KE-3010A_机器控制参数.pdf - 第20页
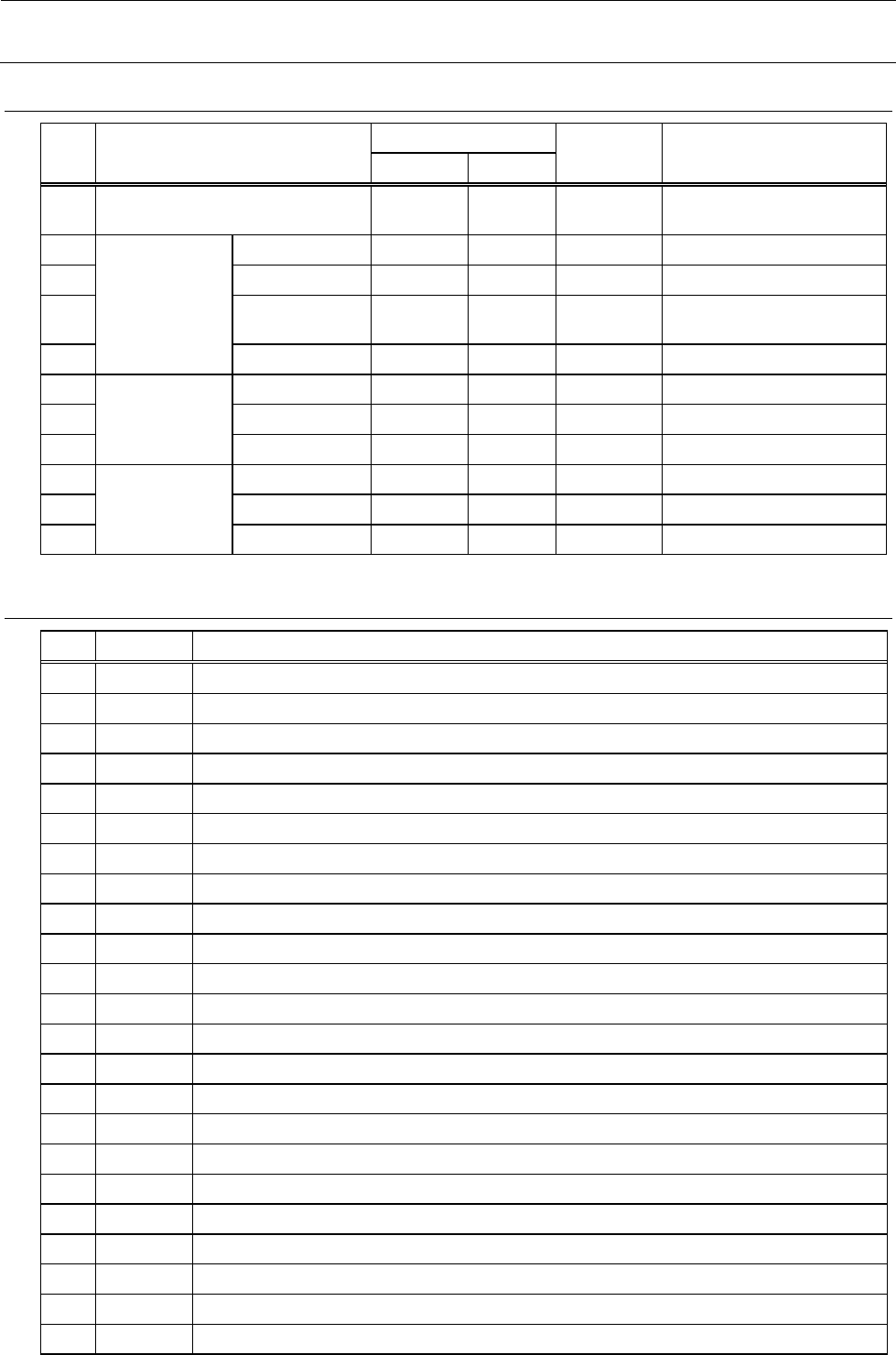
机器控制参数 2- 11 2-1-5-1 设定项目 No. 项目 输入范围 单位 备考 最小值 最大值 1 脉冲分解能 1nm/Puls e 2 速度界限 加速度 - 10 10 G 3 减速度 - 10 10 G 4 最高速度 - 100000 0 100000 0 mm/sec 5 反冲击率 - 100000 100000 % 6 各动作区的 速度控制表 动作区分 0 24 参照 2-1-5- 2 动作区分 7 速度区分 0 14 …
机器控制参数
2-10
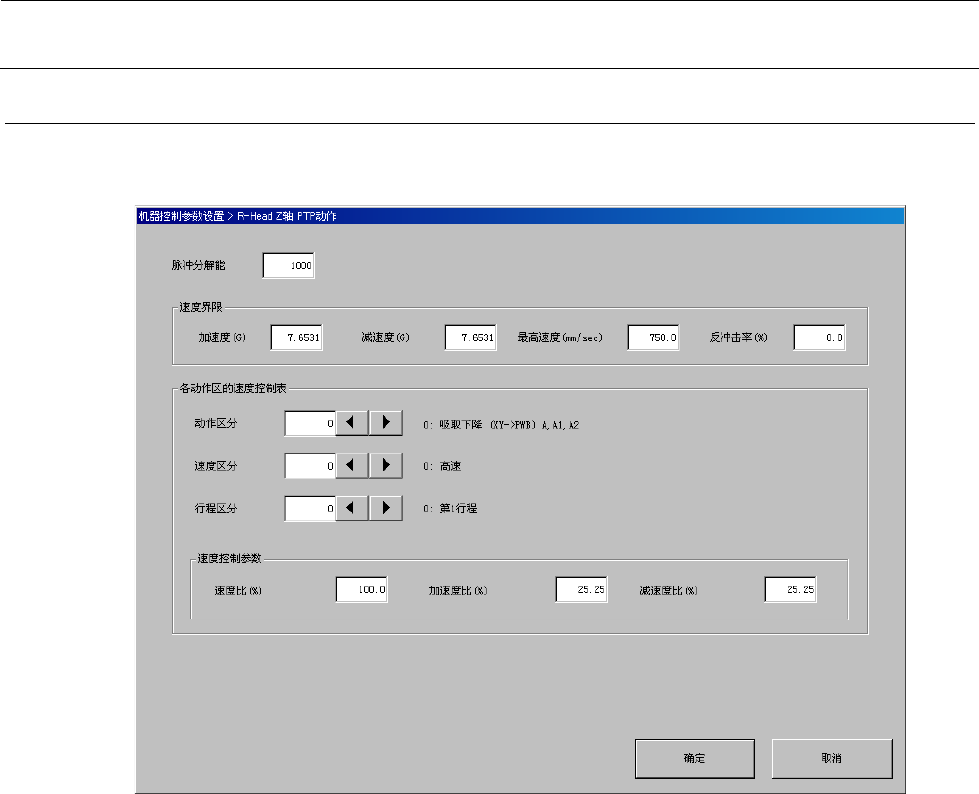
2-1-5 R-Head Z
轴
PTP
动作
如将“动作区分”、“速度区分”、“行程区分”设置为欲编辑的索引,即可对所设定的区分中的速度
控制参数进行编辑。
机器控制参数
2-11
2-1-5-1
设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1
脉冲分解能
1nm/Puls
e
2
速度界限 加速度
-10
10
G
3
减速度
-10 10 G
4
最高速度
-100000
0
100000
0
mm/sec
5
反冲击率
-100000
100000
%
6 各动作区的
速度控制表
动作区分
0 24
参照 2-1-5-2 动作区分
7
速度区分
0 14
参照 2-1-5-3 速度区分
8
行程区分
0
1
参照
2-1-5-4
行程区分
9
速度控制参数 速度比(%)
-100000 100000 %
10
加速度比(
%)
-100000
100000
%
11
减速度比(%
)
-100000 100000 %
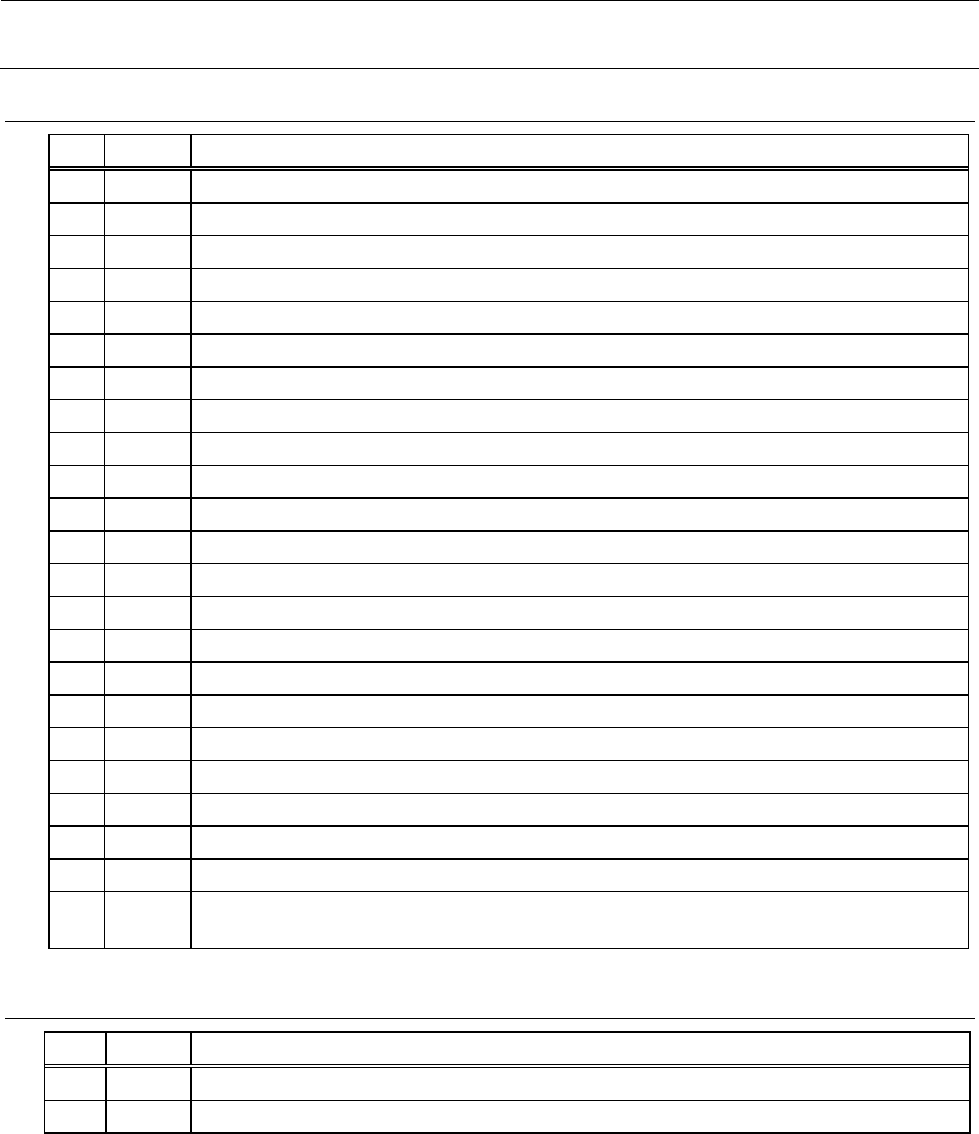
2-1-5-2
动作区分
No.
类别
内容
1
0
吸取下降(
XY→PWB
)
A, A1, A2
2 1
吸取下降(LSC→PWB)B, B1, B2
3
2
吸取上升(
PWB→XY
)
C, C1, C2
4 3
吸取上升(PWB→LSC)D, D1, D2
5 4
吸取上升(PWB→LA)E, E1, E2
6
5
VCS
识别下降(
XY→VCS
)
F
7 6
焊剂转印下降(XY→FLUX)G
8
7
VCS
识别下降(
LA→VCS
)
H
9 8
VCS识别下降(LA→XY)I
10 9
VCS识别上升(VCS→XY)J
11 10
焊剂转印上升(FLUX→XY)K
12 11
VCS识别上升(VCS→LA)L
13
12
VCS
识别上升(
XY→LA
)
M
14 13
贴片下降(XY→PWB)N, N1, N2
15 14
贴片下降(LSC→PWB)O, O1, O2
16
15
贴片下降(
LA→PWB
)
P, P1, P2
17 16
贴片上升(PWB→XY)Q, Q1, Q2
18
17
贴片上升(
PWB→LSC
)
R, R1, R2
19 18
贴片上升(PWB→LA)S, S1, S2
20 19
无元件动作
21
20
FCS
生产吸取上升(
PWB→LA
)
22 21
FCS生产吸取上升(PWB→XY)
23
22
~
24
预备
机器控制参数
2-12
2-1-5-3
速度区分
No.
类别
内容
1
0
高速
2 1
中速
3 2
低速
4
3
低速
2
5 4
高速2
6
5
护罩开放
7 6
低速2(特别定制)
8 7
FC速度(选项)
9
8
用户低速(预备)
10 9
速度1(特别定制)
11
10
速度
2
(特别定制)
12 11
速度3(特别定制)
13 12
速度4(特别定制)
14
13
速度
5
(特别定制)
15 14
速度6(特别定制)
16
15
速度
7
(特别定制)
17 16
速度8(特别定制)
18 17
速度9(特别定制)
19
18
速度
10
(特别定制)
20 19
高速V1
21
20
高速V2
22 21
高速V3
23
22~
24
预备
2-1-5-4
行程区分
No.
类别
内容
1 0
第1行程
2
1
第
2
行程