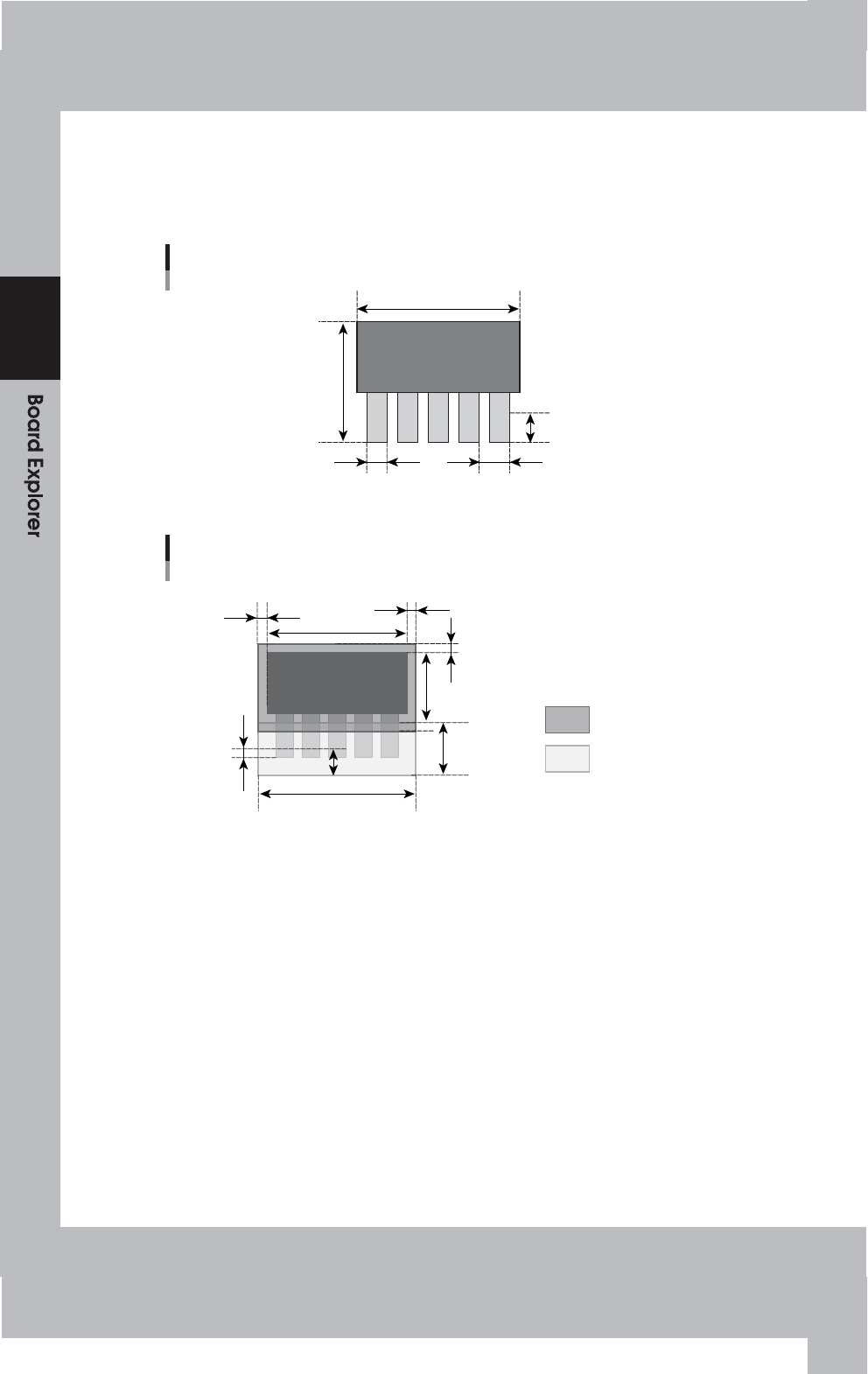
● 铅零件
当贴片机的电路板数据包含以下引线零件时,对于每个零件,转换后的检查数据对每个零件有1步。
身体检查,每个引线侧进行1步检查引线。
因此,如果零件的所有4个侧面都具有引线,则转换后的检查数据将具有1个身体检查步骤和4个引线检查
步骤,共5个步骤。
铅零件
X(毫米)
2个
Y(毫米)
反射引线长度S mm
引线宽度T mm 引线间距U mm
63201-S0-00
铅零件的VADMIC检查数据
X x 0.05 X x 0.05
X
(Y - S)x 0.05
ÿ -小号
零件本体检查步骤
铅检查步骤
尺寸x 2.5
S / 2
口径x 1.25
(V-1)x U + T + 0.2
63202-S0-00
身体检查的检查步骤仅设置为无引线尺寸,增大尺寸0.05倍(最大0.5毫米)。
但是,对于特殊铅零件,其设置如下“其他零件”。
2个-32
● 其他部分
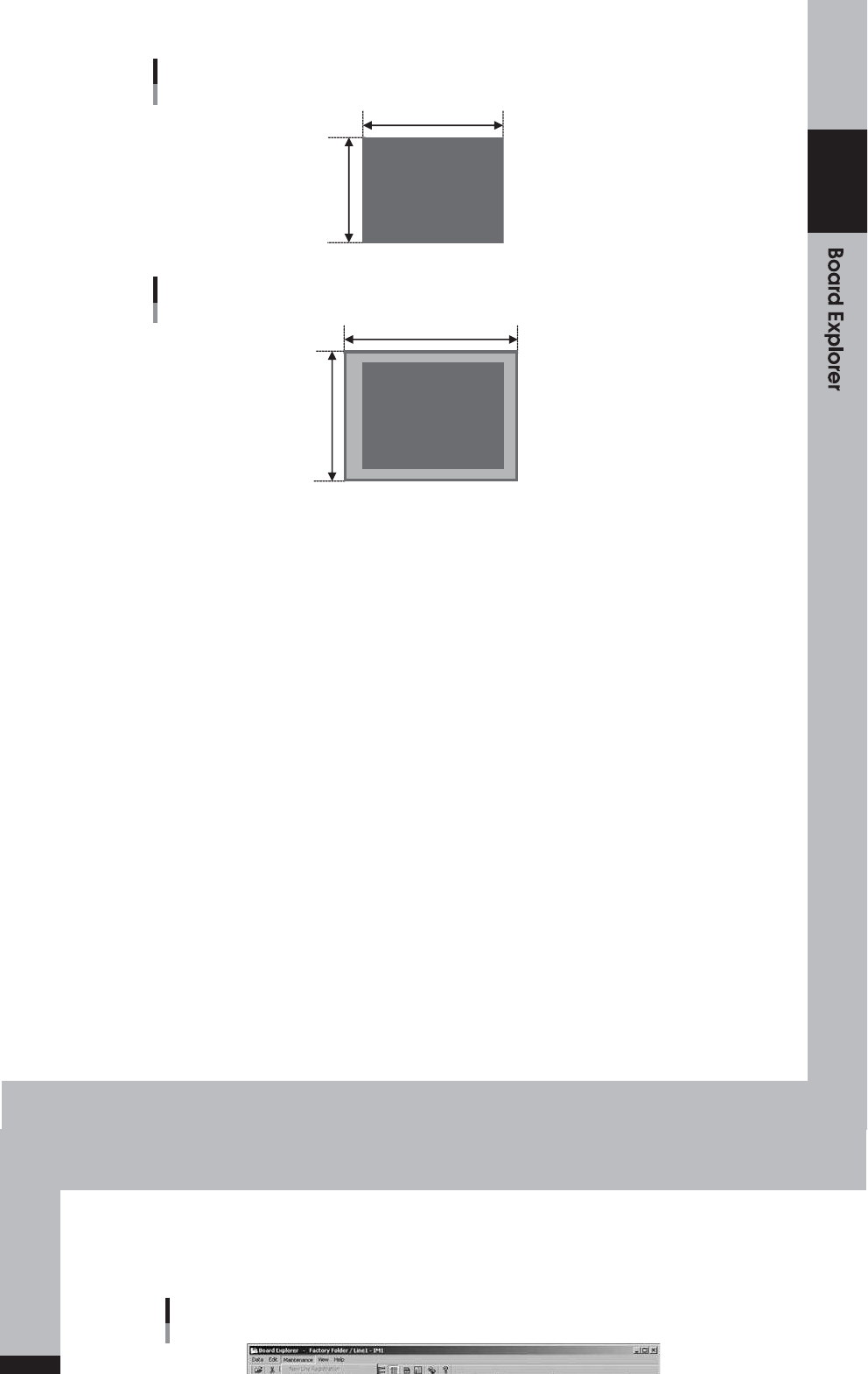
对于其他零件,如BGA,检查步骤设置为零件尺寸的1.1倍(最大边距为0..5mm,对于
每侧)如下。
其他零件(芯片和引线零件除外)
X(毫米)
Y(毫米)
2个
63203-S0-00
VADMIC其他零件的检查数据
X * 1.1
Y * 1.1
63204-S0-00
对于每个检查步骤,通过数据转换,默认数据设置如下。
•
•
•
•
•
•
•
•
•
•
•
•
检验状态 : VADMIC
参考编号 : 贴装板 数据的 图案名称
零件名称
肢体名称
安装块号
角度
: 贴装板 数据的 零件名称
: 在对应 表中 设置的零件名称
: 安装板 数据的 块号
:安装 板 数据的 安装角度
最小尺寸X,Y : 12 (身体检查),6(焊锡或铅检查 )
最小面积
匹配率
:25
:30
分度数X : 零件 尺寸X / 300μm
分度号Y : 零件 尺寸Y / 300μm
照明类型 :M (身体 检查),
LU(焊锡检查),
BR2(铅检查)
2个-33
4.2.4 如何设置
1个
从菜单的“维护菜单”中选择“检查程序转换设置”
板浏览器。
选择[检查器数据转换设置]