IPC-TM-650 EN 2022 试验方法1.pdf - 第49页
Note: Note: shall shall Figure 5-1 Ma intai n ing Perpendicularity throughout the Microsection Process 90º NO T PERPENDICULAR PERPENDICULAR IPC-TM-650 Page 2 of 8
Note:
Note:
IPC-MS-810
ASTM E 3
Material in this Test Methods Manual was voluntarily established by Technical Committees of IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by IPC.
Page 1 of 8
Note:
Note:
shall
shall
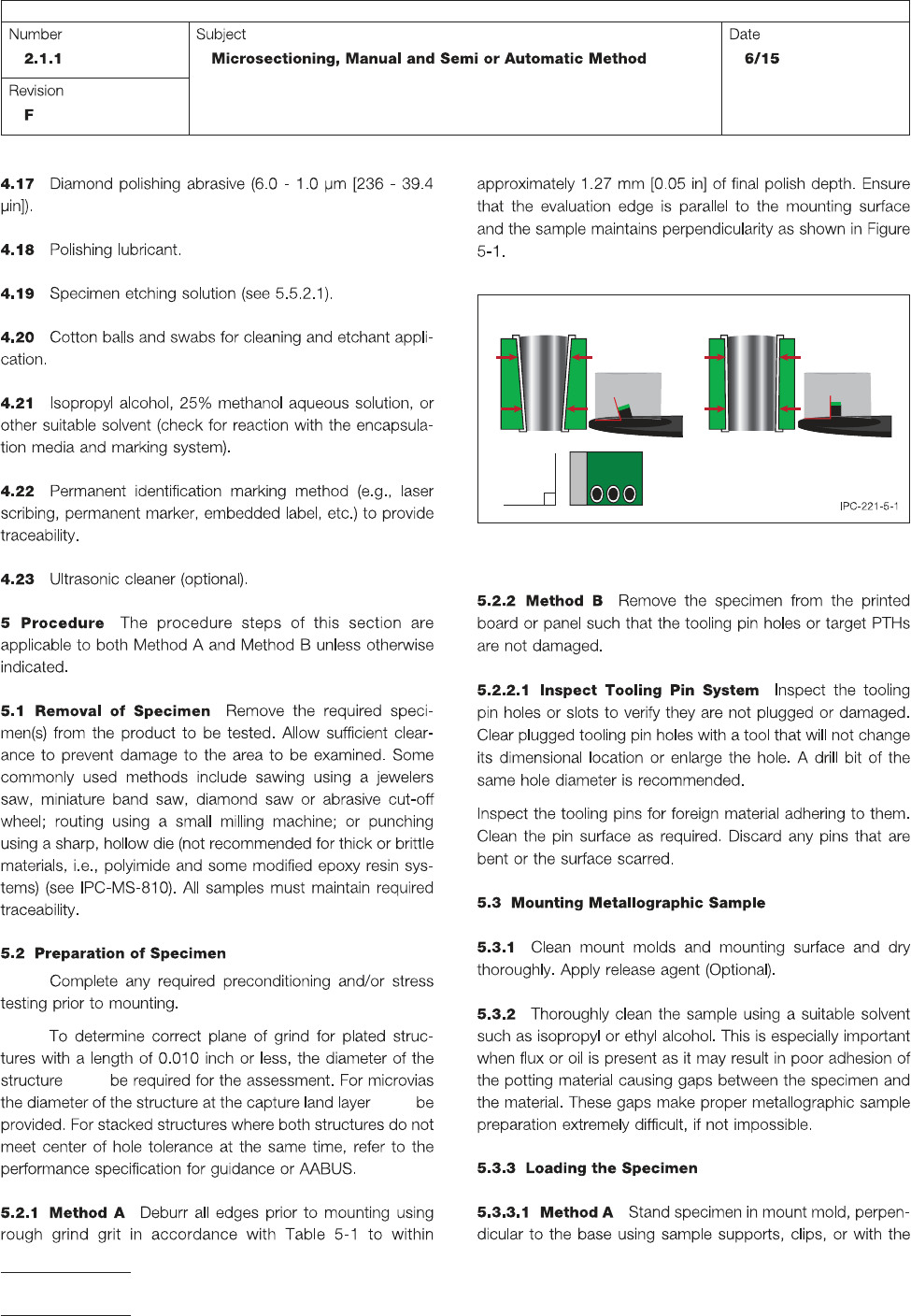
Figure 5-1 Maintaining Perpendicularity throughout the
Microsection Process
90º
NOT PERPENDICULAR PERPENDICULAR
IPC-TM-650
Page 2 of 8
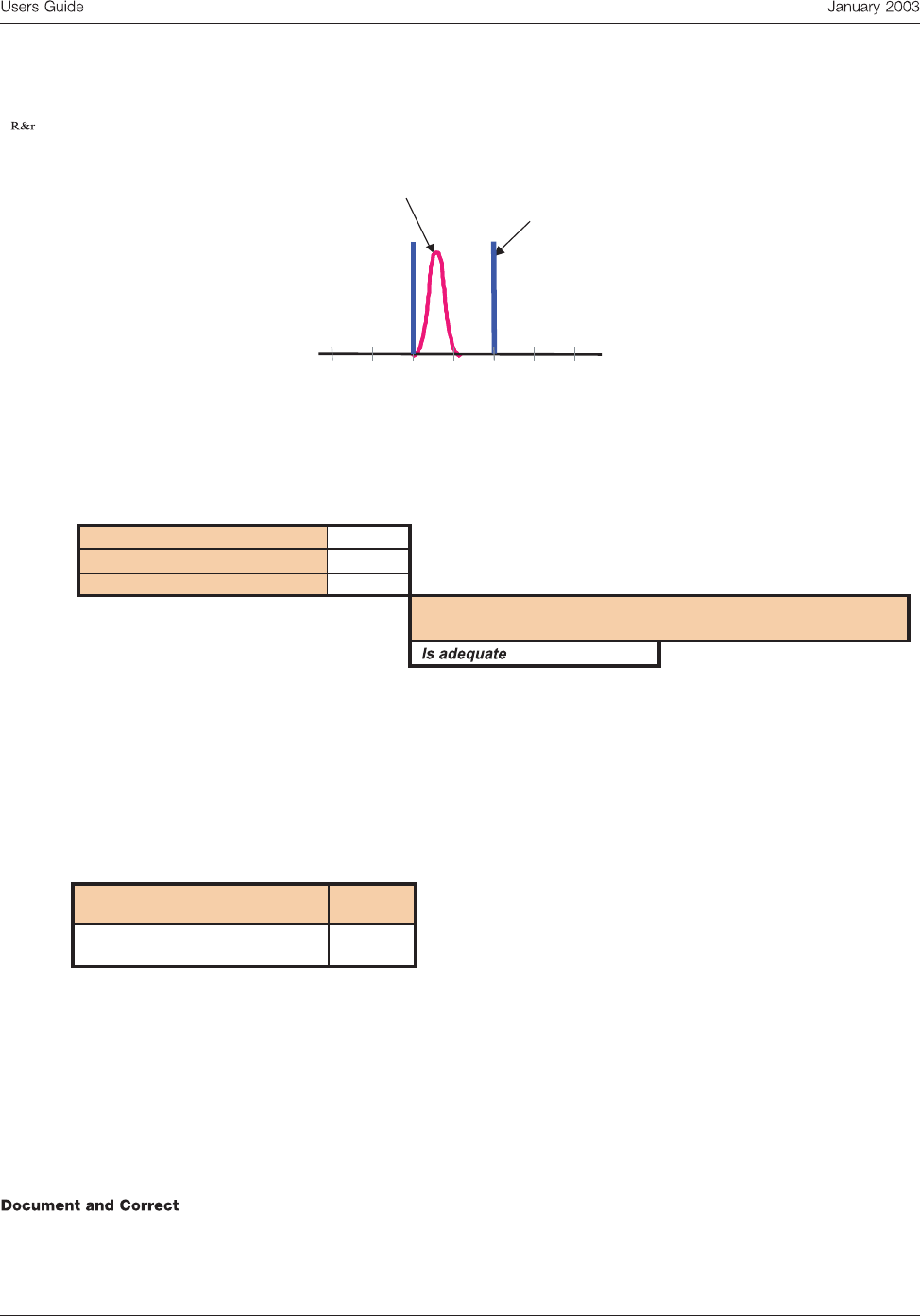
A graph showing only the relationship between the measurement variability and the spec limits is shown below. Here the
normal curve represents only the variability of a given measurement. The curve clearly consumes half the spec width. Place-
ment of the curve in the spec interval is arbitrary. The curve is formed by drawing it with a total width of six times the
S
.
Sometimes there is only one spec, and the table above will be blank. For those situations, the next table compares measure-
ment variability to the total observed variation.
The numbers in the table are again percentages, but this time percentages of total variation. In this example, the measure-
ment variation is 23% of the overall total observed variation. The same guidelines apply, except measurements would con-
sume less than 10% of the total variation. Unacceptable measurements would consume more than 30%. This example falls
in the gray zone in between; not good enough, with improvement recommended.
The final metric in the scorecard provides a measurement tolerance. The stated value forms a 99% confidence interval. The
tolerance is shown in this example:
A ‘‘confidence interval’’ is one of those strange statistical concepts that ought to be easy to describe, but somehow become
garbled when translated from equation to English. Let us try to state it clearly:
We make a measurement to estimate the actual, but unknown, performance point of the product. There is a 99% chance that
the actual performance will be within ± the measurement tolerance of the measurement.
In this example, any given gasket measurement will have a tolerance of ± 0.111 mm. The real gasket thickness is within ±
0.111 mm of our measurement.
The final step is to determine lessons learned from the MSA and document any changes to the test procedure. If the evalu-
ation indicates the test procedure needs to be improved, these improvement projects should be undertaken as soon as pos-
sible.
0.2 0.4 0.6 0.8 1.0 1.2 1.4
Spec
limits
Measurement
error
Comparison to Total Variation
% Repeatability 2.76653 Percent of total variability used by repeatability error
% Reproducibility
2.69817
Percent of total variability used by reproducibility error
% Measurement R&r
5.46469
Percent of total variability used by measurement error
Compared to the total variability, the precision of
this measurement:
Measurement Tolerance
Measurement Tolerance
Units
mm
On the basis of this study, there is a 99% chance that
this interval around the measured product performance
will contain the actual product performance level.
+/- 0.111243938
10