TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第59页
1 . 2 . 3 1 . 2 . 3 1 . 2 . 3 1 . 2 . 3 1 . 2 . 3 元 件 贴 装 的 准 备 元 件 贴 装 的 准 备 元 件 贴 装 的 准 备 元 件 贴 装 的 准 备 元 件 贴 装 的 准 备 位 置 位 置 位 置 位 置 位 置 1 : 1 : 1 : 1 : 1 : 元 件 姿 势 检 测 元 件 姿 势 检 测 元 件 姿 势 检 测 元 件 姿 势 检 测 元 件 姿 势 检 测 …
1 . 2 . 2 1 . 2 . 2
1 . 2 . 2 1 . 2 . 2
1 . 2 . 2
元件的供给和吸取元件的供给和吸取
元件的供给和吸取元件的供给和吸取
元件的供给和吸取
位置位置
位置位置
位置
1 2 :1 2 :
1 2 :1 2 :
1 2 :
元 件 的 供 给 、元 件 的 供 给 、
元 件 的 供 给 、元 件 的 供 给 、
元 件 的 供 给 、
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取
元 件 的 供 给元 件 的 供 给
元 件 的 供 给元 件 的 供 给
元 件 的 供 给
(1) 搭载了送料带 或散装送料器的料车左右 移动,将 必要的元件
送至位置 1 2 的。
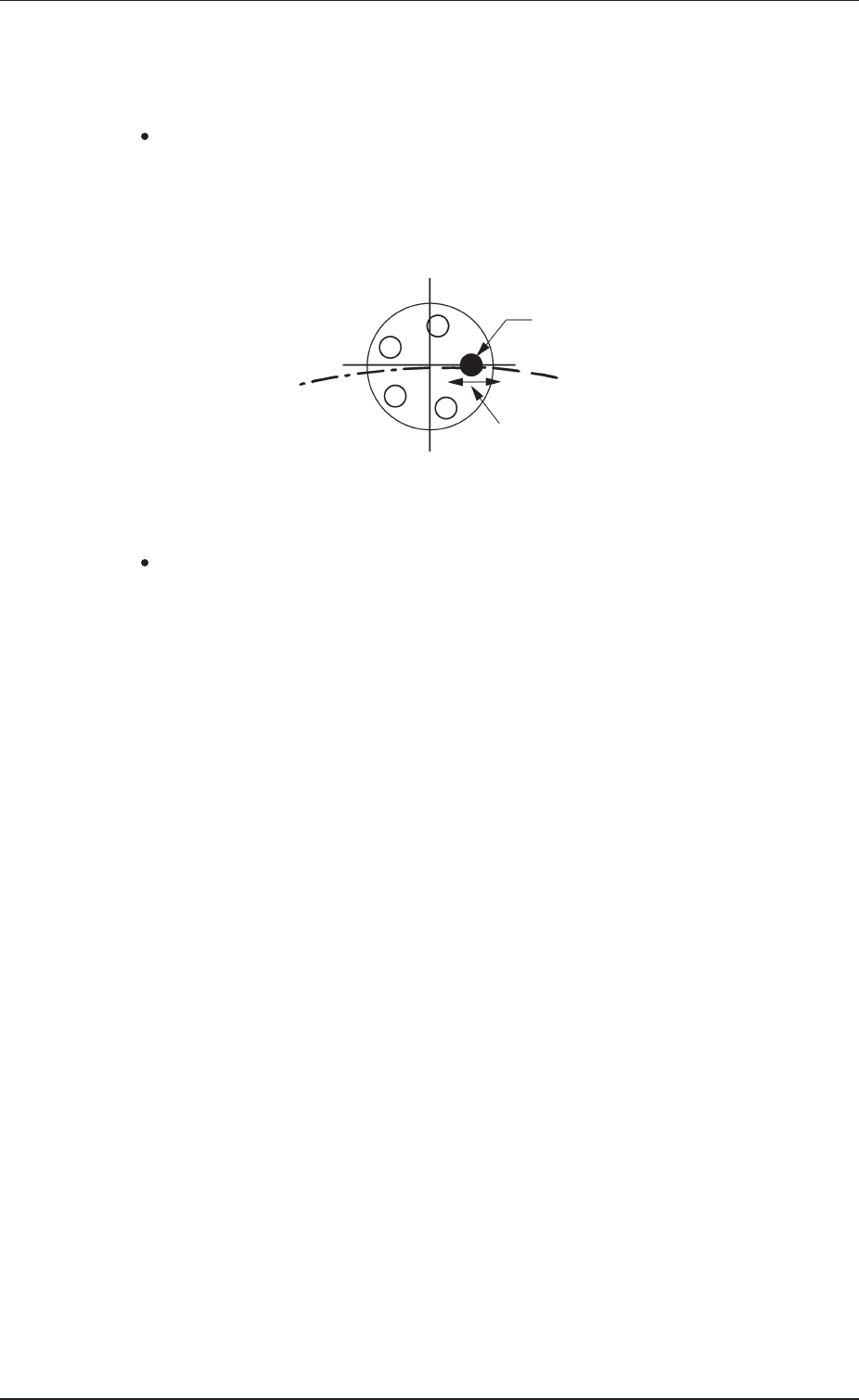
( 2 ) 料车在进行了 C X 补正( 吸取位置补正追踪: X 方向) 后停止。
F i g . 2 B 1 1 C XFi g . 2 B 1 1 C X
F i g . 2 B 1 1 C XFi g . 2 B 1 1 C X
F i g . 2 B 1 1 C X
补正方向补正方向
补正方向补正方向
补正方向
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取
(1) 吸取元件时,基于元件库数据, 将所使用的吸嘴控制到最下
限 。
这个叫做吸取 Z 补正。
(2) 使用编 带送料棘爪送出编带,封口盖带被卷上。
(3) 吸取吸 嘴开始吸取元件。
(4) 切断已 送出的多余编带。
0308-001 2-7
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
C XC X
C XC X
C X
补正补正
补正补正
补正
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴
1 . 2 . 3 1 . 2 . 3
1 . 2 . 3 1 . 2 . 3
1 . 2 . 3
元件贴装的准备元件贴装的准备
元件贴装的准备元件贴装的准备
元件贴装的准备
位 置位 置
位 置位 置
位 置
1 :1 :
1 :1 :
1 :
元 件 姿 势 检 测元 件 姿 势 检 测
元 件 姿 势 检 测元 件 姿 势 检 测
元 件 姿 势 检 测
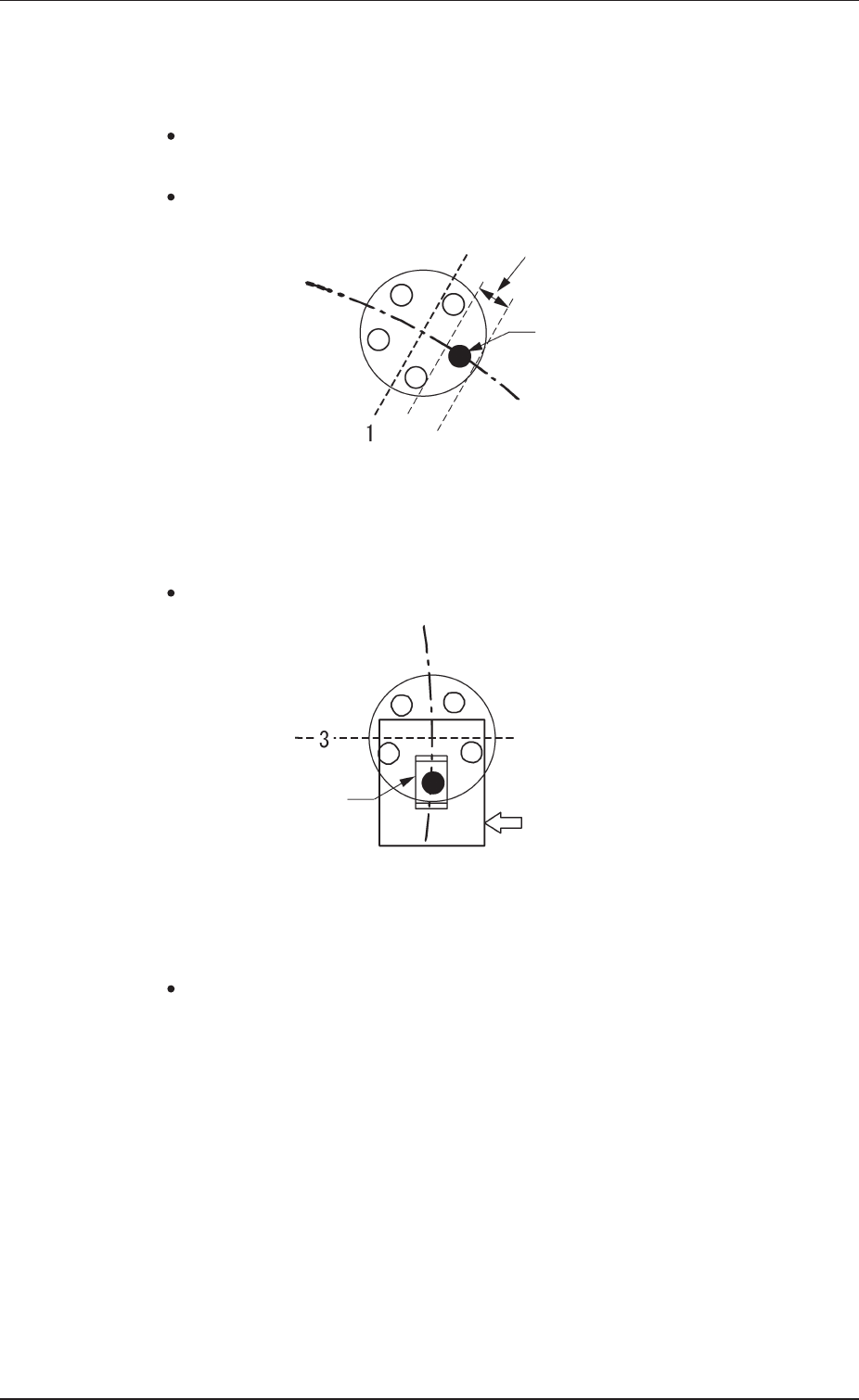
使用元件姿势检测传感器,检测出元件是被吸取到吸嘴,还是
仍旧竖立在那里。
判定为 “ 无元件 ” 时,关闭真空阀门。
Fig.2B12 Fig.2B12
Fig.2B12 Fig.2B12
Fig.2B12
位 置位 置
位 置位 置
位 置
3 :3 :
3 :3 :
3 :
元 件 认 识 图 像 读 取元 件 认 识 图 像 读 取
元 件 认 识 图 像 读 取元 件 认 识 图 像 读 取
元 件 认 识 图 像 读 取
使用元件认识 照相机捕捉元件 认识图像。
F i g . 2 B 1 3 F i g . 2 B 1 3
F i g . 2 B 1 3 F i g . 2 B 1 3
F i g . 2 B 1 3
认识图像画面认识图像画面
认识图像画面认识图像画面
认识图像画面
位 置位 置
位 置位 置
位置
33
33
3
到到
到到
到
4 :4 :
4 :4 :
4 :
元 件 认 识 处 理元 件 认 识 处 理
元 件 认 识 处 理元 件 认 识 处 理
元 件 认 识 处 理
进行以下的元 件认识处理。
(1) 元 件有无检 测。
(2) 建 立在元件 库基础 上的检查
(3) 吸取吸嘴和元件之间的位置偏离量( X ,Y ) 以及角度偏离量
( θ) 的测定
0308-001 2-8
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
元 件 状 态 检 测 传感 器 光 轴元 件 状 态 检 测 传 感 器 光 轴
元 件 状 态 检 测 传感 器 光 轴元 件 状 态 检 测 传 感 器 光 轴
元 件 状 态 检 测 传 感 器 光 轴
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴
认 识 图 像 画 面认 识 图 像 画 面
认 识 图 像 画 面认 识 图 像 画 面
认 识 图 像 画 面
元 件元 件
元 件元 件
元 件
位 置位 置
位 置位 置
位置
44
44
4
到到
到到
到
6 :6 :
6 :6 :
6 :
贴 装 角 度 决 定贴 装 角 度 决 定
贴 装 角 度 决 定贴 装 角 度 决 定
贴 装 角 度 决 定
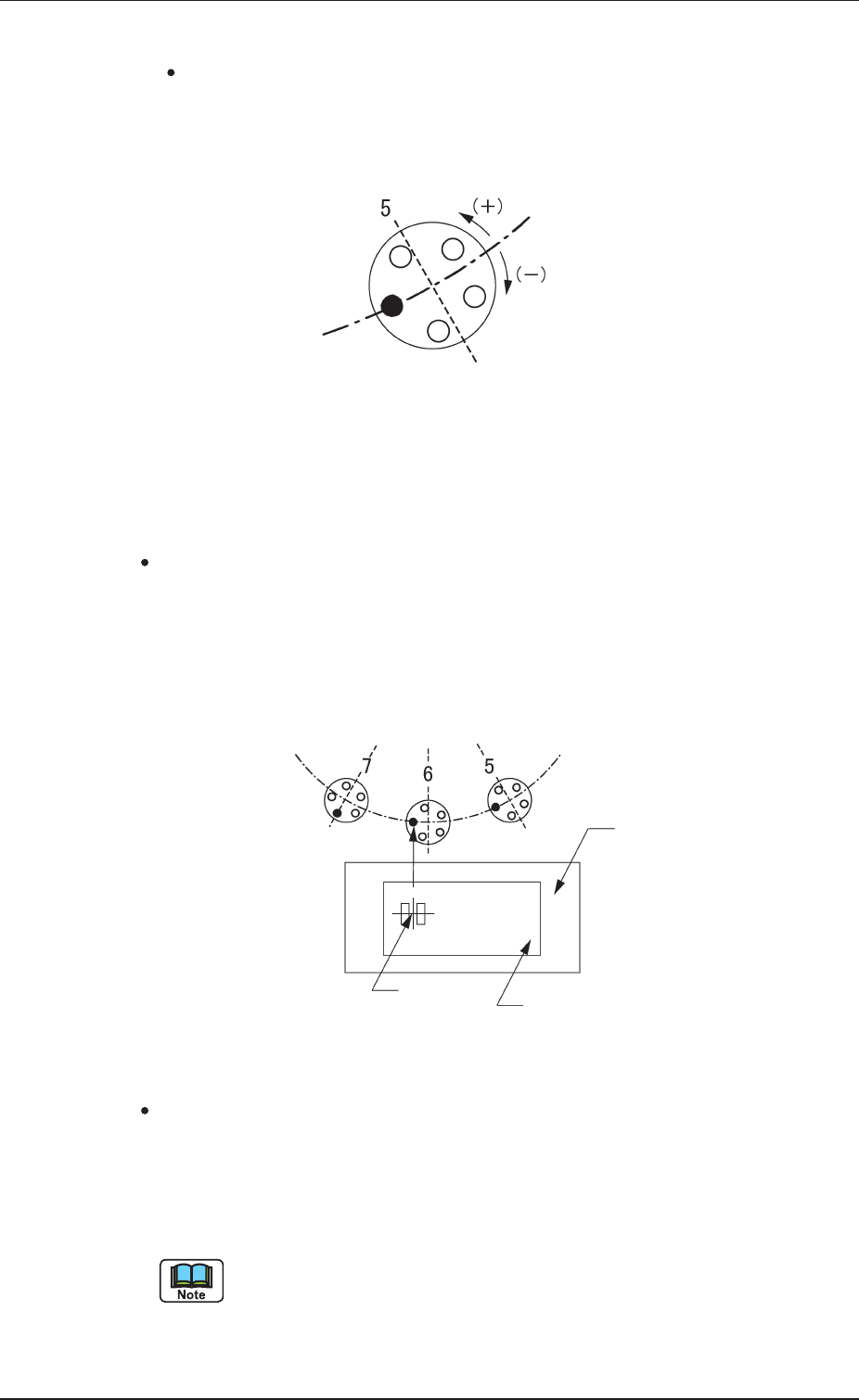
旋转 贴装 安装 头,将 元件 设定 到线 路板程 序中 指定 的贴 装角
度 。
此时,依据 “ 元件认识 ” 测定的角度偏离量( θ) 也进行补正。
F i g . 2 B 1 4 F i g . 2 B 1 4
F i g . 2 B 1 4 F i g . 2 B 1 4
F i g . 2 B 1 4
贴装安装头旋转方向贴装安装头旋转方向
贴装安装头旋转方向贴装安装头旋转方向
贴装安装头旋转方向
1.2.4 XY1.2.4 XY
1.2.4 XY1.2.4 XY
1.2.4 XY
工作台的移动和元件的贴装工作台的移动和元件的贴装
工作台的移动和元件的贴装工作台的移动和元件的贴装
工作台的移动和元件的贴装
位 置位 置
位 置位 置
位 置
6 :6 :
6 :6 :
6 :
X YX Y
X YX Y
X Y
工 作 台 的 移 动 和 元 件 的 贴 装工 作 台 的 移 动 和 元 件 的 贴 装
工 作 台 的 移 动 和 元 件 的 贴 装工 作 台 的 移 动 和 元 件 的 贴 装
工 作 台 的 移 动 和 元 件 的 贴 装
X YX Y
X YX Y
X Y
工 作 台的 移 动工 作 台的 移 动
工 作 台的 移 动工 作 台的 移 动
工 作 台的 移 动
(1) X Y 工作台移动至位置 6 的贴装位置,以便元件被安装到线路
板程序中指定 的线路板贴装坐标上。
此时,依据 “ 元件认识 ” 测定的选取位置偏离量( X ,Y ) ,也进
行补正。
F i g . 2 B 1 5 X YFi g . 2 B 1 5 X Y
F i g . 2 B 1 5 X YFi g . 2 B 1 5 X Y
F i g . 2 B 1 5 XY
工作台的移动工作台的移动
工作台的移动工作台的移动
工作台的移动
元 件 的 贴 装元 件 的 贴 装
元 件 的 贴 装元 件 的 贴 装
元 件 的 贴 装
(1) 贴装元件时,依据元件库数据, 将所使用的吸嘴控制到最下
限。这个叫做吸取 Z 补正。
(2) 真空阀 门关闭,气枪挂到吸嘴,元件被贴装到线路板上。
贴装元件时,贴装凸轮控制气缸 / 贴装凸轮补正气缸具有
避免与已贴装 元件冲突的机能。
0308-001 2-9
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
线 路 板线 路 板
线 路 板线 路 板
线 路 板
贴 装 位 置贴 装 位 置
贴 装 位 置贴 装 位 置
贴 装 位 置
X YX Y
X YX Y
X Y
工作台工作台
工作台工作台
工作台
移 动移 动
移 动移 动
移 动