TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第231页
7 .2. 2 7 .2 .2 7 .2. 2 7 .2 .2 7. 2.2 X Y X Y X Y X Y X Y 工 作 台 滑 道 宽 度 、 工 作 台 滑 道 宽 度 、 工 作 台 滑 道 宽 度 、 工 作 台 滑 道 宽 度 、 工 作 台 滑 道 宽 度 、 L / R L / R L / R L / R L / R 传 送 带 宽 度 的 宽 度 调 整 传 送 带 宽 度 的 宽 度 调 整 传 送 带 宽 度 的…
7.2.17.2.1
7.2.17.2.1
7.2.1
全单元的自动调整全单元的自动调整
全单元的自动调整全单元的自动调整
全单元的自动调整
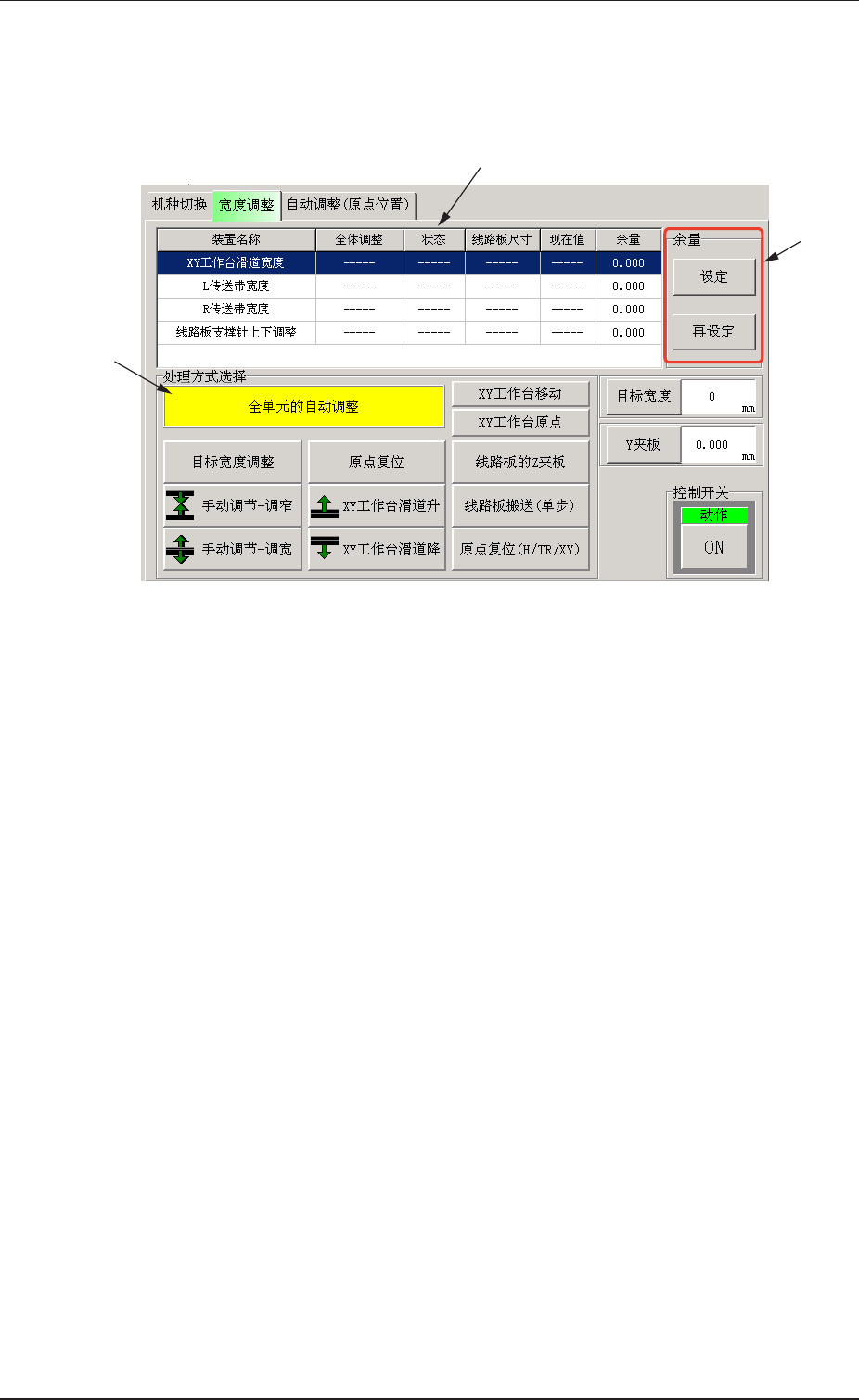
执行全单元的自动调整时,请按以下的顺序操作。
F i g . 2 E 6 3 F i g . 2 E 6 3
F i g . 2 E 6 3 F i g . 2 E 6 3
F i g . 2 E 6 3 “
全单元的自动调整全单元的自动调整
全单元的自动调整全单元的自动调整
全单元的自动调整 ”
时的选项卡时的选项卡
时的选项卡时的选项卡
时的选项卡
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 按
* 1* 1
* 1* 1
* 1 [ 全单元的自动调整] 按钮。
(2) 输入
* 2* 2
* 2* 2
* 2 的余量数据( 滑道宽度、传送带宽度) 后,按下[ 余量再
设定] 按钮。
(3) 按下控制开关的动作[ O N ]按钮,2 秒内再按操作台的[ EN A B LE ]
按钮,开始全单元的自动调整,各单位的
* 3* 3
* 3* 3
* 3 “ 状态 ” 显示如下。
“
完毕完 毕
完毕完 毕
完毕 ” : 宽度调整完毕,单位在 “ 线路板尺
寸( 宽度)”+ “ 余量 ” 的位置。
“
不定不 定
不定不 定
不定
”
: 单位的位置虽然在 “ 线路板尺寸( 宽
度) ”+
“
余量 ” ,但非当前位置管理状
态 。
“
- -- - -- - -- -
- -- - -- - -- -
- -- - -” : 当前位置不 定或生产机种不定。
“
- - - - -- - - - -
- - - - -- - - - -
- - - - - ”
((
((
(
红色红色
红色红色
红色
))
))
) : 宽度调整数据已被设为 “ 禁止 ” 。
生产机种不定的情况,进行原点复位后继续做自动调整宽度。
7 . 27 . 2
7 . 27 . 2
7 . 2 “
宽度调整宽度调整
宽度调整宽度调整
宽度调整 ”
T a bT a b
T a bT a b
T a b
0308-001 5-91
* 3* 3
* 3* 3
* 3
* 2* 2
* 2* 2
* 2
* 1* 1
* 1* 1
* 1
7.2.27.2.2
7.2.27.2.2
7.2.2
X YX Y
X YX Y
X Y
工作台滑道宽度、工作台滑道宽度、
工作台滑道宽度、工作台滑道宽度、
工作台滑道宽度、
L / RL / R
L / RL / R
L / R
传送带宽度的宽度调整传送带宽度的宽度调整
传送带宽度的宽度调整传送带宽度的宽度调整
传送带宽度的宽度调整
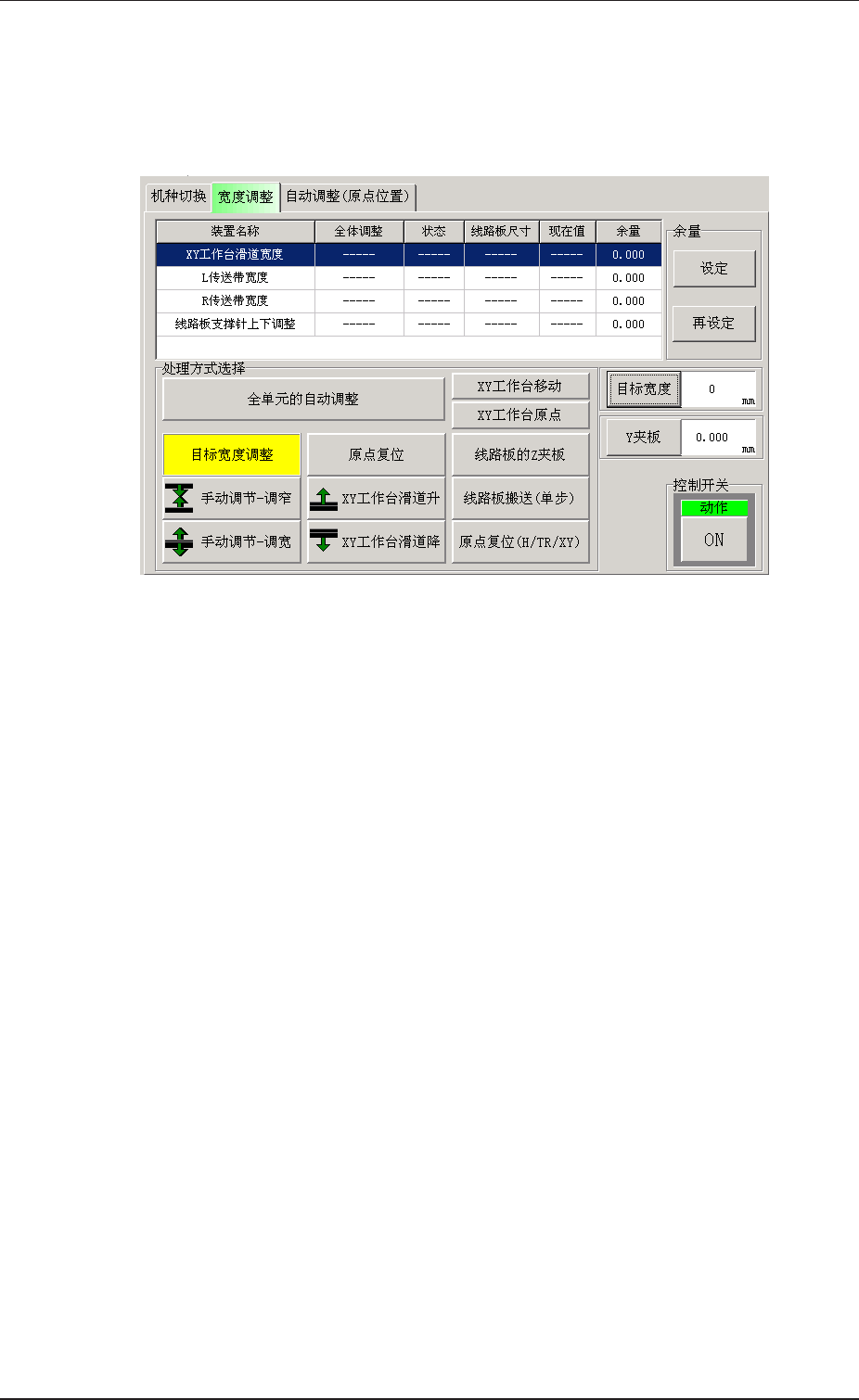
执行 X Y 工作台滑道宽度、L / R 传送带宽度的宽度调整时,请按以下
顺序操作。
F i g . 2 E 6 4 F i g . 2 E 6 4
F i g . 2 E 6 4 F i g . 2 E 6 4
F i g . 2 E 6 4 “
X YX Y
X YX Y
X Y
工作台滑道宽度工作台滑道宽度
工作台滑道宽度工作台滑道宽度
工作台滑道宽度 ”
的的
的的
的 “
宽度调整宽度调整
宽度调整宽度调整
宽度调整 ”
选项卡选项卡
选项卡选项卡
选项卡
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 作为宽度调整单元,需要选择 “ X Y 工作台滑道宽度 ” 、“L 传送
带宽度 ” 或 “ R 传送带宽度 ” 。
(2) “X Y 工作台滑道宽度 ” 宽度调整的情况,按下[ X Y 工作台滑道宽
度上升]按钮后,2 秒内再按操作台的[ EN ABLE ]按钮,按下控制
开关的动作[ O N ] 按钮后,2 秒内再按操作台的[ E N A B L E ] 按钮,
提高 X Y 工作台滑道宽度。
7 . 27 . 2
7 . 27 . 2
7 . 2 “
宽度调整宽度调整
宽度调整宽度调整
宽度调整 ”
T a bT a b
T a bT a b
T a b
0308-001 5-92
* 3* 3
* 3* 3
* 3
吸 嘴 切 换 顺 序吸 嘴 切 换 顺 序
吸 嘴 切 换 顺 序吸 嘴 切 换 顺 序
吸 嘴 切 换 顺 序
指定吸嘴切换顺序。
* 4* 4
* 4* 4
* 4
输 入 结 果输 入 结 果
输 入 结 果输 入 结 果
输 入 结 果
输入调整确认结果。
[OK] : 调整终了后输入。
[NG] : 未 调整时输入。
[ 再调整] : 有必要再调整时输 入。
界面上显示为 “R e ”。
* 5* 5
* 5* 5
* 5
吸 嘴 的 指 定吸 嘴 的 指 定
吸 嘴 的 指 定吸 嘴 的 指 定
吸 嘴 的 指 定
显示实行中的安装头 - 吸嘴 N o . 。
Ok: 吸嘴切 换完了
Re: 吸嘴切 换失败
* 6* 6
* 6* 6
* 6
向 前旋 转向 前旋 转
向 前旋 转向 前旋 转
向前旋 转
11
11
1
个安装 头个安装 头
个安装 头个安装 头
个安装 头
[[
[[
[
低速低速
低速低速
低速
]]
]]
]
按钮按钮
按钮按钮
按钮:
将 H 轴低速传送 1 间隔,进行吸嘴切换制动阀和吸嘴切换复
位制动阀的 ON /OF F。
[ 安装头调整确认] 中使用。
[[
[[
[
高速高速
高速高速
高速
]]
]]
]
按钮按钮
按钮按钮
按钮:
将 H 轴低速传送 1 间隔。
[ 安装头差距 / 调整] 中使用。
* 7* 7
* 7* 7
* 7
[[
[[
[
移开移开
移开移开
移开
X YX Y
X YX Y
X Y
工作台工作台
工作台工作台
工作台
]]
]]
]
按钮按钮
按钮按钮
按钮
将 X Y 工作台移开到易于进行调整作业的位置。
* 8* 8
* 8* 8
* 8
[ H / X Y[ H / X Y
[ H / X Y[ H / X Y
[ H / X Y
原点位置移动原点位置移动
原点位置移动原点位置移动
原点位置移动
]]
]]
]
按钮按钮
按钮按钮
按钮
进行 H 轴和 X Y 轴的原点复位动作。
作业的开始、终了以及中断时使用 。
0308-001 6-64
4 . 24 . 2
4 . 24 . 2
4 . 2 “
安装头安装头
安装头安装头
安装头
//
//
/
吸嘴吸嘴
吸嘴吸嘴
吸嘴 ”
T a bT a b
T a bT a b
T a b