NPM服务手册.pdf - 第371页
NPM 服务手册 9.3 控制零件 ( 从市面销售零件使 用说明书中摘录 ) EN1SCC-83-R30-B0 9.3-12 故障排出 ABS ST77 □ A 、 ST77 □ AL 的场合 (□: 1 、 3 ) ABS ST77 □ A 、 ST77 □ AL 的警报和松下电器伺 服放大器 (MINAS) 上显示出来的警报代 码和其原因,如下表所 示。 伺服放大器 警报代码 刻度 警报内容 原因和对策 50 刻度异常发生 …
NPM
服务手册
9.3 控制零件 (从市面销售零件使用说明书中摘录)
EN1SCC-83-R30-B0
9.3-11
信号调整作业
确认检测头的安装状态
1) 接通检测头的电源后,启动<信号 Monitor>程序。
2) 单击<信号 Monitor>的 “Hold clear”按钮,清除最大/最小的峰值。如果不进行该操作,就会保持检测头的调整
之前的数值,因此在安装后不能进行正确的判定。
3) 在刻度的整个行程上进行信号强度的确认。信号强度超过规格值时,在判定结果栏中显示“NG”。请重新确认刻
度以及检测头的安装状态。
4) 在刻度的整个行程上确认信号强度在规格范围内后,将检测头 (或者刻度) 移动到信号振幅最大的位置。
5) 单击画面内的 “结束” 按钮,返回主菜单。检测头的电源也可以不切断。
=注意=
如果在超过规格值的状态下进行调整,有时会发生警报,因此请务必重新进行安装(请参照【安装手册】以及 【信
号调整准备和步骤】)
信号调整 (必须)
1) 启动<信号调整 Start>程序。
2) 在 Loop 的时间码往上增加之间,请按照画面的显示,在 50mm/sec 以下的速度,将检测头 (或者刻度) 移动
60mm 以上。 移动目标位置是用『确认检测头的安装状态』的信号振幅最大的位置。
3) 为了确认信号调整是否正确实施,信号调整的画面再次显示出来。在 Loop 的时间码往上增加之间,请按照画
面的显示,在 50mm/sec 以下的速度,将检测头 (或者刻度) 移动 60mm 以上。 移动目标位置是在 2) 步骤
中移动的位置。
4) <信号调整 Start>程序将会自动结束。信号调整的作业到此为结束。
=注意=
移动方向哪一边都可以,但 2)以及 3)的 60mm 移动范围内,请务必向一定方向
移动。
信号强度的再次确认
1) 结束信号调整后,再次启动<信号 Monitor>程序。
2) 单击画面内的 “Hold clear” 按钮,清除最大/最小的峰值。
3) 在刻度的整个行程上进行信号强度的确认。 信号强度在规格范围内时,作业到此为结束。单击画面内的 “结
束” 按钮,返回主菜单。
原点设定 (不需要设定时,请进行【清除错误履历】)
1) 启动<原点设定>程序。
2) 将检测头 (或者刻度) 移动到将绝对值设定为 “0” 的位置。
3) 单击画面中的 “SET”按钮。原点设定的作业到此为结束。画面将会自动返回主菜单。
确认位置数据 (不需要设定时,请进行【清除错误履历】)
1) 启动<确认位置数据>程序。
2) 确认在原点设定中设定的位置是否为 “0” 。
3) 如果原点位置未被设置,请再次执行『原点设定』程序。
4) 单击画面中的 “结束” 按钮,返回主菜单。
=注意=
分解力设定按钮,通常在 0.5μm 侧使用。本按钮,制品规格为 0.1μm 分解力时,将会自动切换。
清除错误履历 (必须)
1) 启动<清除错误履历>程序。
单击画面中的 “清除” 按钮。
2) 检测头内部的错误信息将会被清除。画面将会自动返回主菜单。
调整作业已全部结束。
请单击主菜单的 “结束” 按钮结束程序后,切断检测头的电源。
NPM
服务手册
9.3 控制零件 (从市面销售零件使用说明书中摘录)
EN1SCC-83-R30-B0
9.3-12
故障排出
ABS ST77□A、ST77□AL 的场合 (□:1、3)
ABS ST77□A、ST77□AL 的警报和松下电器伺服放大器 (MINAS) 上显示出来的警报代码和其原因,如下表所
示。
伺服放大器
警报代码
刻度
警报内容
原因和对策
50
刻度异常发生
超速
<<原因>> 检测出了因刻度超速而引起的异常。
<<LED 的状态>> 黄灯点亮。
<<对策>> 需要重新确认驱动条件 (指令速度) 。
51
刻度异常发生
初始化错误
<<原因>> 在刻度的初始化中检测出了异常。
<<LED 的状态>> 红灯或黄灯点亮。
<<对策>> 请用『信号 Monitor』程序确认刻度的信号振幅。
⇒确认检测头和刻度基座的位置关系
⇒信号调整 (用『调整 Start』重新调整)
52
刻度异常发生
硬件
<<原因>> 刻度检测出了异常。
<<LED 的状态>> 红灯或黄灯点亮。
<<对策>> 请重新接通电源。
再次检测到异常时,需要更换检测头。
53
刻度异常发生
绝对错误
<<原因>> 刻度检测出了异常。
<<LED 的状态>> 红灯或黄灯点亮。
<<对策>> 请用『信号 Monitor』程序确认刻度的信号振幅。
⇒确认检测头和刻度基座的位置关系
⇒信号调整 (用『调整 Start』重新调整)
54
刻度异常发生
转换器错误
<<原因>> 刻度检测出了异常。
<<LED 的状态>> 红灯或黄灯点亮。
<<对策>> 请用『信号 Monitor』程序确认刻度的信号振幅。
⇒确认检测头和刻度基座的位置关系
⇒信号调整 (用『调整 Start』重新调整)
55
刻度注意发生
信号强度错误
<<原因>> 刻度检测出了异常。
位置数据没有错误,但需要进行安装和使用条件的重新确认。
<<LED 的状态>> 黄灯点亮。
<<对策>> 请用『信号 Monitor』程序确认刻度的信号振幅。
⇒确认检测头和刻度基座的位置关系
⇒信号调整 (用『调整 Start』重新调整)
35
通信错误发生
<<原因>>发生了 ABS ST77□A、ST77□AL 和伺服放大器之间的通信异常。
<<对策>>请确认电缆类以及连接器的接线。
请确认电缆的敷设。
(大电流电缆等引起的干扰?)
=注意=
上述的警报代码记载伺服放大器为全闭系统的场合。
NPM
服务手册
9.3 控制零件 (从市面销售零件使用说明书中摘录)
EN1SCC-83-R30-B0
9.3-13
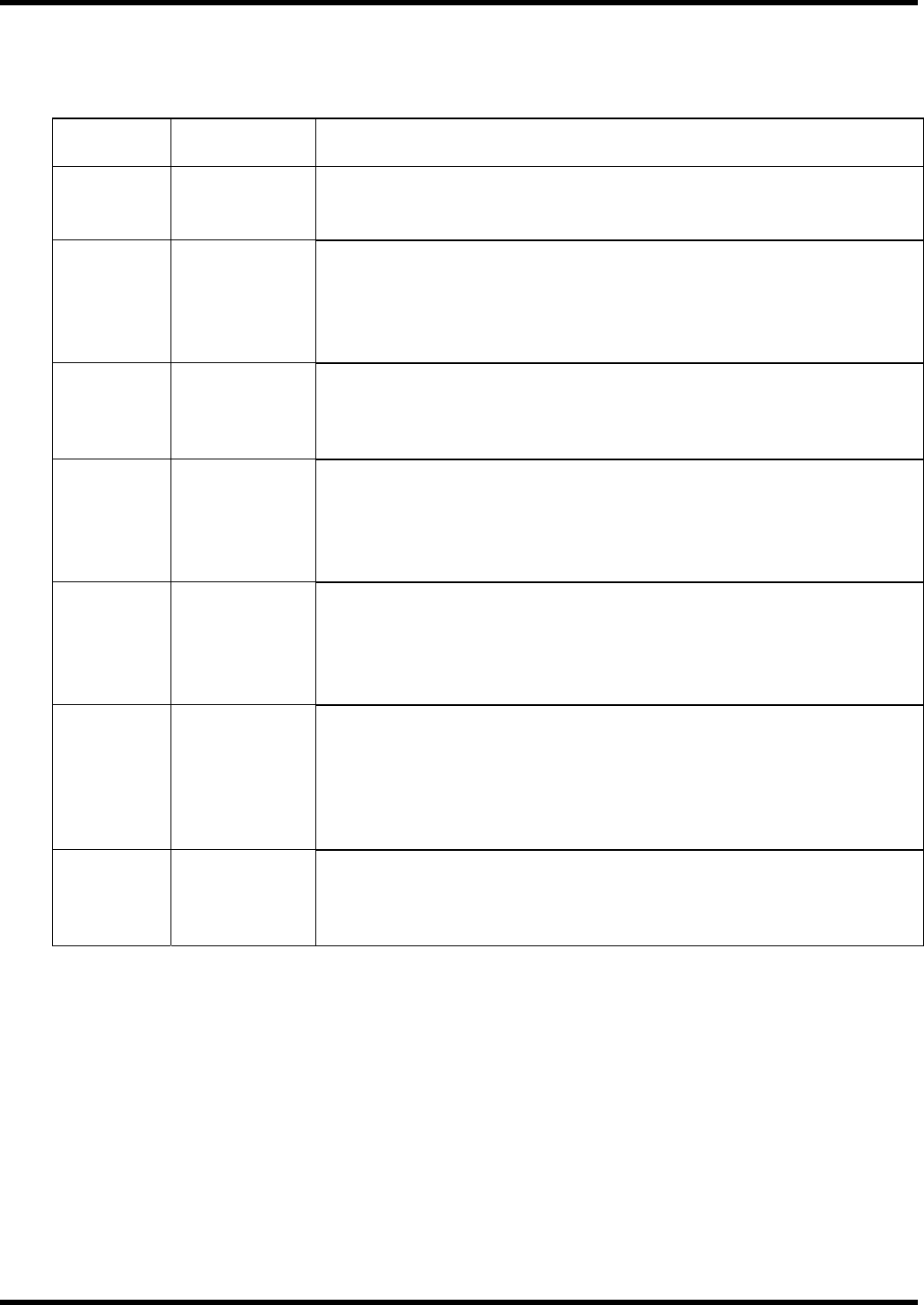
M5 螺丝
夹紧扭矩: 22 lb-in (2.5 N-m)
加压端子
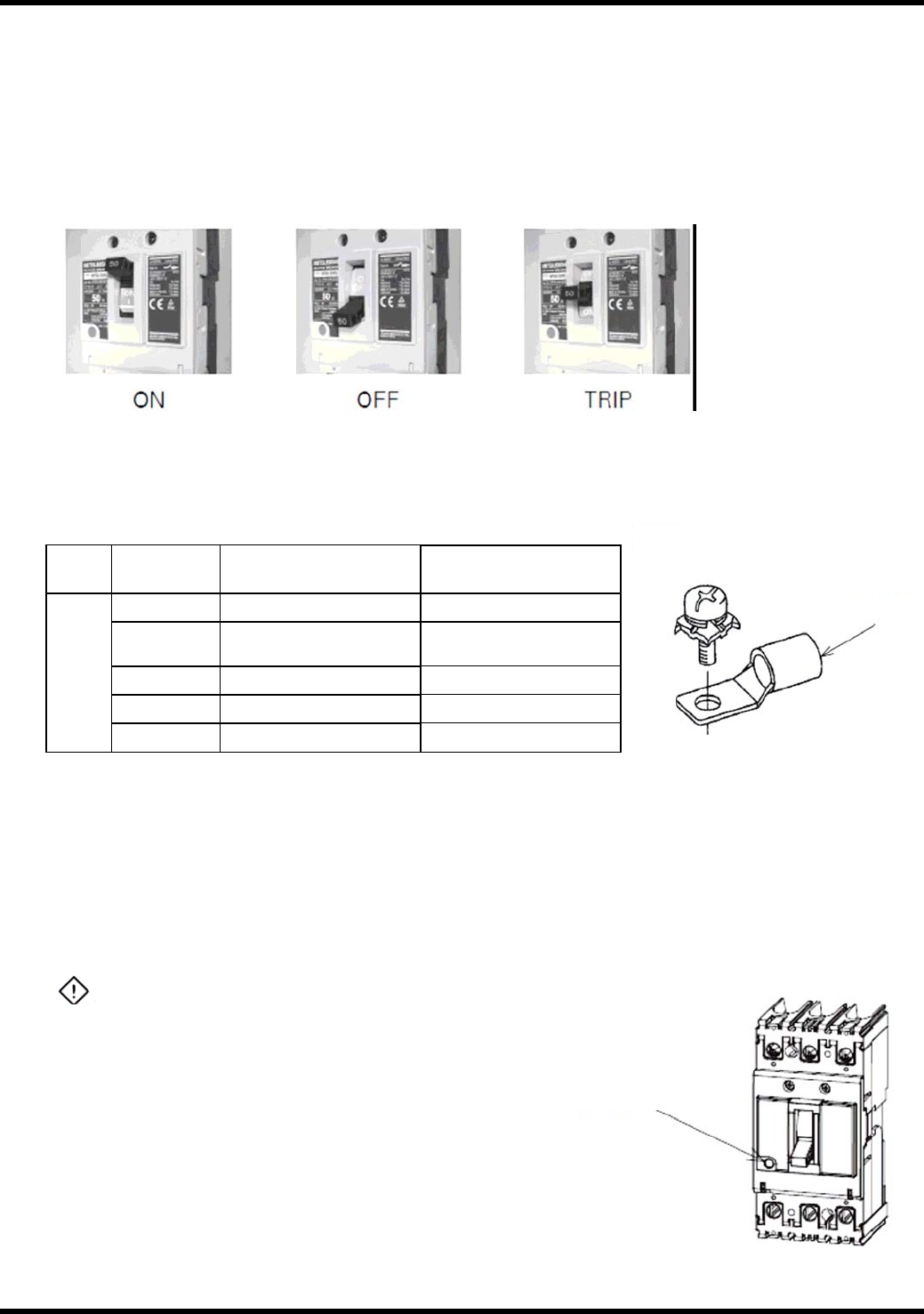
跳闸按钮
(PTT)
DANGER
9.3.2 无保险丝断路器 三菱电机株式会社
把手操作
1.
1. 跳闸位置: 如果断路器自动跳开 (跳闸) ,把手就停在 ON 和 OFF 的中间位置,进行跳闸显示。
此时,把手上的白线看不见了。
2. 重新接通: 重新接通断路器时,请首先将把手倒向 OFF 方向,进行复位操作后,再次进行接通操作。
3. 自动跳闸: 即使将把手保持在 ON 位置的状态下,也会进行自动跳开动作。
=注意=
▽标记在主体的铭板上显示。▽标记表示跳闸位置和复位方向。
连接
适合加压端子
跳闸按钮 (PTT)
可以将断路器从外部机械地跳闸。很容易进行附带装置的动作确认和复位操作的确认。请参照下图。
安全结构
万一因过大的事故电流等引起触点熔接时,即使跳开结构运转,把手会位于 ON 位置,并且表示负荷侧端子被充
电。
请不要触摸端子部。有触电的危险。
电 线
电线尺寸
JST
(JST Mfg. Co., Ltd)
NTM
(NICHIFU TERMINAL INDUSTRIES
CO.,LTD)
14AWG R2-5、 2-M5 R2-5、 R2-5M
12AWG-
10AWG
R5.5-5
R5.5-5、 R5.5-5S
R5.5-5N
8AWG R8-5 R8-5、 R8-5S
6AWG R14-5、 14-NK5 R14-5、 R14-5S
銅
4AWG 22-S6 R22-5S