TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第84页
3 . 3 . 3 . 3 . 3 . 生 产 机 种 的 切 换 生 产 机 种 的 切 换 生 产 机 种 的 切 换 生 产 机 种 的 切 换 生 产 机 种 的 切 换 3 . 1 3 . 1 3 . 1 3 . 1 3 . 1 生 产 机 种 的 选 择 生 产 机 种 的 选 择 生 产 机 种 的 选 择 生 产 机 种 的 选 择 生 产 机 种 的 选 择 进 入 “ 机 种 切 换 ” 子 菜 单 的 “ 机 种 …
2 . 2 .
2 . 2 .
2 .
生产机种的切换准备生产机种的切换准备
生产机种的切换准备生产机种的切换准备
生产机种的切换准备
2 . 12 . 1
2 . 12 . 1
2 . 1
元 件 库 的 准 备元 件 库 的 准 备
元 件 库 的 准 备元 件 库 的 准 备
元 件 库 的 准 备
编制线路板程序时,若无必要的元件库数据,就编写新的元件库数
据 。
(a) 有关概要,请参照 “ 第三篇:数据 第三节 元件库 ” 章节。
(b) 详细内容,请参照使用说明书 “ 元件库(TCM-X 系列)” 篇。
2 . 22 . 2
2 . 22 . 2
2 . 2
生 产 机 种 用 线 路 板 程 序 的 编 写生 产 机 种 用 线 路 板 程 序 的 编 写
生 产 机 种 用 线 路 板 程 序 的 编 写生 产 机 种 用 线 路 板 程 序 的 编 写
生 产 机 种 用 线 路 板 程 序 的 编 写
投入生产运行 ,编写线路板程序是必需 的。
请参照 “ 第三篇: 数据 第二节 线路板程序 ” 章节。
2 . 32 . 3
2 . 32 . 3
2 . 3
生 产 机 种 用 线 路 板 程 序 的 登 记生 产 机 种 用 线 路 板 程 序 的 登 记
生 产 机 种 用 线 路 板 程 序 的 登 记生 产 机 种 用 线 路 板 程 序 的 登 记
生 产 机 种 用 线 路 板 程 序 的 登 记
从网络终端向装置传送线路板程序、元件库数据。
2 . 42 . 4
2 . 42 . 4
2 . 4
吸 取 吸 嘴 的 准 备吸 取 吸 嘴 的 准 备
吸 取 吸 嘴 的 准 备吸 取 吸 嘴 的 准 备
吸 取 吸 嘴 的 准 备
请确认生产机种用线路板程序中使用的吸取吸嘴是否安装至贴装安
装头。并且,确认在 “ 吸嘴关联数据 ” 界面上是否设定了正确的数
据 。
(a) 关于吸取吸嘴,请参照 “ 第一节 4.吸取吸嘴的型号 ” 章
节 。
(b) 关于 “ 吸嘴关联数据 ” 界面,请参照 “ 第三篇: 数据 第
五节 4 . 吸嘴关联数据界面 ” 章节。
(c) 关于吸取吸嘴的设置方法,请参照 “ 第四篇: 维护保养
& 问题处理 第一节 1.4.4 吸取吸嘴的拆卸与安装 ” 章
节 。
0308-001 3-2
2 .2 .
2 .2 .
2 .
生 产 机 种 的 切 换 准 备生 产 机 种 的 切 换 准 备
生 产 机 种 的 切 换 准 备生 产 机 种 的 切 换 准 备
生 产 机 种 的 切 换 准 备
3 .3 .
3 .3 .
3 .
生 产 机 种 的 切 换生 产 机 种 的 切 换
生 产 机 种 的 切 换生 产 机 种 的 切 换
生 产 机 种 的 切 换
3 . 13 . 1
3 . 13 . 1
3 . 1
生 产 机 种 的 选 择生 产 机 种 的 选 择
生 产 机 种 的 选 择生 产 机 种 的 选 择
生 产 机 种 的 选 择
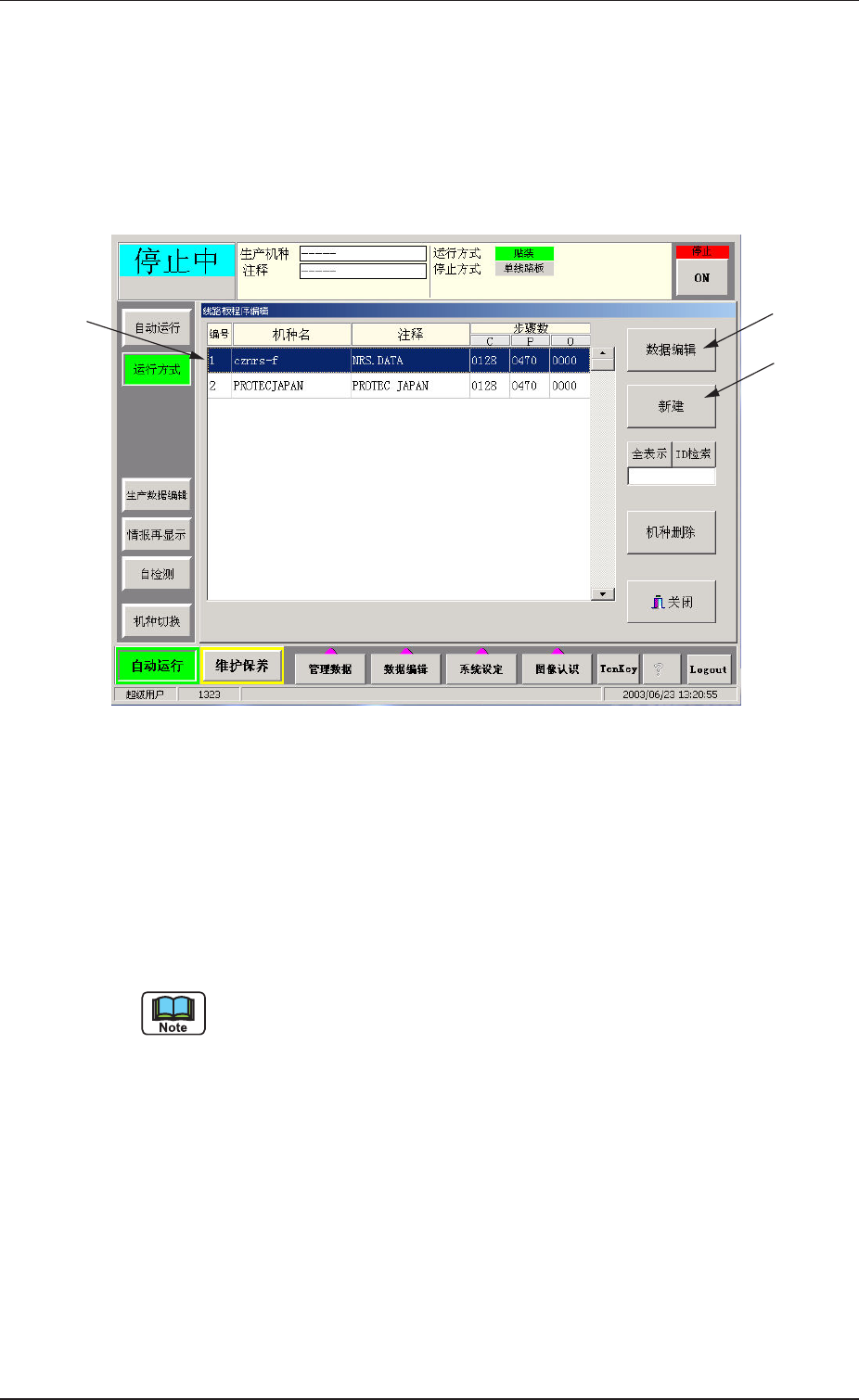
进入 “ 机种切换 ” 子菜单的 “ 机种切换 ” 选项卡,设定生产机种。
F i g . 2 C 2 F i g .2 C 2
F i g . 2 C 2 F i g .2 C 2
F i g . 2 C 2 “
机种切换机种切换
机种切换机种切换
机种切换 ”
选项卡选项卡
选项卡选项卡
选项卡
操 作 顺 序操 作 顺 序
操 作 顺 序操 作 顺 序
操 作 顺 序
(1) 按下想要设定为生产机种的
* 1* 1
* 1* 1
* 1 程 序名 , 就 能选 定 该 项 线 路
板程序,所在行呈青色。
(2) 按下
* 2* 2
* 2* 2
* 2 [ 机种切换] 按钮,
* 3* 3
* 3* 3
* 3 “ 状态 ” 栏中显示出 “O K ” 字样,
完成生产机种的 切换。
(a) 线路板程序如有异常,“ 状态 ” 栏中显示出 “NG” 字样,表
示无法实行机种切换。此时,请在修正线路板程序后再
次进行机种切换。
(b) 按下 “ 产品更换连动 ” 的动作[ O N ] 按钮后,2 秒内按下
操作台的[ EN A BL E] 按钮,同时进行生产机种的切换和产
品变更。
3 . 1 3 . 1
3 . 1 3 . 1
3 . 1
生产机种的选择生产机种的选择
生产机种的选择生产机种的选择
生产机种的选择
0308-001 3-3
* 3* 3
* 3* 3
* 3
* 2* 2
* 2* 2
* 2
* 1* 1
* 1* 1
* 1
3 . 23 . 2
3 . 23 . 2
3 . 2
YY
YY
Y
夹 板 的 设 定 和 各 单 元 的 宽 度 调 整夹 板 的 设 定 和 各 单 元 的 宽 度 调 整
夹 板 的 设 定 和 各 单 元 的 宽 度 调 整夹 板 的 设 定 和 各 单 元 的 宽 度 调 整
夹 板 的 设 定 和 各 单 元 的 宽 度 调 整
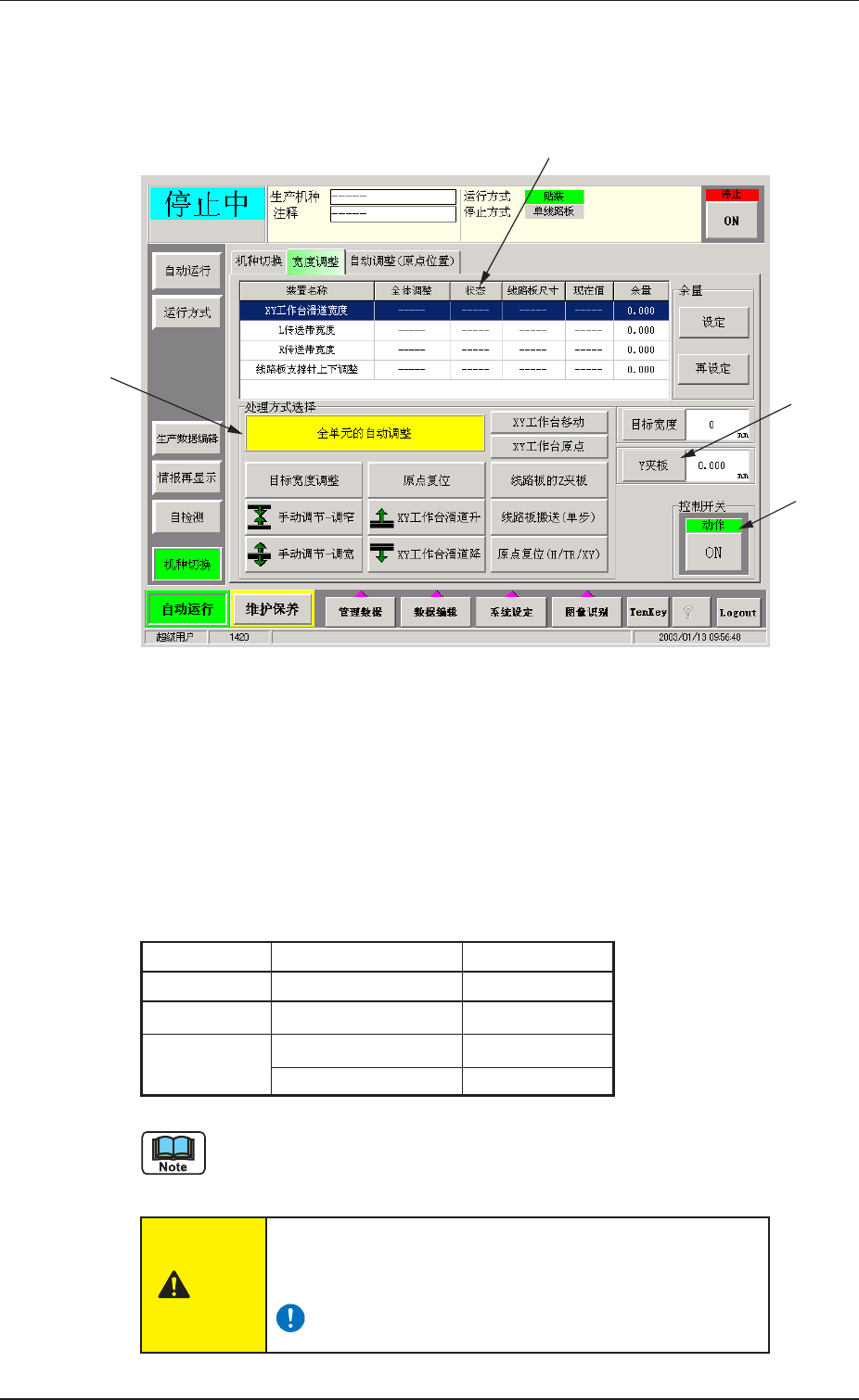
显示 “ 机种切换 ” 子菜单的 “ 宽度调整 ” 选项卡。
F i g . 2 C 3 F i g .2 C 3
F i g . 2 C 3 F i g .2 C 3
F i g . 2 C 3 “
宽度调整宽度调整
宽度调整宽度调整
宽度调整 ”
选项卡选项卡
选项卡选项卡
选项卡
3.2.13.2.1
3.2.13.2.1
3.2.1
YY
YY
Y
夹板的设定夹板的设定
夹板的设定夹板的设定
夹板的设定
根据对象机种、线路板尺寸设定
* 4* 4
* 4* 4
* 4 Y 夹板值。
初 始 值初 始 值
初 始 值初 始 值
初 始 值
Table 2C1Table 2C1
Table 2C1Table 2C1
Table 2C1
对 象 机 种对 象 机 种
对 象 机 种对 象 机 种
对 象 机 种
线 路 板 尺 寸线 路 板 尺 寸
线 路 板 尺 寸线 路 板 尺 寸
线 路 板 尺 寸
YY
YY
Y
夹 板夹 板
夹 板夹 板
夹 板
TCM-X110 ---- -0.3
TCM-X110 ---- -0.3
460mm 以下 -0.3
TCM-X300
超过 460mm 0
符号中的负号为线路板宽度变窄的方向。
弄 错弄 错
弄 错弄 错
弄 错
YY
YY
Y
夹 板 值 ,夹 板 值 ,
夹 板 值 ,夹 板 值 ,
夹 板 值 ,
有 可 能 破 损 线 路 板 。有 可 能 破 损 线 路 板 。
有 可 能 破 损 线 路 板 。有 可 能 破 损 线 路 板 。
有 可 能 破 损 线 路 板 。
0308-001 3-4
3 . 2 3 . 2
3 . 2 3 . 2
3 . 2
YY
YY
Y
夹板 的 设定 和各 单 元 的 宽 度 调 整夹板 的 设定 和各 单 元 的 宽 度 调 整
夹板 的 设定 和各 单 元 的 宽 度 调 整夹板 的 设定 和各 单 元 的 宽 度 调 整
夹板 的 设定 和各 单 元 的 宽 度 调 整
* 3* 3
* 3* 3
* 3
* 2* 2
* 2* 2
* 2
* 4* 4
* 4* 4
* 4
* 1* 1
* 1* 1
* 1
注意注意
注意注意
注意