TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第104页
3 . 4 3 . 4 3 . 4 3 . 4 3 . 4 送 料 带 的 准 备 送 料 带 的 准 备 送 料 带 的 准 备 送 料 带 的 准 备 送 料 带 的 准 备 操 作 顺 序 操 作 顺 序 操 作 顺 序 操 作 顺 序 操 作 顺 序 ( 1 ) 参 照 线 路 板 程 序 的 元 件 配 置 数 据 , 确 认 基 本 的 送 料 带 。 ( 2 ) 补 充 元 件 到 各 送 料 带 。 ( 3 ) 请 先 …
( 接上一页)
环 境 设 定环 境 设 定
环 境 设 定环 境 设 定
环 境 设 定
“
环境设定环境设定
环境设定环境设定
环境设定 ”
界面界面
界面界面
界面
Tab Tab
Tab Tab
Tab
T a bT a b
T a bT a b
T a b
参 照 项 编 号参 照 项 编 号
参 照 项 编 号参 照 项 编 号
参 照 项 编 号
显 示 设 定显 示 设 定
显 示 设 定显 示 设 定
显 示 设 定
第 三 篇 第 六 节第 三 篇 第 六 节
第 三 篇 第 六 节第 三 篇 第 六 节
第 三 篇 第 六 节
口 令口 令
口 令口 令
口 令
口 令 设 定口 令 设 定
口 令 设 定口 令 设 定
口 令 设 定
口令有效范围口令有效范围
口令有效范围口令有效范围
口令有效范围
( 1 / 2 )( 1 / 2 )
( 1 / 2 )( 1 / 2 )
( 1 / 2 )
口令有效范围口令有效范围
口令有效范围口令有效范围
口令有效范围
( 2 / 2 )( 2 / 2 )
( 2 / 2 )( 2 / 2 )
( 2 / 2 )
日 历 设 定日 历 设 定
日 历 设 定日 历 设 定
日 历 设 定
其 它 设 定其 它 设 定
其 它 设 定其 它 设 定
其 它 设 定
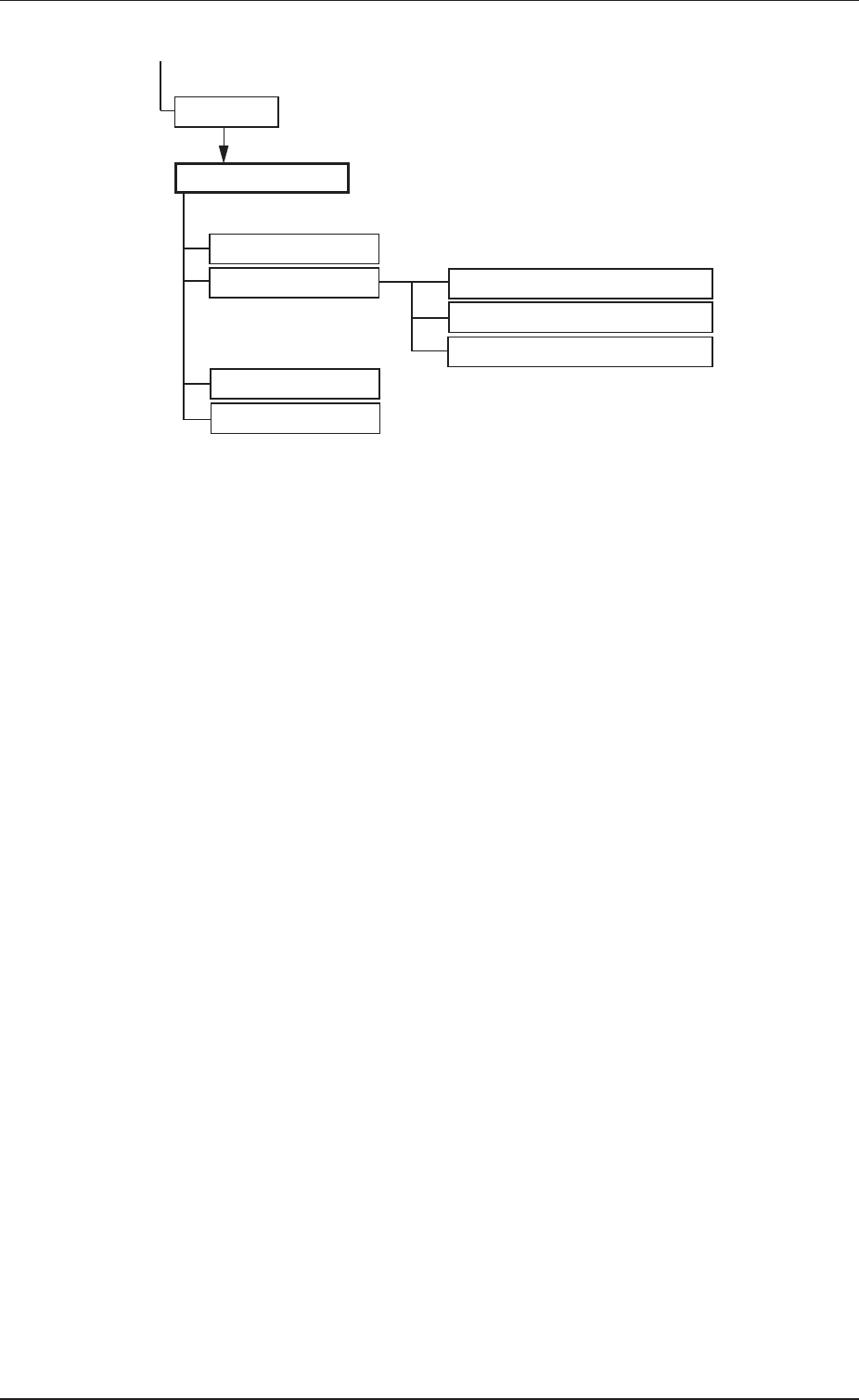
F i g . 2 D 1 6 F i g . 2 D 1 6
F i g . 2 D 1 6 F i g . 2 D 1 6
F i g . 2 D 1 6
系统设定菜单的结构系统设定菜单的结构
系统设定菜单的结构系统设定菜单的结构
系统设定菜单的结构
( 2 )( 2 )
( 2 )( 2 )
( 2 )
0308-001 4-15
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
菜单展示菜单展示
菜单展示菜单展示
菜单展示
3 . 43 . 4
3 . 43 . 4
3 . 4
送 料 带 的 准 备送 料 带 的 准 备
送 料 带 的 准 备送 料 带 的 准 备
送 料 带 的 准 备
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 参照线路板程序的元件配置数据,确认基本的送料带。
(2) 补充元件到各送料带。
(3) 请先确认将何种送料带( 夹子的颜色、型号) 设置到哪个送料
器编号上,再进行安置。
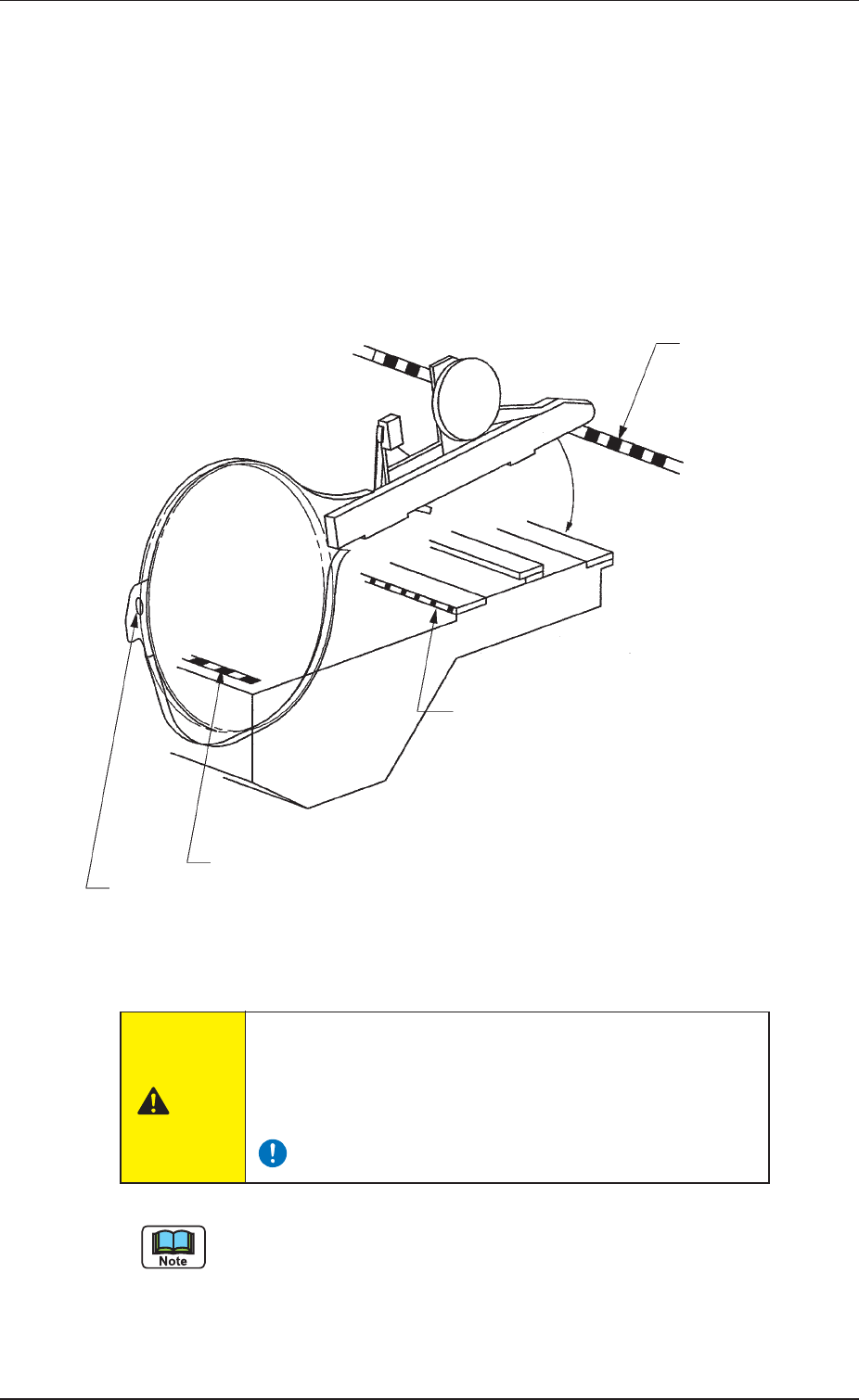
F i g. 2 C 2 9F ig . 2 C 2 9
F i g. 2 C 2 9F ig . 2 C 2 9
F ig . 2 C 2 9
请正确安置送 料带,不要使其悬 浮。
请 正 确 安 置 送 料 带 ,请 正 确 安 置 送 料 带 ,
请 正 确 安 置 送 料 带 ,请 正 确 安 置 送 料 带 ,
请 正 确 安 置 送 料 带 ,
不 要 使 其 悬 浮 。不 要 使 其 悬 浮 。
不 要 使 其 悬 浮 。不 要 使 其 悬 浮 。
不 要 使 其 悬 浮 。
若 安 置 不 良 ,若 安 置 不 良 ,
若 安 置 不 良 ,若 安 置 不 良 ,
若 安 置 不 良 ,
会 导 致 与 送 料 器 贴 装 异 常 检 测 传 感会 导 致 与 送 料 器 贴 装 异 常 检 测 传 感
会 导 致 与 送 料 器 贴 装 异 常 检 测 传 感会 导 致 与 送 料 器 贴 装 异 常 检 测 传 感
会 导 致 与 送 料 器 贴 装 异 常 检 测 传 感
器 的 冲 突 或 吸 取 异 常 。器 的 冲 突 或 吸 取 异 常 。
器 的 冲 突 或 吸 取 异 常 。器 的 冲 突 或 吸 取 异 常 。
器 的 冲 突 或 吸 取 异 常 。
详细内容,请参照送料带的使用说明书 “ 送料带在送料器安
装台的安装方法 ” 章节。
(4) 按相应送料器作业区安全门的[ 准备完了] 按钮。
0308-001 3-23
3 . 4 3 . 4
3 . 4 3 . 4
3 . 4
送料带的准备送料带的准备
送料带的准备送料带的准备
送料带的准备
前 侧 送 料 器 编 号前 侧 送 料 器 编 号
前 侧 送 料 器 编 号前 侧 送 料 器 编 号
前 侧 送 料 器 编 号
金 属 板金 属 板
金 属 板金 属 板
金 属 板
中 央 部 送料 器 编 号中 央 部 送 料 器 编 号
中 央 部 送料 器 编 号中 央 部 送 料 器 编 号
中 央 部 送 料 器 编 号
金 属 板金 属 板
金 属 板金 属 板
金 属 板
后 侧 送 料 器 编 号 金 属 板后 侧 送 料 器 编 号 金 属 板
后 侧 送 料 器 编 号 金 属 板后 侧 送 料 器 编 号 金 属 板
后 侧 送 料 器 编 号 金 属 板
指 孔指 孔
指 孔指 孔
指 孔
注意注意
注意注意
注意
3 . 53 . 5
3 . 53 . 5
3 . 5
补正值数据补正值数据
补正值数据补正值数据
补正值数据 “
送料器送料器
送料器送料器
送料器
BB
BB
B ”
的所有数据清除的所有数据清除
的所有数据清除的所有数据清除
的所有数据清除
补正值数据 “ 送料器 B ” 是补正送料器偏差产生的元件吸取位置错
位的补正值数据。
通过进行生产运行中的元件认识处理( 把握吸嘴中心和元件中心的
位置关系) ,自动更新数据,使在元件中心进行吸取。
“ 运行方式 ” 子菜单界面的 “ 运行方式设定 ” 选项卡中,“ 送
料器吸取位置补正 ” 设定为 “ 不使用 ” 时,不进行数据的自
动更新。
用 机 种 切 换 交 换 送 料 器 时 ,用 机 种 切 换 交 换 送 料 器 时 ,
用 机 种 切 换 交 换 送 料 器 时 ,用 机 种 切 换 交 换 送 料 器 时 ,
用 机 种 切 换 交 换 送 料 器 时 ,
请 初 始 化 补 正 值 数 据请 初 始 化 补 正 值 数 据
请 初 始 化 补 正 值 数 据请 初 始 化 补 正 值 数 据
请 初 始 化 补 正 值 数 据 “
送料 器送料 器
送料 器送料 器
送料器
BB
BB
B ”
为为
为为
为 “
零零
零零
零 ”
。。
。。
。
若残留前 一个补 正值数据若 残留前一个补正 值数据
若残留前 一个补 正值数据若 残留前一个补正 值数据
若残留 前一个补正 值数据 “
送送
送送
送
料器料 器
料器料 器
料器
BB
BB
B ”
,,
,,
,
会导致吸取 异常 。会导 致吸取 异常 。
会导致吸取 异常 。会导 致吸取 异常 。
会导致吸 取异常。
3 . 63 . 6
3 . 63 . 6
3 . 6
线 路 板 认 识 测 试线 路 板 认 识 测 试
线 路 板 认 识 测 试线 路 板 认 识 测 试
线 路 板 认 识 测 试
使线路板认识照相机正 确认识处理线路板上的线路板认识记号。
在线路板程序中 “ 线路板认识机能选择 ” 设定为 “ 认识 ” 时,请按照
以下顺序进行 线路板认识测试。
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 准备实际的线路板进行线路板认识测试,进行各设定数据的确
认 。
变更记号形状、记号尺寸、识别范围、认识算法、记号明暗
极性、记号形状判定标准时,请务必也变更原来的线路板程
序 。
求出线路板认识用照相机 3 的辉度、亮度,输入到偏移量数
据内。
(a) 关于线路板认识测试,请参照 “ 第六节 维护保养菜
单 ” 的 “3.2 线路板认识测试 Tab” 章节。
(b) 关于线路板程序的变更,请参照第三篇: 数据 “ 线路板
认识记号数据 ” 章节。
(c) 关于补正值数据,请参照 “ 第六节 维护保养菜单 ” 的
“5. 3 线路板认识照相机 Tab” 章节。
3 . 5 3 . 5
3 . 5 3 . 5
3 . 5
补 正值数 据补 正 值数 据
补 正值数 据补 正 值数 据
补 正值数 据 “
送 料器送料 器
送 料器送料 器
送 料器
BB
BB
B ”
的所有 数据 清除的 所有 数据 清除
的所有 数据 清除的 所有 数据 清除
的所有 数据 清除
0308-001 3-24
注意注意
注意注意
注意