TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第54页
1 . 2 1 . 2 1 . 2 1 . 2 1 . 2 从 元 件 吸 取 的 准 备 到 元 件 贴 装 从 元 件 吸 取 的 准 备 到 元 件 贴 装 从 元 件 吸 取 的 准 备 到 元 件 贴 装 从 元 件 吸 取 的 准 备 到 元 件 贴 装 从 元 件 吸 取 的 准 备 到 元 件 贴 装 贴 装 安 装 头 通 过 安 装 头 塔 外 侧 圆 周 上 的 各 停 止 位 置 ( 以 下 称 为 位 置 编 …
3 .3 .
3 .3 .
3 .
生 产 机 种 的 切 换生 产 机 种 的 切 换
生 产 机 种 的 切 换生 产 机 种 的 切 换
生 产 机 种 的 切 换
3 . 13 . 1
3 . 13 . 1
3 . 1
生 产 机 种 的 选 择生 产 机 种 的 选 择
生 产 机 种 的 选 择生 产 机 种 的 选 择
生 产 机 种 的 选 择
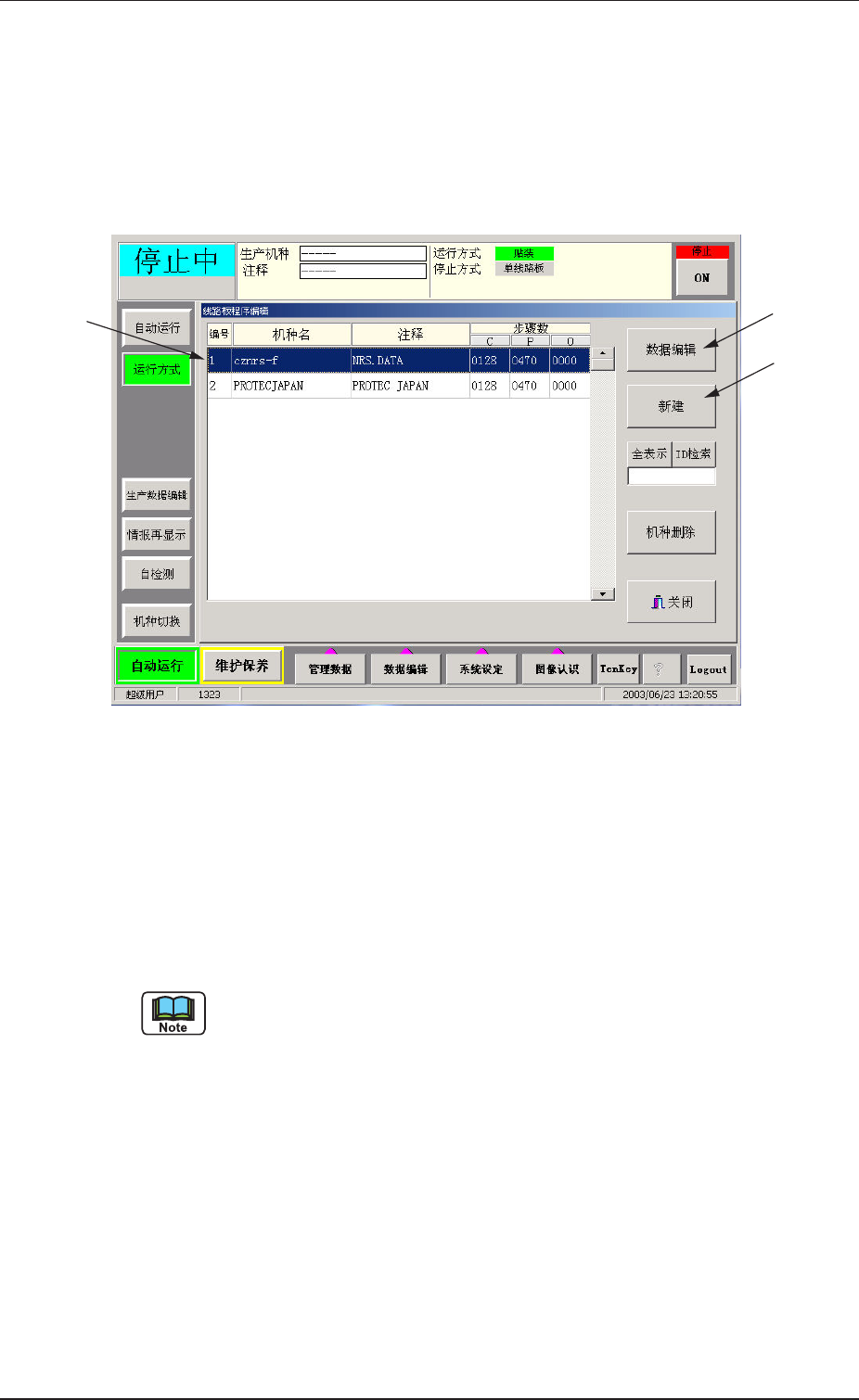
进入 “ 机种切换 ” 子菜单的 “ 机种切换 ” 选项卡,设定生产机种。
F i g . 2 C 2 F i g .2 C 2
F i g . 2 C 2 F i g .2 C 2
F i g . 2 C 2 “
机种切换机种切换
机种切换机种切换
机种切换 ”
选项卡选项卡
选项卡选项卡
选项卡
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 按下想要设定为生产机种的
* 1* 1
* 1* 1
* 1 程 序名 , 就 能选 定 该 项 线 路
板程序,所在行呈青色。
(2) 按下
* 2* 2
* 2* 2
* 2 [ 机种切换] 按钮,
* 3* 3
* 3* 3
* 3 “ 状态 ” 栏中显示出 “O K ” 字样,
完成生产机种的 切换。
(a) 线路板程序如有异常,“ 状态 ” 栏中显示出 “NG” 字样,表
示无法实行机种切换。此时,请在修正线路板程序后再
次进行机种切换。
(b) 按下 “ 产品更换连动 ” 的动作[ O N ] 按钮后,2 秒内按下
操作台的[ EN A BL E] 按钮,同时进行生产机种的切换和产
品变更。
3 . 1 3 . 1
3 . 1 3 . 1
3 . 1
生产机种的选择生产机种的选择
生产机种的选择生产机种的选择
生产机种的选择
0308-001 3-3
* 3* 3
* 3* 3
* 3
* 2* 2
* 2* 2
* 2
* 1* 1
* 1* 1
* 1
1 . 21 . 2
1 . 21 . 2
1 . 2
从 元 件 吸 取 的 准 备 到 元 件 贴 装从 元 件 吸 取 的 准 备 到 元 件 贴 装
从 元 件 吸 取 的 准 备 到 元 件 贴 装从 元 件 吸 取 的 准 备 到 元 件 贴 装
从 元 件 吸 取 的 准 备 到 元 件 贴 装
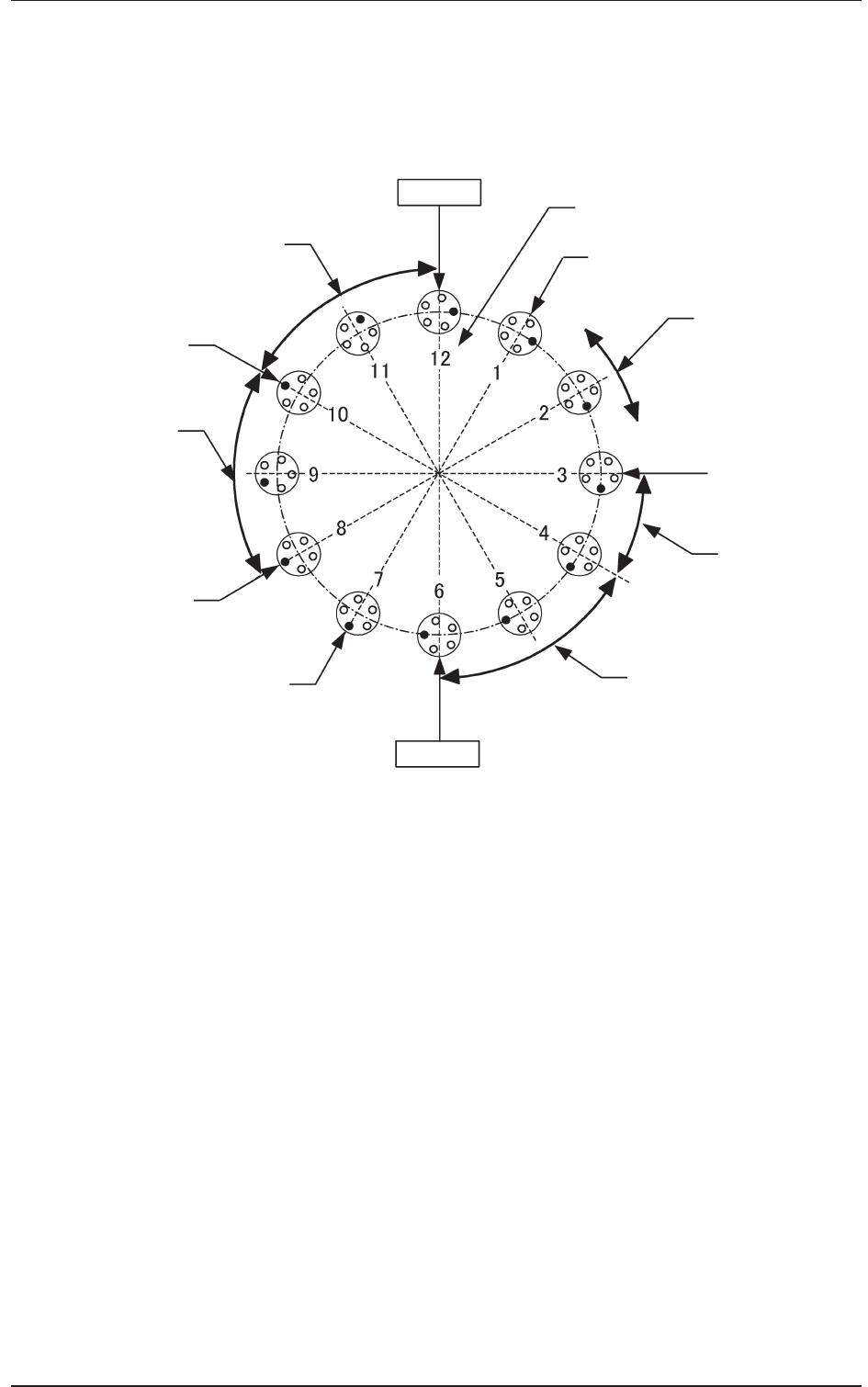
贴装安装头通过安装头塔外侧圆周上的各停止位置( 以下称为
位置编号) 的期间,执行元件的吸取准备到元件贴装。
((
((
(
装 置 俯 视 图装 置 俯 视 图
装 置 俯 视 图装 置 俯 视 图
装 置 俯 视 图
))
))
)
F i g . 2 B 5 F i g . 2 B 5
F i g . 2 B 5 F i g . 2 B 5
F i g . 2 B 5
各位置的作用各位置的作用
各位置的作用各位置的作用
各位置的作用
概 要概 要
概 要概 要
概 要
位置位置
位置位置
位 置
77
77
7
到到
到到
到
1 21 2
1 21 2
1 2 : 元件 吸取的 准备
位 置位 置
位 置位 置
位 置
1 21 2
1 21 2
1 2 : 元件的供给和 元件的吸 取
位 置位 置
位 置位 置
位 置
11
11
1
到到
到到
到
66
66
6 : 元件贴 装的准 备
位 置位 置
位 置位 置
位 置
66
66
6 : X Y 工作台的移动和元件的贴装
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
0308-001 2-3
元 件 吸 取元 件 吸 取
元 件 吸 取元 件 吸 取
元 件 吸 取
位 置 编 号位 置 编 号
位 置 编 号位 置 编 号
位 置 编 号
元 件 状 态 检 测元 件 状 态 检 测
元 件 状 态 检 测元 件 状 态 检 测
元 件 状 态 检 测
安 装 头 塔安 装 头 塔
安 装 头 塔安 装 头 塔
安 装 头 塔
旋 转 方 向旋 转 方 向
旋 转 方 向旋 转 方 向
旋 转 方 向
元 件 认 识 图 像元 件 认 识 图 像
元 件 认 识 图 像元 件 认 识 图 像
元 件 认 识 图 像
读 取读 取
读 取读 取
读 取
元 件 认 识 处 理元 件 认 识 处 理
元 件 认 识 处 理元 件 认 识 处 理
元 件 认 识 处 理
贴 装 角 度 决 定贴 装 角 度 决 定
贴 装 角 度 决 定贴 装 角 度 决 定
贴 装 角 度 决 定
元件元件
元件元件
元件
贴 装贴 装
贴 装贴 装
贴 装
安 装 头 的原 点 复 位安 装 头 的 原 点 复 位
安 装 头 的原 点 复 位安 装 头 的 原 点 复 位
安 装 头 的原 点 复 位
吸 嘴 落 下 检 测吸 嘴 落 下 检 测
吸 嘴 落 下 检 测吸 嘴 落 下 检 测
吸 嘴 落 下 检 测
多 余 元 件 的 排 出多 余 元 件 的 排 出
多 余 元 件 的 排 出多 余 元 件 的 排 出
多 余 元 件 的 排 出
吸 嘴 的 吹 气吸 嘴 的 吹 气
吸 嘴 的 吹 气吸 嘴 的 吹 气
吸 嘴 的 吹 气
吸 嘴 切 换吸 嘴 切 换
吸 嘴 切 换吸 嘴 切 换
吸 嘴 切 换
使 用 吸 嘴 检 测使 用 吸 嘴 检 测
使 用 吸 嘴 检 测使 用 吸 嘴 检 测
使 用 吸 嘴 检 测
多 余 吸 嘴落 下 检 测多 余 吸 嘴 落 下 检 测
多 余 吸 嘴落 下 检 测多 余 吸 嘴 落 下 检 测
多 余 吸 嘴落 下 检 测
吸 嘴 收 回 检 测吸 嘴 收 回 检 测
吸 嘴 收 回 检 测吸 嘴 收 回 检 测
吸 嘴 收 回 检 测
吸 嘴 的 吸 取 定 位吸 嘴 的 吸 取 定 位
吸 嘴 的 吸 取 定 位吸 嘴 的 吸 取 定 位
吸 嘴 的 吸 取 定 位
1 . 2 . 1 1 . 2 . 1
1 . 2 . 1 1 . 2 . 1
1 . 2 . 1
元件吸取的准备元件吸取的准备
元件吸取的准备元件吸取的准备
元件吸取的准备
位 置位 置
位 置位 置
位 置
7 :7 :
7 :7 :
7 :
安 装 头 的 原 点 复 位安 装 头 的 原 点 复 位
安 装 头 的 原 点 复 位安 装 头 的 原 点 复 位
安 装 头 的 原 点 复 位
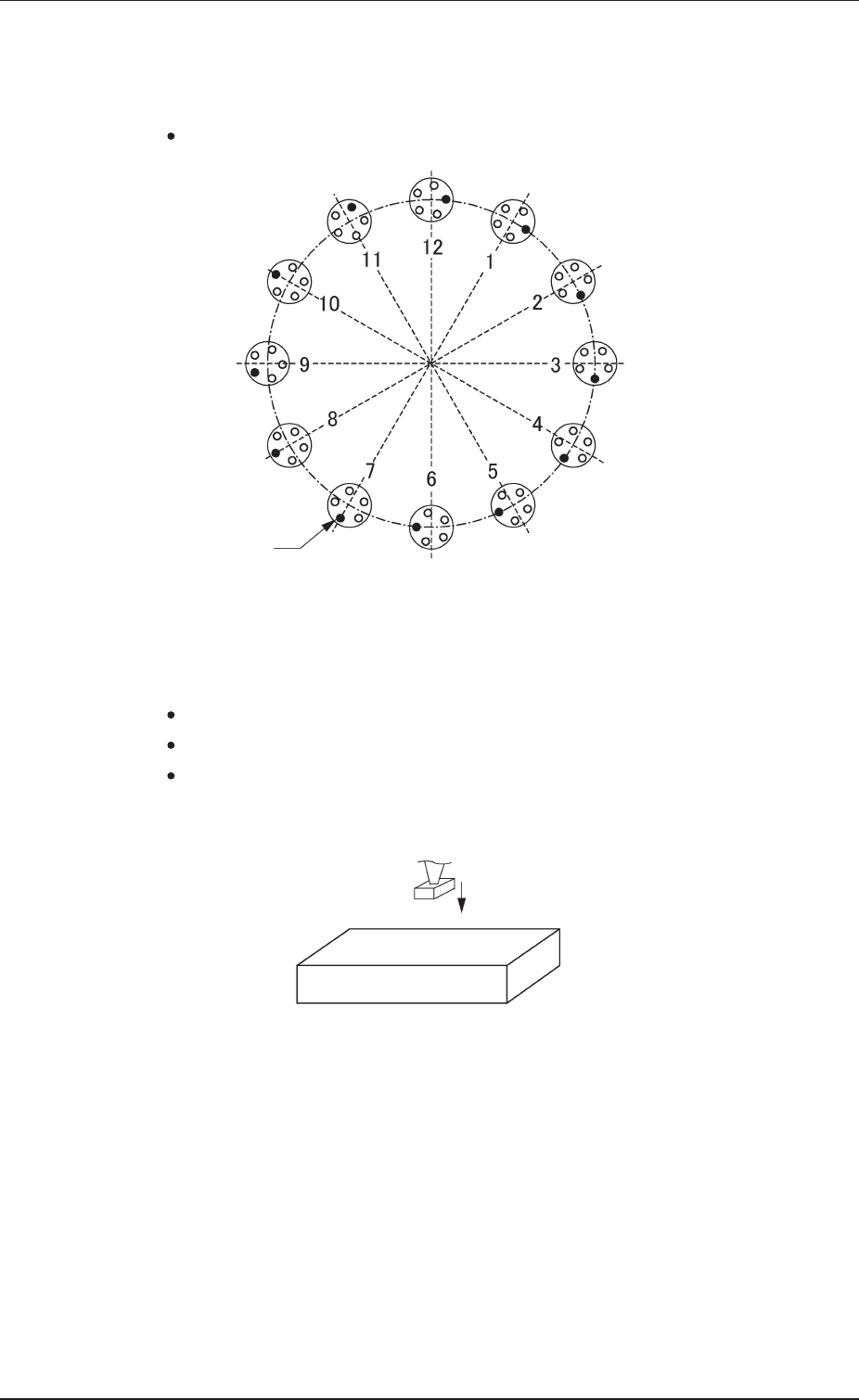
旋转贴装安装 头,使其返回到原点方向。
Fig.2B6 Fig.2B6
Fig.2B6 Fig.2B6
Fig.2B6
安装头的原点复位安装头的原点复位
安装头的原点复位安装头的原点复位
安装头的原点复位
位 置位 置
位 置位 置
位 置
8 :8 :
8 :8 :
8 :
吸 嘴 落 下 检 测 、吸 嘴 落 下 检 测 、
吸 嘴 落 下 检 测 、吸 嘴 落 下 检 测 、
吸 嘴 落 下 检 测 、
多 余 元 件 的 排 出 、多 余 元 件 的 排 出 、
多 余 元 件 的 排 出 、多 余 元 件 的 排 出 、
多 余 元 件 的 排 出 、
吸 嘴 的 吹 气吸 嘴 的 吹 气
吸 嘴 的 吹 气吸 嘴 的 吹 气
吸 嘴 的 吹 气
检测吸嘴的落下。
将直立元件或检测出元件认识异常的元件收存到排出箱。
进行吸嘴的吹气。
F i g . 2 B7 F i g . 2 B 7
F i g . 2 B7 F i g . 2 B 7
F i g . 2 B 7
多余元件的排出多余元件的排出
多余元件的排出多余元件的排出
多余元件的排出
0308-001 2-4
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
吸 嘴吸 嘴
吸 嘴吸 嘴
吸 嘴
11
11
1