TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第295页
4 . 1 4 . 1 4 . 1 4 . 1 4 . 1 “ 料 车 料 车 料 车 料 车 料 车 ” T a b T a b T a b T a b T a b 在 “ 单 元 调 整 ” 子 菜 单 界 面中 , 按 [ 料 车 ] T a b 时 , 将 显示 “ 料 车 ” 选 项 卡 。 “ 料 车 ” 选 项 卡 按 操 作 对 象 分 为 以下 T a b , 按 各 个 T a b , 可 进 入 相应 的 选 项 …
4 .4 .
4 .4 .
4 . “
单元调整单元调整
单元调整单元调整
单元调整 ”
子菜单子菜单
子菜单子菜单
子菜单
界 面 显 示界 面 显 示
界 面 显 示界 面 显 示
界 面 显 示
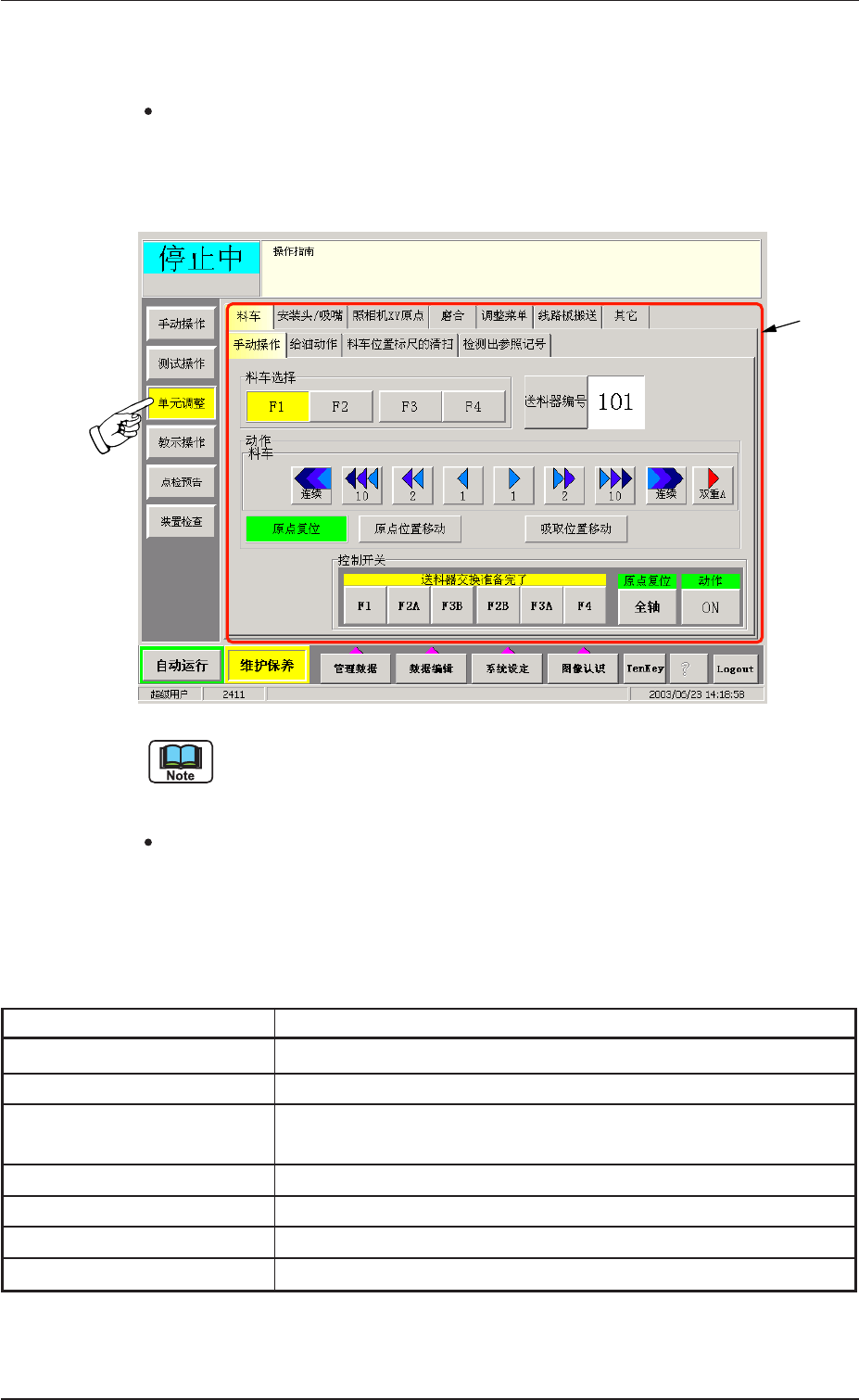
按下 “ 维护保养 ” 子菜单栏的[ 单元调整] 按钮时,将显示如下子菜
单界面。
F i g . 2 F 4 0F i g . 2 F 4 0
F i g . 2 F 4 0F i g . 2 F 4 0
F i g . 2 F 4 0 “
单元调整单元调整
单元调整单元调整
单元调整 ”
子菜单界面子菜单界面
子菜单界面子菜单界面
子菜单界面
自动运行的暂停中无法显示 “ 单元调整 ” 子菜单。
界 面 构 成界 面 构 成
界 面 构 成界 面 构 成
界 面 构 成
* 1* 1
* 1* 1
* 1
T a bT a b
T a bT a b
T a b
和选项卡和选项卡
和选项卡和选项卡
和选项卡
“ 单元调整 ” 子菜单界面分为以下 7 个选项卡,按各个 T a b ,可
进入相应的选项卡。
Tabl e 2F3Table 2F3
Tabl e 2F3Table 2F3
Table 2F3
Tab Tab
Tab Tab
Tab
内内
内内
内
容容
容容
容
料 车料 车
料 车料 车
料 车 进行料车部的动作和供油。
安装头安装 头
安装头安装 头
安 装头
//
//
/
吸嘴吸嘴
吸嘴吸嘴
吸嘴 调整安 装头和吸嘴。
照相机照相机
照相机照相机
照相机
X YX Y
X YX Y
X Y
原点原点
原点原点
原点 进行图像照相机的原点调整、C C D 照相机的角度调整、反
射照明亮度调整等。
磨 合磨 合
磨 合磨 合
磨 合 进行安装头塔的磨合操作。
调 整 菜 单调 整 菜 单
调 整 菜 单调 整 菜 单
调 整 菜 单 进行各种调整。
搬 送 线 路 板搬 送 线 路 板
搬 送 线 路 板搬 送 线 路 板
搬 送 线 路 板 调整线路板搬送机构。
其 它其 它
其 它其 它
其 它 设定触摸屏。
4 .4 .
4 .4 .
4 . “
单元 调 整单元调整
单元 调 整单元调整
单元 调 整 ”
子菜单子菜单
子菜单子菜单
子菜单
0308-001 6-51
* 1* 1
* 1* 1
* 1
4 . 14 . 1
4 . 14 . 1
4 . 1 “
料车料车
料车料车
料车 ”
T a bT a b
T a bT a b
T a b
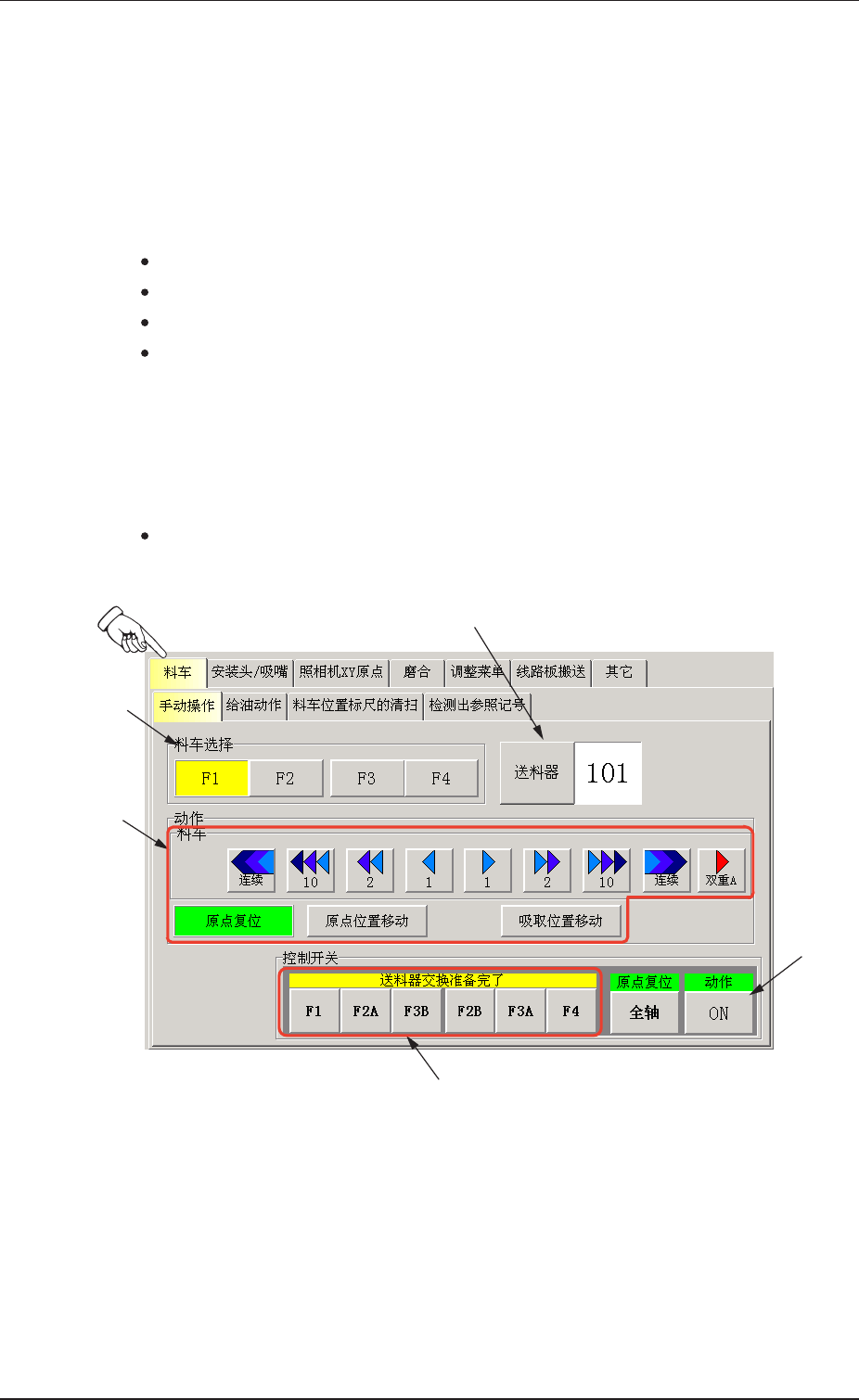
在 “ 单元调整 ” 子菜单界面中,按[ 料车] T a b 时,将显示 “ 料车 ” 选
项卡。
“ 料车 ” 选项卡按操作对象分为以下 T a b ,按各个 T a b ,可进入相应
的选项卡。
“ 手动操作 ”T a b
“ 给油动作 ”T a b
“ 料车位置标尺清扫 ”T a b
“ 检测出参照记号 ”T a b
4.1.14.1.1
4.1.14.1.1
4.1.1 “
手动操作手动操作
手动操作手动操作
手动操作 ”
TabTab
TabTab
Tab
进行料车部的位置移动。
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
在 “ 料车 ” 选项卡中,按[ 手动操作] T a b 时,将显示如下选项卡。
F i g . 2 F 4 1F i g . 2 F 4 1
F i g . 2 F 4 1F i g . 2 F 4 1
F i g . 2 F 4 1 “
手动操作手动操作
手动操作手动操作
手动操作 ”
选项卡选项卡
选项卡选项卡
选项卡
0308-001 6-52
4 . 14 . 1
4 . 14 . 1
4 . 1 “
料车料车
料车料车
料车 ”
T a bT a b
T a bT a b
T a b
* 2* 2
* 2* 2
* 2
* 1* 1
* 1* 1
* 1
* 3* 3
* 3* 3
* 3
* 5* 5
* 5* 5
* 5
* 4* 4
* 4* 4
* 4

页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
料 车 选 择 按 钮料 车 选 择 按 钮
料 车 选 择 按 钮料 车 选 择 按 钮
料 车 选 择 按 钮
按此按钮,使其呈黄色,该料车被选定。
* 2* 2
* 2* 2
* 2
[[
[[
[
送料器编号送料器编号
送料器编号送料器编号
送料器编号
]]
]]
]
按钮按钮
按钮按钮
按钮
按此按钮,显示 “ 送料器编号 ” 编辑界面。
请在此界面设 定送料器编号。
* 3* 3
* 3* 3
* 3
动 作 选 择 按 钮动 作 选 择 按 钮
动 作 选 择 按 钮动 作 选 择 按 钮
动 作 选 择 按 钮
按此按钮,使其呈黄色,该动作被选定。
[[
[[
[
连续连续
连续连续
连续
]]
]]
]
按钮按钮
按钮按钮
按钮 : 向左连续 移动。
[ < < < / 1 0 ][ < < < / 1 0 ]
[ < < < / 1 0 ][ < < < / 1 0 ]
[ < < < / 1 0 ]
按钮按钮
按钮按钮
按钮 : 向左移动 1 0 间距。
[ < < / 2 ][ < < / 2 ]
[ < < / 2 ][ < < / 2 ]
[ < < / 2 ]
按钮按钮
按钮按钮
按钮 : 向左移动 2 间距。
[ < / 1 ][ < / 1 ]
[ < / 1 ][ < / 1 ]
[ < / 1 ]
按钮按钮
按钮按钮
按钮 : 向左移动 1 间距。
[ > / 1 ][ > / 1 ]
[ > / 1 ][ > / 1 ]
[ > / 1 ]
按钮按钮
按钮按钮
按钮 : 向右移动 1 间距。
[ > > / 2 ][ > > / 2 ]
[ > > / 2 ][ > > / 2 ]
[ > > / 2 ]
按钮按钮
按钮按钮
按钮 : 向右移动 2 间距。
[ > > > / 1 0 ][ > > > / 1 0 ]
[ > > > / 1 0 ][ > > > / 1 0 ]
[ > > > / 1 0 ]
按钮按钮
按钮按钮
按钮 : 向右移动 1 0 间距。
[[
[[
[
连续连续
连续连续
连续
]]
]]
]
按钮按钮
按钮按钮
按钮 : 向右连续移动。
1 间距约为 8.5mm。
[[
[[
[
原点复位原点复位
原点复位原点复位
原点复位
]]
]]
]
按钮按钮
按钮按钮
按钮
::
::
: 料车返回原点位置。
[[
[[
[
原点位置移 动原点位置 移动
原点位置移 动原点位置 移动
原点位置移动
]]
]]
]
按钮按钮
按钮按钮
按钮 : 移动料车到原点位置。
[[
[[
[
吸取位 置移 动吸 取 位置 移动
吸取位 置移 动吸 取 位置 移动
吸取位 置移 动
]]
]]
] : 移动料车到吸取位置。
* 4* 4
* 4* 4
* 4
送 料 器 交 换 准 备 完 了送 料 器 交 换 准 备 完 了
送 料 器 交 换 准 备 完 了送 料 器 交 换 准 备 完 了
送 料 器 交 换 准 备 完 了
送料器交换准备完了按钮[ F 1 ]~[ F 4 ] ,与配置在装置背面各作
业区安全门的送料器准备完了按钮( [ F 1 准备完了]按钮~[ F 2
准备完了] 按钮) 起相同作用。
结束送料带的交换准备后,请按下该当作业区安全门的送料器
交换准备完 了按钮。
* 5* 5
* 5* 5
* 5
控 制 开 关控 制 开 关
控 制 开 关控 制 开 关
控 制 开 关
在选择动作选择按钮
* 3* 3
* 3* 3
* 3 选择动作,按动作[ O N ] 按钮后,2 秒内
再按操作台的[ E N A B L E ] 按钮,执行对应
* 3* 3
* 3* 3
* 3 中选定动作的料车
移动 。
4 . 14 . 1
4 . 14 . 1
4 . 1 “
料车料车
料车料车
料车 ”
T a bT a b
T a bT a b
T a b
0308-001 6-53