NPM服务手册.pdf - 第115页
NPM 服务手册 4.3 XY 轴驱动关系 EN1SCC-83-030-C0 4.3-22

NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-21
8. 确认线性电机的固定子和可动子的 GAP。(图 8)
=注意=
在 F 轴、R 轴的整个行程上,用间隙规确认间隙。
=基准值=
固定子和可动子的间隙 : 0.3mm ~ 0.7mm
(0.3mm 的间隙规可通过,0.8mm 的间隙规不可通过。)
9. 将电源和空气置于 ON 后,进行 Y 轴线性刻度调整和 Y 轴原点调整。
== 请参照‘4.3.1 线性刻度的调整 4.3.2 XY 原点调整’
10. 进行示教。
固定子
确认 GAP
可动子
(图 8)

NPM
服务手册
4.3 XY 轴驱动关系
EN1SCC-83-030-C0
4.3-22
NPM
服务手册
4.4 头装置关系
EN1SCC-83-040-C0
4.4-1
4.4. 头装置关系
EN1SCC-83-040-C0
4.4.1 头装置的拆卸和安装
Unit No. N610067507AA
4.4.1 头装置的拆卸和安装
头装置的卸下
1. 将头装置上的全部吸嘴放回到吸嘴交换器。
== 请参照‘生产篇 6.3.吸嘴的交换’
2. 卸下交换台车。
== ‘请参照‘保养篇 1.2.2. 交换台车的拆卸和安装’
=注意=
已连接托盘料架时,将电源置于 OFF 后卸下托盘料架。
3. 卸下料架工作台盖。
卸下盖后,将头装置放在 X 轴的中央和 Y 轴的前面,就容易进行头的交换作业。
== 请参照‘保养篇 1.2.3. 料架工作台盖的拆卸和安装’
4. 将电源置于 OFF。
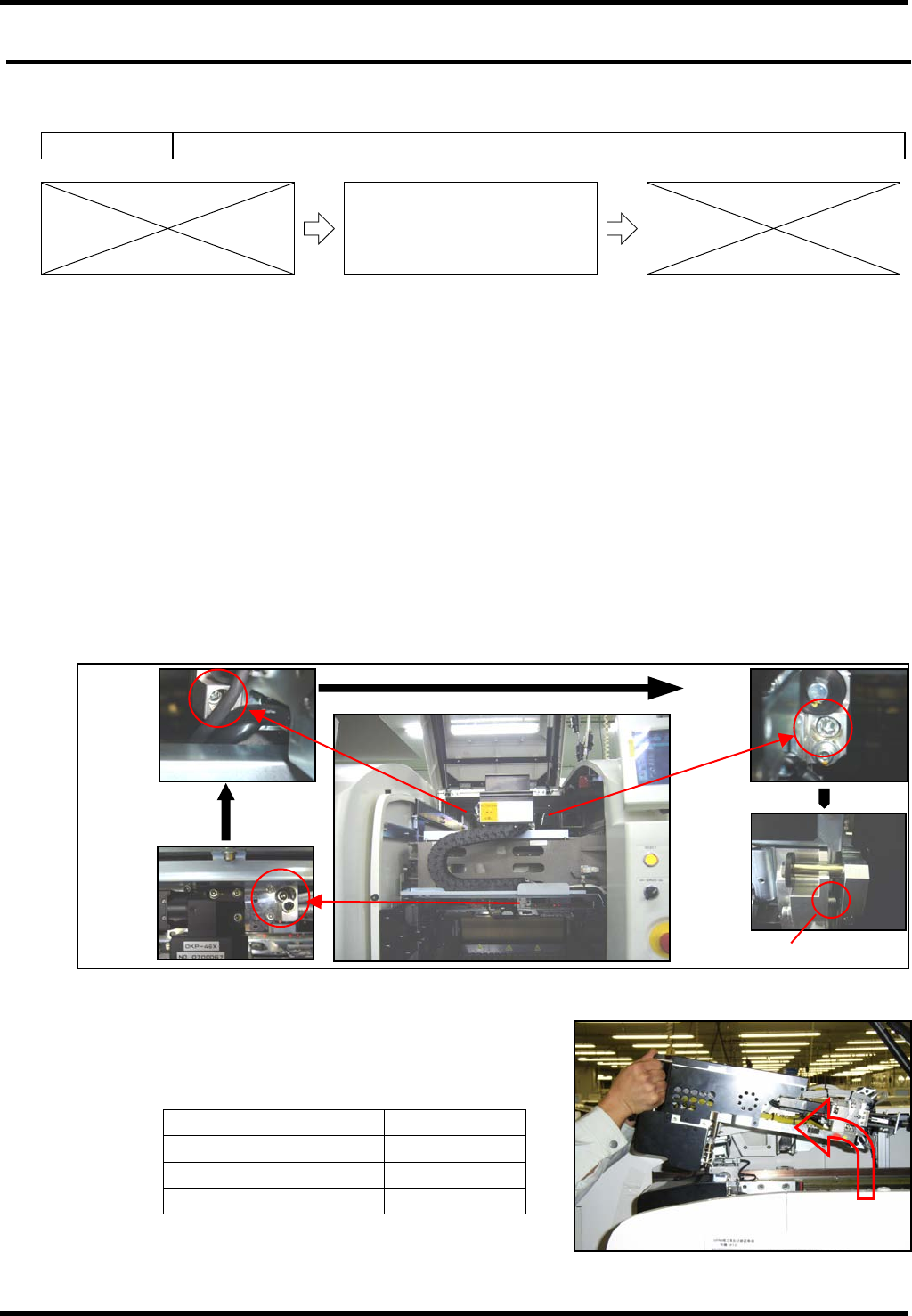
5. 将头装置安装螺栓(3-M6×20),按照①右下、②左上,③右上的顺序拧松,拔出全部螺丝部。(图 1)
=注意=
③右上的螺栓,如果安装面很紧贴,不能将全部螺丝部拔出。
先将头装置滑动到内侧,确认螺栓的螺丝部全部拔掉。
6. 握住头装置上部的把手,一边抬起,一边将头装置向前取下。(图 3)
头种类 重量
12 吸嘴吸头
7.6kg
8 吸嘴吸头
8.3kg
2 吸嘴吸头
7.2kg
(
图 3
)
(图 1)
=注意=
①右下
②左上
③右上
◎
◎
◎