雅马哈Y-FACT标准功能使用说明书.pdf - 第201页
5 。 多 车 道 支 持 下 面 列出 了 支 持 双通 道 机 器 的其 他 功 能 。 5 . 1 生 产 板 清 单 已 扩 展 它 扩展 为 每 个通 道 的 板数 。 “ O p t im i z e l a ne ” ( 优化 通 道 )仅 对 单 板数 据 有 效。 生产板清单 64 48 0- S0- 00 5 . 2 扩 展 了 [ 乘 零 件 ] 和 [ 合 并 零 件 ] 对 话 框 它 扩展 为 每 个通 道 …
4-48
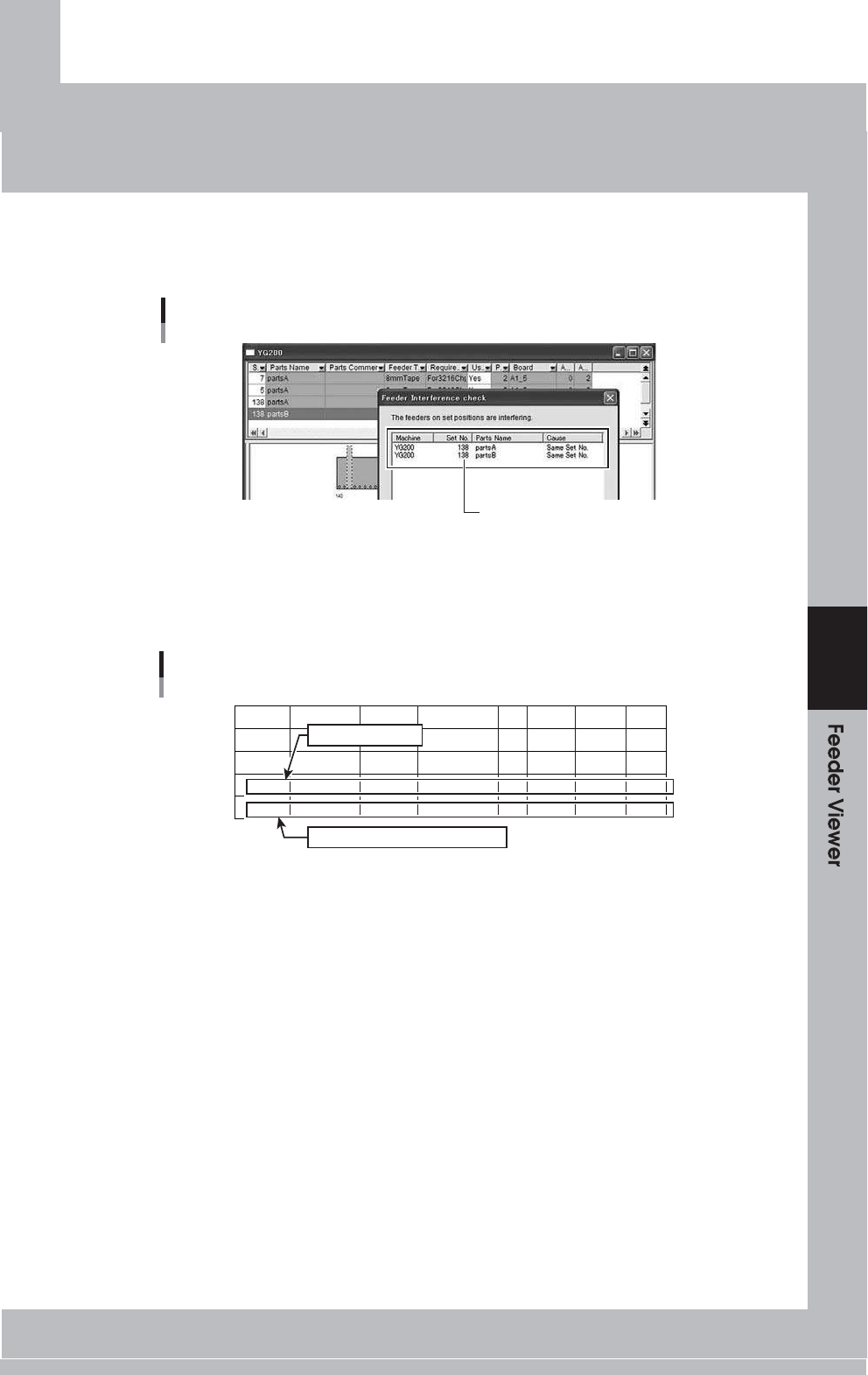
4.3.6 干扰检查(仅在进纸器布局显示中)
假设也存在安装点0的部分,则该安装点是可能的,并且干扰
可以检查,也可以检查一部分或多项。
干扰检查
干扰设定编号的地方
安装点0的部分相同
64475-S0-00
4.3.7 设置分配
假定安装点0的一部分存在,将对其进行处理,然后将其输出为安装点0。
信息,设置编号被视为0,然后输出。
设置分配
4
G200_3
数数 1个
安装点0的零件
团体 1个
SetNo CompName
29个零件
零件B
评论
FdrType 不
[1]
[2]
代替
A1B3_0总计
1个 8mm胶带
8mm胶带
0
0
0
00
安装点0的未分配平面零件
64476-S0-00
4-49
5。多 车道 支持
下面列出了支持双通道机器的其他功能。
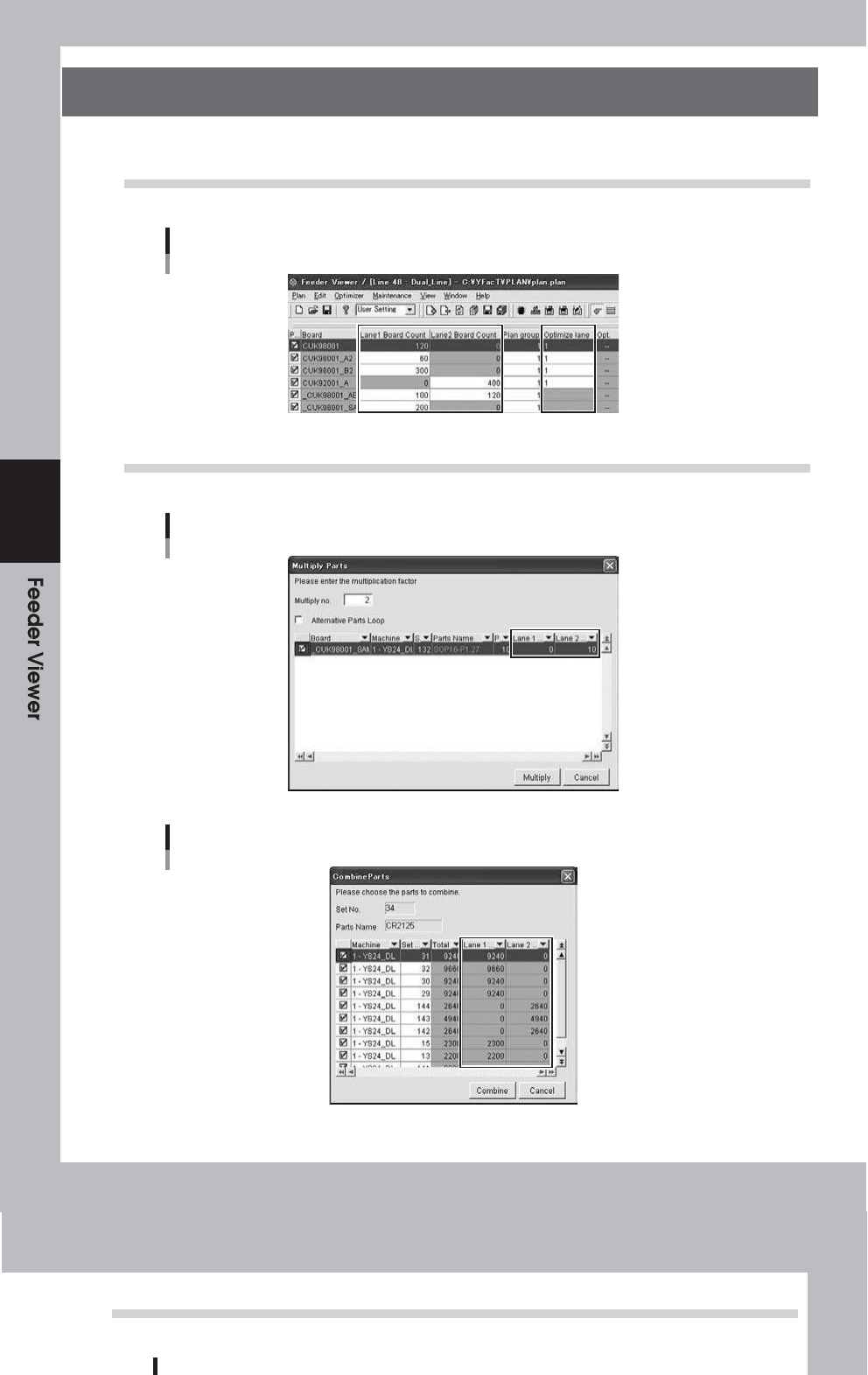
5.1 生产板清单已扩展
它扩展为每个通道的板数。“ Optimize lane”(优化通道)仅对单板数据有效。
生产板清单
64480-S0-00
5.2 扩展了[乘零件]和[合并零件]对话框
它扩展为每个通道的零件数。
4
[乘零件]对话框
64481-S0-00
[合并零件]对话框
64482-S0-00
4-50
5.3
扩展了“生产计划”-“计划板订单更改”对话框
它扩展为每个通道的板数,并按板数排序。
[计划板订单更改]对话框
[计划板订单更改]对话框
64483-S0-00
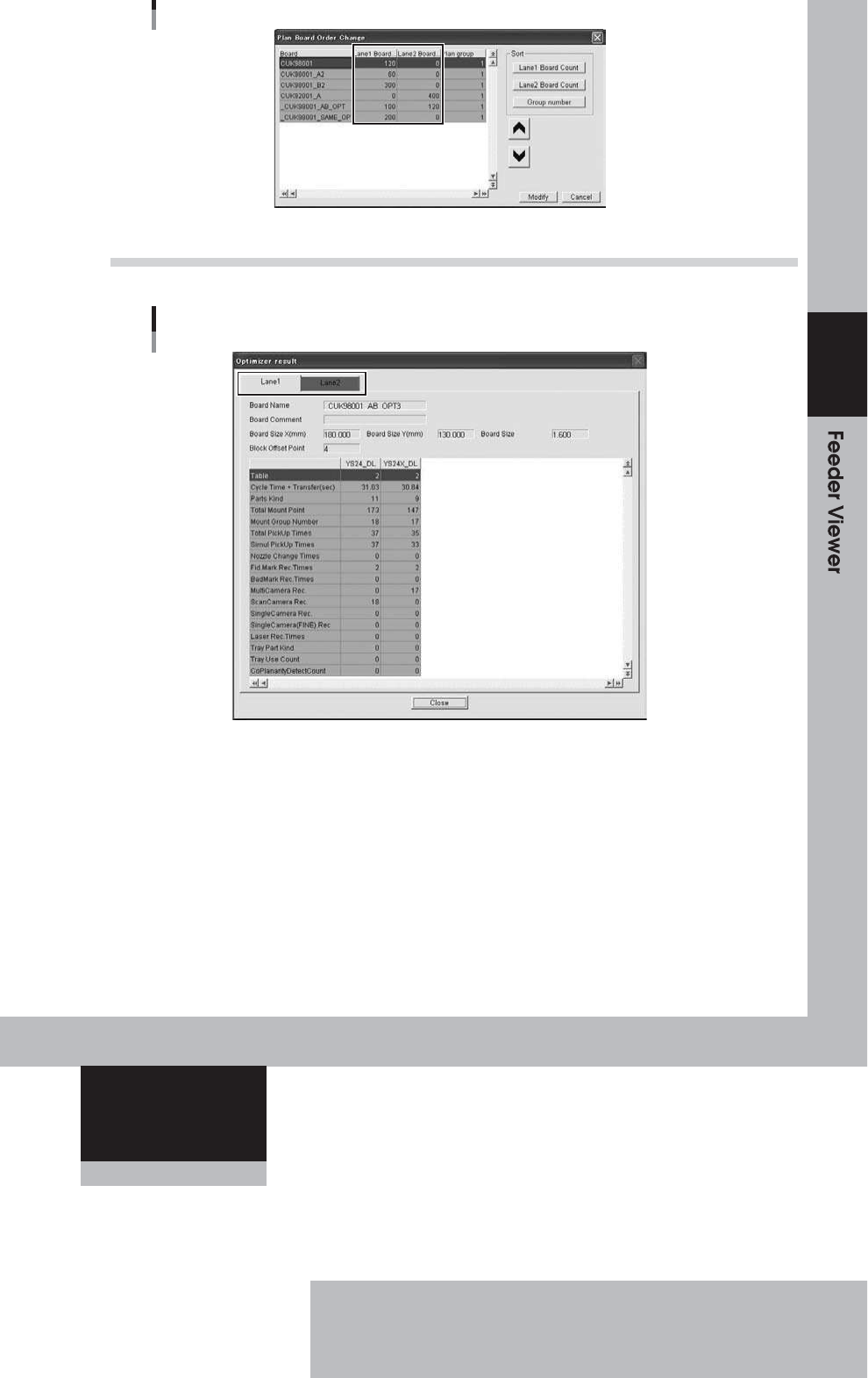
5.4 扩展了“ Optimizer”-“ Optimizer Result”
它针对每个车道进行扩展。与Optimizer应用程序相同。
[[优化结果]对话框
4
64484-S0-00
4-51
第5章 排名 表 编辑器
内容