TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第107页
4 . 4 . 4 . 4 . 4 . 贴 装 确 认 贴 装 确 认 贴 装 确 认 贴 装 确 认 贴 装 确 认 4 . 1 4 . 1 4 . 1 4 . 1 4 . 1 元 件 贴 装 测 试 元 件 贴 装 测 试 元 件 贴 装 测 试 元 件 贴 装 测 试 元 件 贴 装 测 试 尝 试 在 线 路 板 上 贴 装 实 际 的 元 件 , 确 认 能 否 毫 无 障 碍 地 进 行 贴 装 。 存 在 贴 装 元 件 …
3 . 73 . 7
3 . 73 . 7
3 . 7
X YX Y
X YX Y
X Y
工作台测试工作台测试
工作台测试工作台测试
工作台测试
按照生产机种的线路板程序,通过只在 X Y 工作台上执行动作,确
认贴装位置。
操作方法,请参照 “ 第六节 维护保养菜单 3.1 XY 工作台测试 Tab”
章节。
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 将前服务台线路板的作业灯开关设为 O N 。
(2) 将线路板安置到 X Y 工作台上,用线路板识别照相机进行 X Y
工作台测试,确 认以下事项。
确认元件和线路板 的样板图形位置是否对准了。
错位时,进 行线路板程序的修正等处 理。
确认吸取吸嘴是否贴装到了线路板样 板图形以外的地方。
显示在 “ 识别图像 ” 的显示器上十字中心为吸取吸嘴的贴
装位置。
0308-001 3-25
3 . 7 3 . 7
3 . 7 3 . 7
3 . 7
X YX Y
X YX Y
X Y
工作台测试工作台测试
工作台测试工作台测试
工作台测试
4 . 4 .
4 . 4 .
4 .
贴装确认贴装确认
贴装确认贴装确认
贴装确认
4 . 14 . 1
4 . 14 . 1
4 . 1
元 件 贴 装 测 试元 件 贴 装 测 试
元 件 贴 装 测 试元 件 贴 装 测 试
元 件 贴 装 测 试
尝试在线路板上贴装实际的元件,确认能否毫无障碍地进行贴装。
存在贴 装 元件的位置偏离等问题时,可以通过修正线 路 板 程 序 的
方法来解决。
4 . 24 . 2
4 . 24 . 2
4 . 2
运 行 方 式 的 设 定运 行 方 式 的 设 定
运 行 方 式 的 设 定运 行 方 式 的 设 定
运 行 方 式 的 设 定
开始生产运行之前,先进入 “ 运行方式 ” 子菜单界面,就生产机种的
运行方式,做如下的确认 / 设定。
(1)
替 代 品 指 定 的 确 认 和 设 定替 代 品 指 定 的 确 认 和 设 定
替 代 品 指 定 的 确 认 和 设 定替 代 品 指 定 的 确 认 和 设 定
替 代 品 指 定 的 确 认 和 设 定
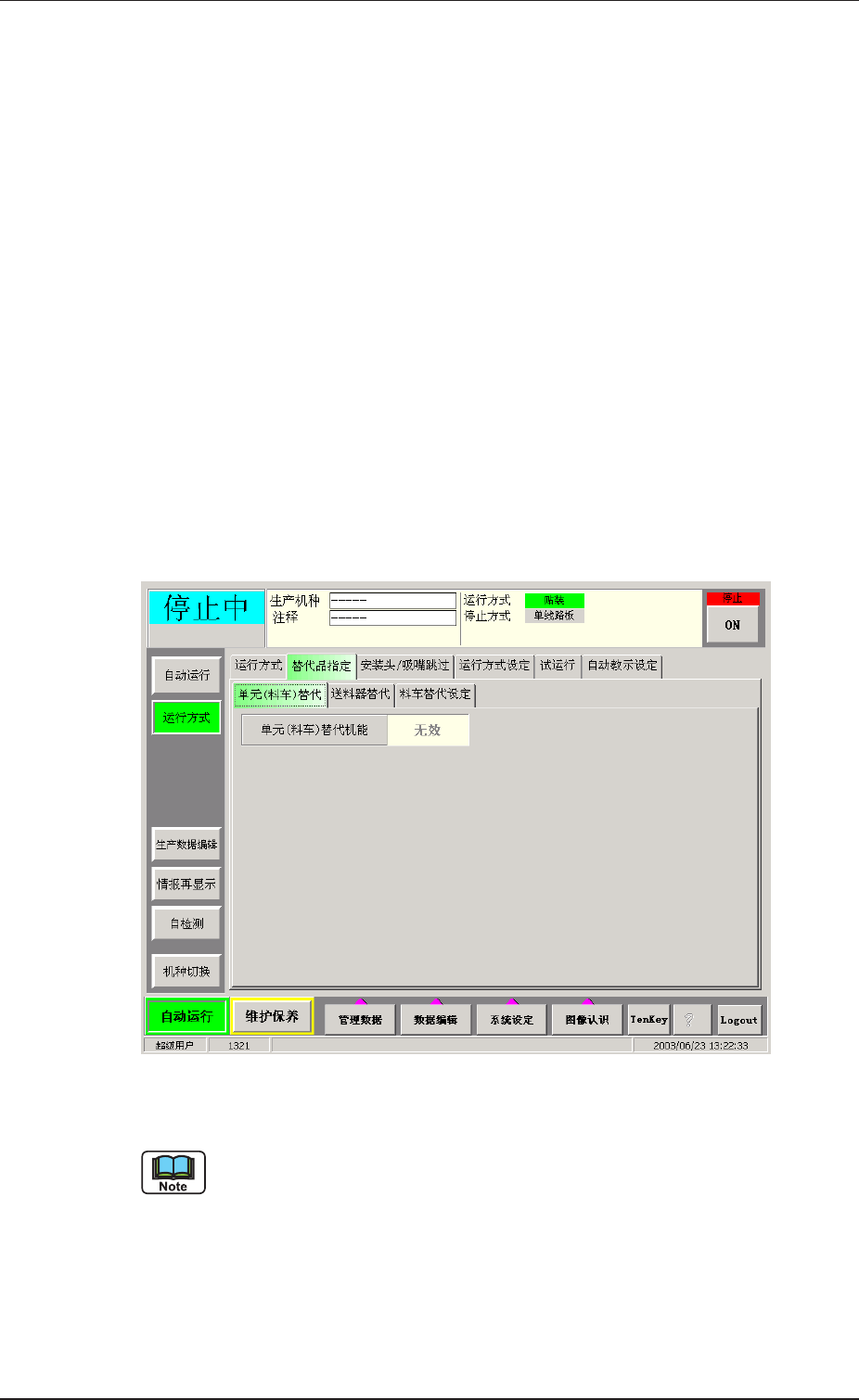
进入 “ 运行方式 ” 子菜单界面的 “ 替代品指定 ” 选项卡,确认部
件替代机能的设定状况。
F i g . 2 C 3 0 F i g . 2 C 3 0
F i g . 2 C 3 0 F i g . 2 C 3 0
F i g . 2 C 3 0 “
替代品指定替代品指定
替代品指定替代品指定
替代品指定 ”
选项卡选项卡
选项卡选项卡
选项卡
详细内容,请参照 “ 第五节 3.2 替代品指定 T ab ” 章节。
0308-001 3-26
4 . 1 4 . 1
4 . 1 4 . 1
4 . 1
元件贴 装测试元件贴 装测试
元件贴 装测试元件贴 装测试
元件贴 装测试
(2)
运 行 方 式 设 定 的 确 认 和 设 定运 行 方 式 设 定 的 确 认 和 设 定
运 行 方 式 设 定 的 确 认 和 设 定运 行 方 式 设 定 的 确 认 和 设 定
运 行 方 式 设 定 的 确 认 和 设 定
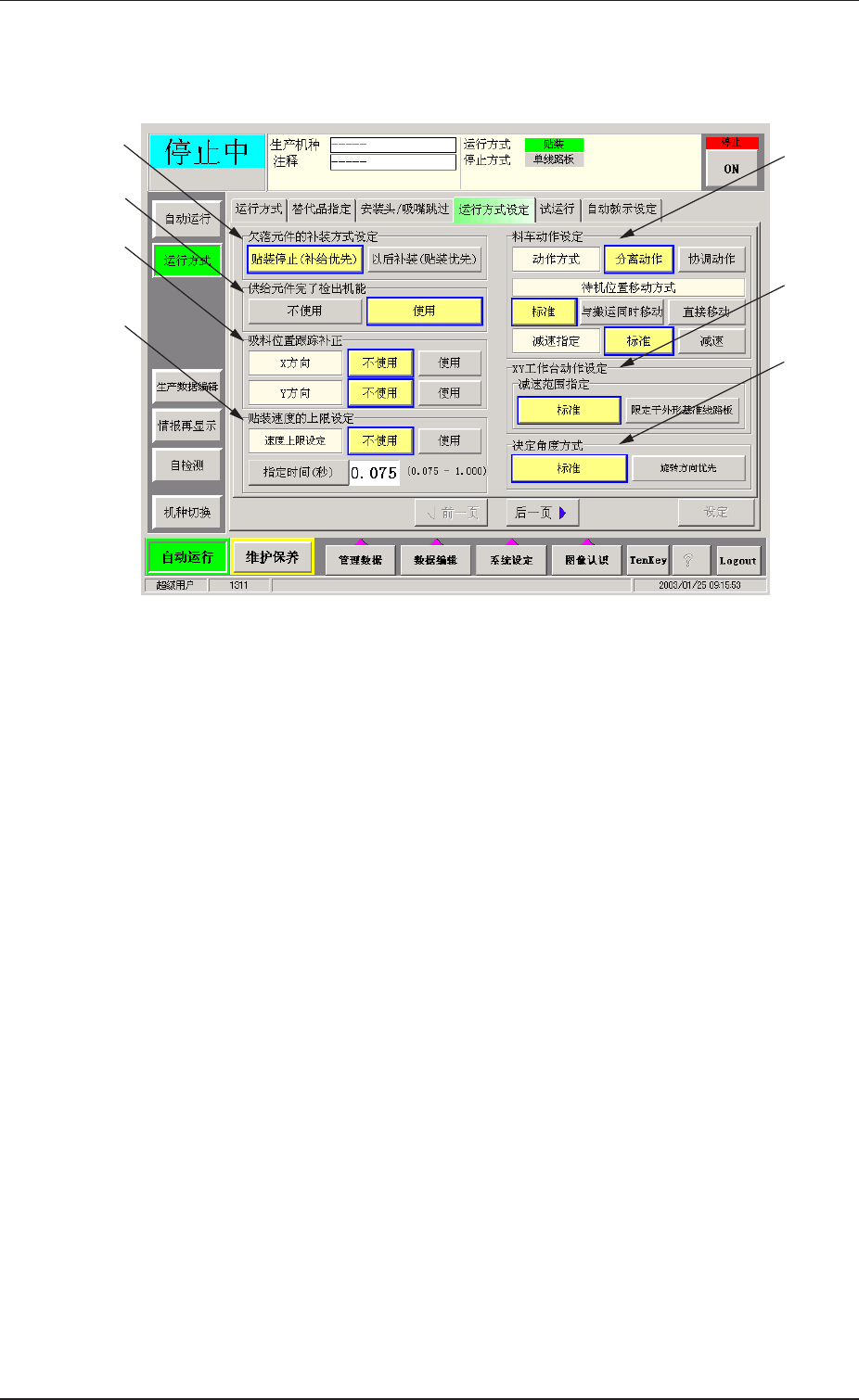
进入 “ 运行方式设定 ” 选项卡,进行各功能的确认 / 设定。
F i g . 2 C 3 1 F i g . 2 C 3 1
F i g . 2 C 3 1 F i g . 2 C 3 1
F i g . 2 C 3 1 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
(
第第
第第
第
11
11
1
页页
页页
页
))
))
)
欠 落 元 件 的 补 装 方 式 设 定 的 确 认欠落 元 件 的 补 装 方 式 设 定 的 确 认
欠 落 元 件 的 补 装 方 式 设 定 的 确 认欠落 元 件 的 补 装 方 式 设 定 的 确 认
欠 落 元 件 的 补 装 方 式 设 定 的 确 认
//
//
/
设 定设 定
设 定设 定
设 定
进行 “ 欠落元件的补装方式设定 ”
* 1* 1
* 1* 1
* 1 的确认 / 设定。
供 给 元 件 完 了 检 出 机 能 的 确 认供 给 元 件 完 了 检 出 机 能 的 确 认
供 给 元 件 完 了 检 出 机 能 的 确 认供 给 元 件 完 了 检 出 机 能 的 确 认
供 给 元 件 完 了 检 出 机 能 的 确 认
//
//
/
设 定设 定
设 定设 定
设 定
进行 “ 供给元件完了检出机能 ”
* 2* 2
* 2* 2
* 2 的确认 / 设定。
吸 料 位 置 跟 踪 补 正 的 确 认吸 料 位 置 跟 踪 补 正 的 确 认
吸 料 位 置 跟 踪 补 正 的 确 认吸 料 位 置 跟 踪 补 正 的 确 认
吸 料 位 置 跟 踪 补 正 的 确 认
//
//
/
设 定设 定
设 定设 定
设 定
进行 “ 吸料位置跟踪补正 ”
* 3* 3
* 3* 3
* 3 的确认 / 设定。
贴 装 速 度 的 上 限 设 定 的 确 认贴 装 速 度 的 上 限 设 定 的 确 认
贴 装 速 度 的 上 限 设 定 的 确 认贴 装 速 度 的 上 限 设 定 的 确 认
贴 装 速 度 的 上 限 设 定 的 确 认
//
//
/
设 定设 定
设 定设 定
设 定
进行 “ 贴装速度的上限设定 ”
* 4* 4
* 4* 4
* 4 的确认 / 设定。
料 车 动 作设 定的 确 认料车动 作 设 定 的 确 认
料 车 动 作设 定的 确 认料车动 作 设 定 的 确 认
料 车 动 作设定 的 确 认
//
//
/
设 定设 定
设 定设 定
设 定
进行 “ 料车动作设定 ”
* 5* 5
* 5* 5
* 5 的确认 / 设定。
X YX Y
X YX Y
X Y
工作台动作设定的 确认工作台动作设定 的确认
工作台动作设定的 确认工作台动作设定 的确认
工作台动作 设定的确认
//
//
/
设定设定
设定设定
设定
进行 “X Y 工作台动作设定 ”
* 6* 6
* 6* 6
* 6 的确认 / 设定。
决 定 角 度方 式的 确 认决定角 度 方 式 的 确 认
决 定 角 度方 式的 确 认决定角 度 方 式 的 确 认
决 定 角 度方式 的 确 认
//
//
/
设 定设 定
设 定设 定
设 定
进行 “ 决定角度方式 ”
* 7* 7
* 7* 7
* 7 的确认 / 设定。
0308-001 3-27
4 . 2 4 . 2
4 . 2 4 . 2
4 . 2
运行方式的 设定运行方式的设定
运行方式的 设定运行方式的设定
运行方式的 设定
* 5* 5
* 5* 5
* 5
* 6* 6
* 6* 6
* 6
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2
* 3* 3
* 3* 3
* 3
* 4* 4
* 4* 4
* 4
* 7* 7
* 7* 7
* 7