TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第57页
3 . 3 3 . 3 3 . 3 3 . 3 3 . 3 线 路 板 的 定 位 线 路 板 的 定 位 线 路 板 的 定 位 线 路 板 的 定 位 线 路 板 的 定 位 3 . 3 . 1 3 . 3 . 1 3 . 3 . 1 3 . 3 . 1 3 . 3 . 1 线 路板 的 定位 线 路板 的 定位 线 路板 的 定位 线 路板 的 定位 线 路板 的 定 位 ( T C M - X 1 1 0 , X 2 1 0 )…
位置位置
位置位置
位置
88
88
8
到到
到到
到
1 0 :1 0 :
1 0 :1 0 :
1 0 :
吸 嘴 切 换吸 嘴 切 换
吸 嘴 切 换吸 嘴 切 换
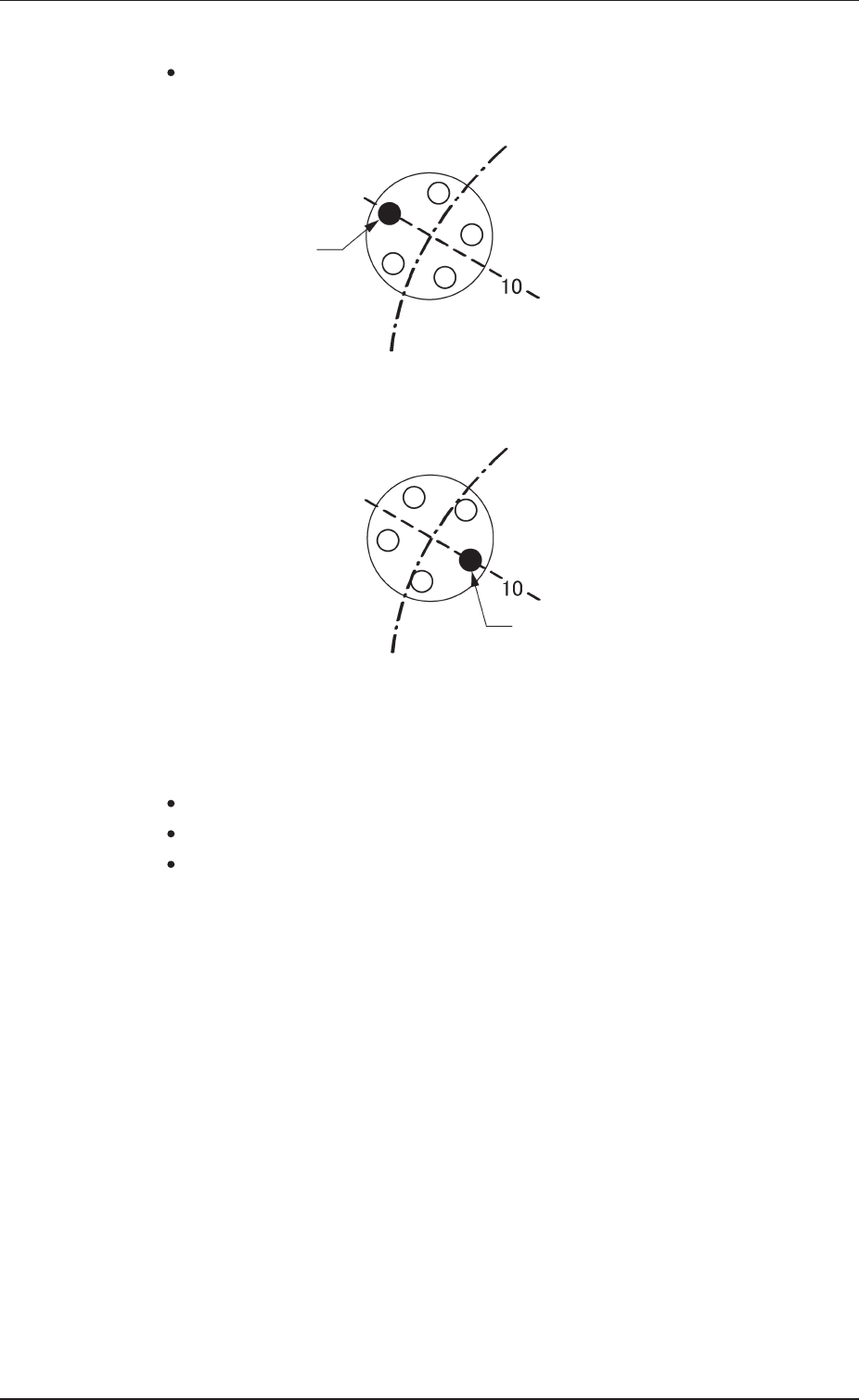
吸 嘴 切 换
随吸嘴高度,将使用于元件吸取的吸嘴旋转到 6 点或 1 2 点的
位置 。
F i g . 2 B 8 F i g . 2 B8
F i g . 2 B 8 F i g . 2 B8
F i g . 2 B 8
吸嘴高度为吸嘴高度为
吸嘴高度为吸嘴高度为
吸嘴高度为 “
L o wL o w
L o wL o w
L o w ”
时时
时时
时
F i g . 2 B 9 F i g . 2 B9
F i g . 2 B 9 F i g . 2 B9
F i g . 2 B 9
吸嘴高度为吸嘴高度为
吸嘴高度为吸嘴高度为
吸嘴高度为 “
H i g hH i g h
H i g hH i g h
H i g h ”
时时
时时
时
位置位置
位置位置
位置
1 0 :1 0 :
1 0 :1 0 :
1 0 :
使 用 吸 嘴 检 测 、使 用 吸 嘴 检 测 、
使 用 吸 嘴 检 测 、使 用 吸 嘴 检 测 、
使 用 吸 嘴 检 测 、
多 余 吸 嘴 落 下 检 测多 余 吸 嘴 落 下 检 测
多 余 吸 嘴 落 下 检 测多 余 吸 嘴 落 下 检 测
多 余 吸 嘴 落 下 检 测
使用光传感器确认使用吸嘴是否在所定位置( 1 2 点的位置) 。
进行多余吸嘴 的落下检测。
进行吸嘴的收回检测。
0308-001 2-5
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴
( 1 2( 1 2
( 1 2( 1 2
( 1 2
点位置点位置
点位置点位置
点位置
))
))
)
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴
( 6( 6
( 6( 6
( 6
点位置点位置
点位置点位置
点位置
))
))
)
3 . 33 . 3
3 . 33 . 3
3 . 3
线 路 板 的 定 位线 路 板 的 定 位
线 路 板 的 定 位线 路 板 的 定 位
线 路 板 的 定 位
3.3.13.3.1
3.3.13.3.1
3.3.1
线路板的定位线路板的定位
线路板的定位线路板的定位
线路板的定位
(TCM -X110,X 21 0)( TCM- X1 10 ,X210)
(TCM -X110,X 21 0)( TCM- X1 10 ,X210)
(T CM -X 11 0,X21 0)
3 . 3 . 1 . 13 . 3 . 1 . 1
3 . 3 . 1 . 13 . 3 . 1 . 1
3 . 3 . 1 . 1
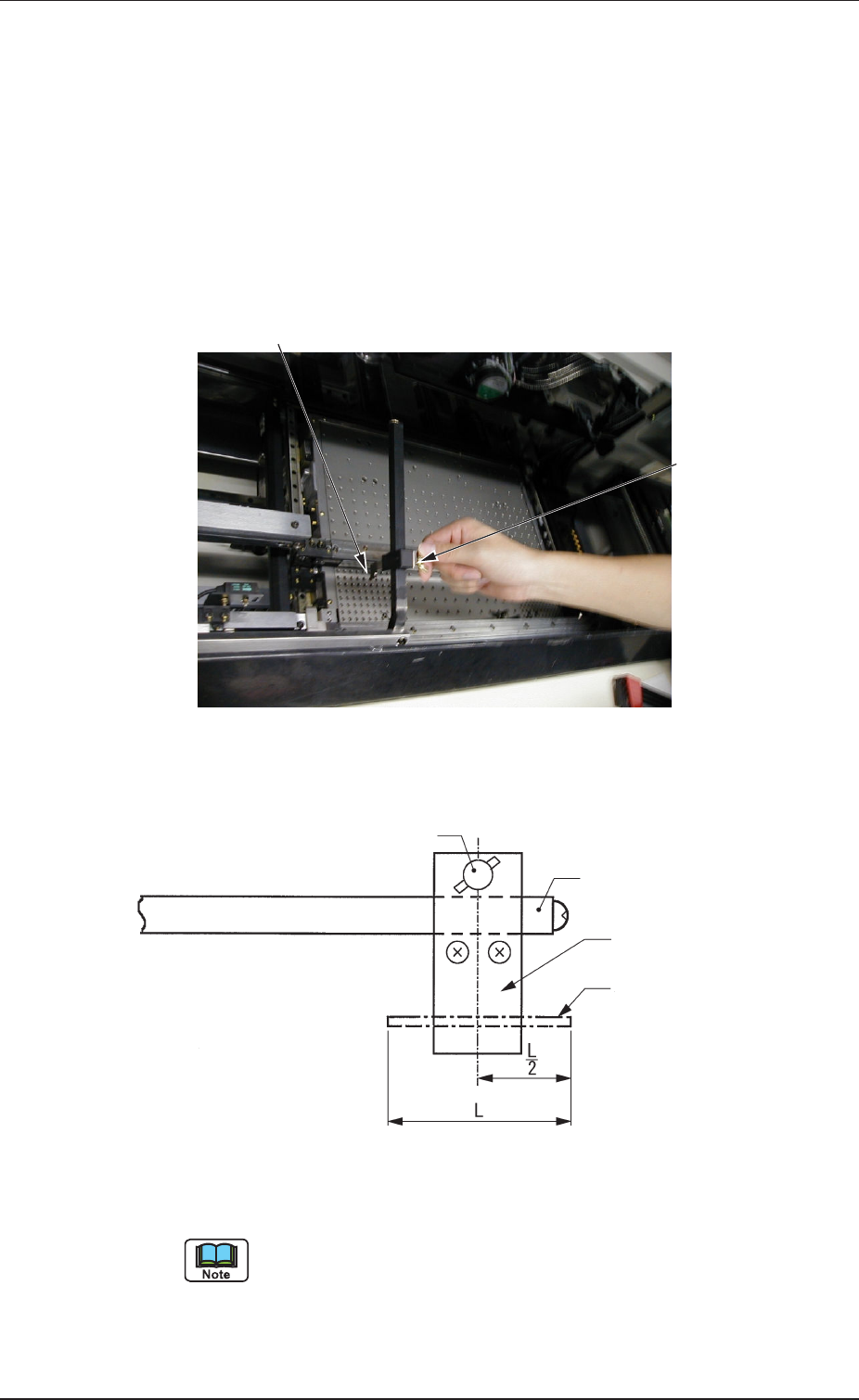
线路板搬运送料 棘爪的调 整线路板搬运送料棘爪的调整
线路板搬运送料 棘爪的调 整线路板搬运送料棘爪的调整
线路板搬运送料棘爪的调整
缓缓滑动送料棘爪的蝶形螺栓,对准线路板宽度的 1 / 2 ( 中央) 位置
固定。
F i g . 2 C 5 F i g .2 C 5
F i g . 2 C 5 F i g .2 C 5
F i g . 2 C 5
线路板搬运送料棘爪线路板搬运送料棘爪
线路板搬运送料棘爪线路板搬运送料棘爪
线路板搬运送料棘爪
Fig .2C6 Fig.2C6
Fig .2C6 Fig.2C6
Fig.2C6
线路板搬运送料棘爪的调整线路板搬运送料棘爪的调整
线路板搬运送料棘爪的调整线路板搬运送料棘爪的调整
线路板搬运送料棘爪的调整
传送带的滑道宽度设定为 “5 0 m m ” 左右时,请留意不要使送料棘
爪碰到装置结构物。
0308-001 3-6
3 . 3 3 . 3
3 . 3 3 . 3
3 . 3
线路板的定位线路板的定位
线路板的定位线路板的定位
线路板的定位
蝶 形 螺 栓蝶 形 螺 栓
蝶 形 螺 栓蝶 形 螺 栓
蝶 形 螺 栓
线 路 板 搬 运 送 料 棘 爪线 路 板 搬 运 送 料 棘 爪
线 路 板 搬 运 送 料 棘 爪线 路 板 搬 运 送 料 棘 爪
线 路 板 搬 运 送 料 棘 爪
蝶 形 螺 栓蝶 形 螺 栓
蝶 形 螺 栓蝶 形 螺 栓
蝶 形 螺 栓
送 料 杆送 料 杆
送 料 杆送 料 杆
送 料 杆
送 料 棘 爪送 料 棘 爪
送 料 棘 爪送 料 棘 爪
送 料 棘 爪
线 路 板线 路 板
线 路 板线 路 板
线 路 板
装装
装装
装
置置
置置
置
前前
前前
前
侧侧
侧侧
侧
((
((
(
((
((
(
1 . 2 . 2 1 . 2 . 2
1 . 2 . 2 1 . 2 . 2
1 . 2 . 2
元件的供给和吸取元件的供给和吸取
元件的供给和吸取元件的供给和吸取
元件的供给和吸取
位置位置
位置位置
位置
1 2 :1 2 :
1 2 :1 2 :
1 2 :
元 件 的 供 给 、元 件 的 供 给 、
元 件 的 供 给 、元 件 的 供 给 、
元 件 的 供 给 、
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取
元 件 的 供 给元 件 的 供 给
元 件 的 供 给元 件 的 供 给
元 件 的 供 给
(1) 搭载了送料带 或散装送料器的料车左右 移动,将 必要的元件
送至位置 1 2 的。
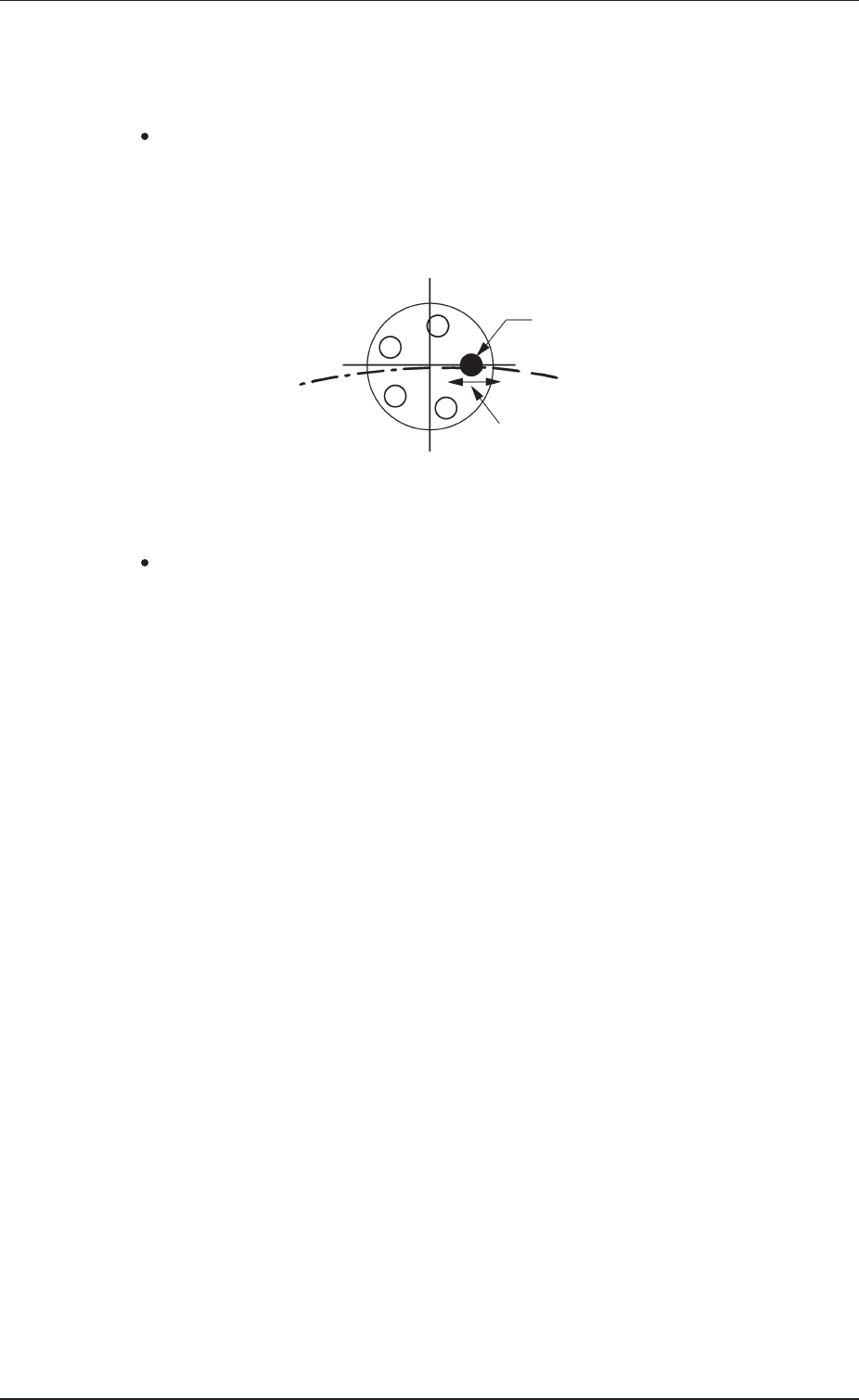
( 2 ) 料车在进行了 C X 补正( 吸取位置补正追踪: X 方向) 后停止。
F i g . 2 B 1 1 C XFi g . 2 B 1 1 C X
F i g . 2 B 1 1 C XFi g . 2 B 1 1 C X
F i g . 2 B 1 1 C X
补正方向补正方向
补正方向补正方向
补正方向
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取元 件 的 吸 取
元 件 的 吸 取
(1) 吸取元件时,基于元件库数据, 将所使用的吸嘴控制到最下
限 。
这个叫做吸取 Z 补正。
(2) 使用编 带送料棘爪送出编带,封口盖带被卷上。
(3) 吸取吸 嘴开始吸取元件。
(4) 切断已 送出的多余编带。
0308-001 2-7
1 . 2 1 . 2
1 . 2 1 . 2
1 . 2
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装从元件 吸 取 的 准 备 到元件 贴装
从元件 吸 取 的 准 备 到元件 贴装
C XC X
C XC X
C X
补正补正
补正补正
补正
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴使 用 吸 嘴
使 用 吸 嘴