TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第173页
( b ) “ 待 机 位 置 移 动 ” 是 以 本 公 司 服 务 人 员 进 行 特 殊 维 护 保 养 作 业 为 前 提 的 机 能 。 因 料 车 超 常 高 速 移 动 , 为 确 保 维 护 保 养 时 操 作 员 的 安 全 而 设 计 了 此 机 能 , 通 常 的 维 护 保 养 中 负 荷 电 源 被 切 断 , 因 此 “ 待 机 位 置 移 动 ” 设 定 , 不 存 在 安 全 上 的 问 题 。 减 速 …
0308-001 5-33
* 5* 5
* 5* 5
* 5
料 车 动 作 设 定料 车 动 作 设 定
料 车 动 作 设 定料 车 动 作 设 定
料 车 动 作 设 定
设定料车的动 作方式和待机位置移动方 式。
动 作 方 式动 作 方 式
动 作 方 式动 作 方 式
动 作 方 式
设定料车的 “ 分离动作 ” 和 “ 协调动作 ” 。
[[
[[
[
分离动作分离动作
分离动作分离动作
分离动作
]]
]]
]
按钮按钮
按钮按钮
按钮
即使是使用料车 1 / 2 或者料车 3 / 4 的线路板程序,也一定
要使一方的料车在原点位置待机,在 必要时切换料车。
[[
[[
[
协调动作协调动作
协调动作协调动作
协调动作
]]
]]
]
按钮按钮
按钮按钮
按钮
使用料车 1 / 2 或者料车 3 / 4 的线路板程序,不做元件吸取
动 作 的 一方 料车 徐 徐 接 近 元 件 吸 取 动 作 中的 另一 方 料 车
侧,在必要时切换料车。
待 机 位 置 移 动 方 式待 机 位 置 移 动 方 式
待 机 位 置 移 动 方 式待 机 位 置 移 动 方 式
待 机 位 置 移 动 方 式
在搬运线路板时变更料车轴动作顺 序的机能。
从 “ 标准 ” 、“ 与搬运同时移动 ”、“ 直接移动 ” 中选择。
[[
[[
[
标准标准
标准标准
标准
]]
]]
]
按钮按钮
按钮按钮
按钮
停止在线路板最后元件吸取完成的位置,直到吸取下一个
线路板打头元件。
[[
[[
[
与搬运同时移动与搬运同 时移动
与搬运同时移动与搬运同 时移动
与搬运同时移动
]]
]]
]
按钮按 钮
按钮按 钮
按钮
与开始搬运线路板的同时,料车从最后元件吸取点移动至
打头元件吸取点。
[[
[[
[
直接移动直接移动
直接移动直接移动
直接移动
]]
]]
]
按钮按钮
按钮按钮
按钮
吸取最后元件后,立刻移动至下一个线路板打头元件吸取
位置。
(a) 设定内容和安全性及生产性的关系如下。
Table 2E4 Table 2E4
Table 2E4 Table 2E4
Table 2E4
设 定设 定
设 定设 定
设 定
安 全 性安 全 性
安 全 性安 全 性
安 全 性
生 产 性生 产 性
生 产 性生 产 性
生 产 性
标 准标 准
标 准标 准
标 准 高 中
与 搬 运 同 时 移 动与 搬 运 同 时 移 动
与 搬 运 同 时 移 动与 搬 运 同 时 移 动
与 搬 运 同 时 移 动 中 中
直 接 移 动直 接 移 动
直 接 移 动直 接 移 动
直 接 移 动 中 高
3 . 43 . 4
3 . 43 . 4
3 . 4 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
T a bT a b
T a bT a b
T a b

(b) “ 待机位置移动 ” 是以本公司服务人员进行特殊维
护保养作业为前提的机能。因料车超常高速移动,
为确保维护保养时操作员的安全而设计了此机能,
通常的维护保养中负荷电源被切断,因此 “ 待机位
置移动 ” 设定,不存在安全上的问题。
减 速 指 定减 速 指 定
减 速 指 定减 速 指 定
减 速 指 定
设定料车的最 高移动速度。
[[
[[
[
标准标准
标准标准
标准
]]
]]
]
按钮按钮
按钮按钮
按钮
最高速度为 2 m / 秒。
[[
[[
[
减速减速
减速减速
减速
]]
]]
]
按钮按钮
按钮按钮
按钮
最高速度为 0 . 5 m/ 秒。
* 6* 6
* 6* 6
* 6
X YX Y
X YX Y
X Y
工作台动作设定工作台 动作设定
工作台动作设定工作台 动作设定
工作台动作 设定
减 速 范 围 指 定减 速 范 围 指 定
减 速 范 围 指 定减 速 范 围 指 定
减 速 范 围 指 定
就 X Y 工作台的减速动作范围,设定 “ 标准 ” 或是 “ 限定于外形基
准线路板 ” 。
请按要设定的一侧按钮。
[[
[[
[
标准标准
标准标准
标准
]]
]]
]
按钮按钮
按钮按钮
按钮
使用孔基准时设定。
[[
[[
[
限定于外 形基 准线 路板限定于外形 基准 线路板
限定于外 形基 准线 路板限定于外形 基准 线路板
限定 于外形 基准线 路板
]]
]]
]
按钮按钮
按钮按钮
按钮
使用外形 基准时设定。
由于没有孔基准针部的限 制,可通过缩小减速范围来缩短
单位线路板的生产 时间。
如有意不启动送料器替代作用时,请设定为 “ 不使用 ” 。
3 . 43 . 4
3 . 43 . 4
3 . 4 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
T a bT a b
T a bT a b
T a b
0308-001 5-34
0308-001 5-35
3 . 43 . 4
3 . 43 . 4
3 . 4 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
T a bT a b
T a bT a b
T a b
* 7* 7
* 7* 7
* 7
决 定 角 度 方 式决 定 角 度 方 式
决 定 角 度 方 式决 定 角 度 方 式
决 定 角 度 方 式
进行元件贴装动作时直接传达安装头的角度定位方法的设定。
[[
[[
[
标准标准
标准标准
标准
]]
]]
]
按钮按钮
按钮按钮
按钮
向接近贴装角度 方向旋转 安装头。
贴装角度为 0 ~1 8 0 时,逆时针旋转安装头。
贴装角度为 1 8 1 ~3 6 0 时,顺时针旋转安装头。
是俯视安装头的角度。
[[
[[
[
旋转方向优先旋转方 向优先
旋转方向优先旋转方 向优先
旋转方向优 先
]]
]]
]
按钮按钮
按钮按钮
按钮
不考虑贴装角度,通常逆时针旋转安装头。
虽可以获得更高精密度的贴装,但也发生变速限制。
* 8* 8
* 8* 8
* 8
[[
[[
[
后一页后一页
后一页后一页
后一页
]]
]]
]
按钮按钮
按钮按钮
按钮
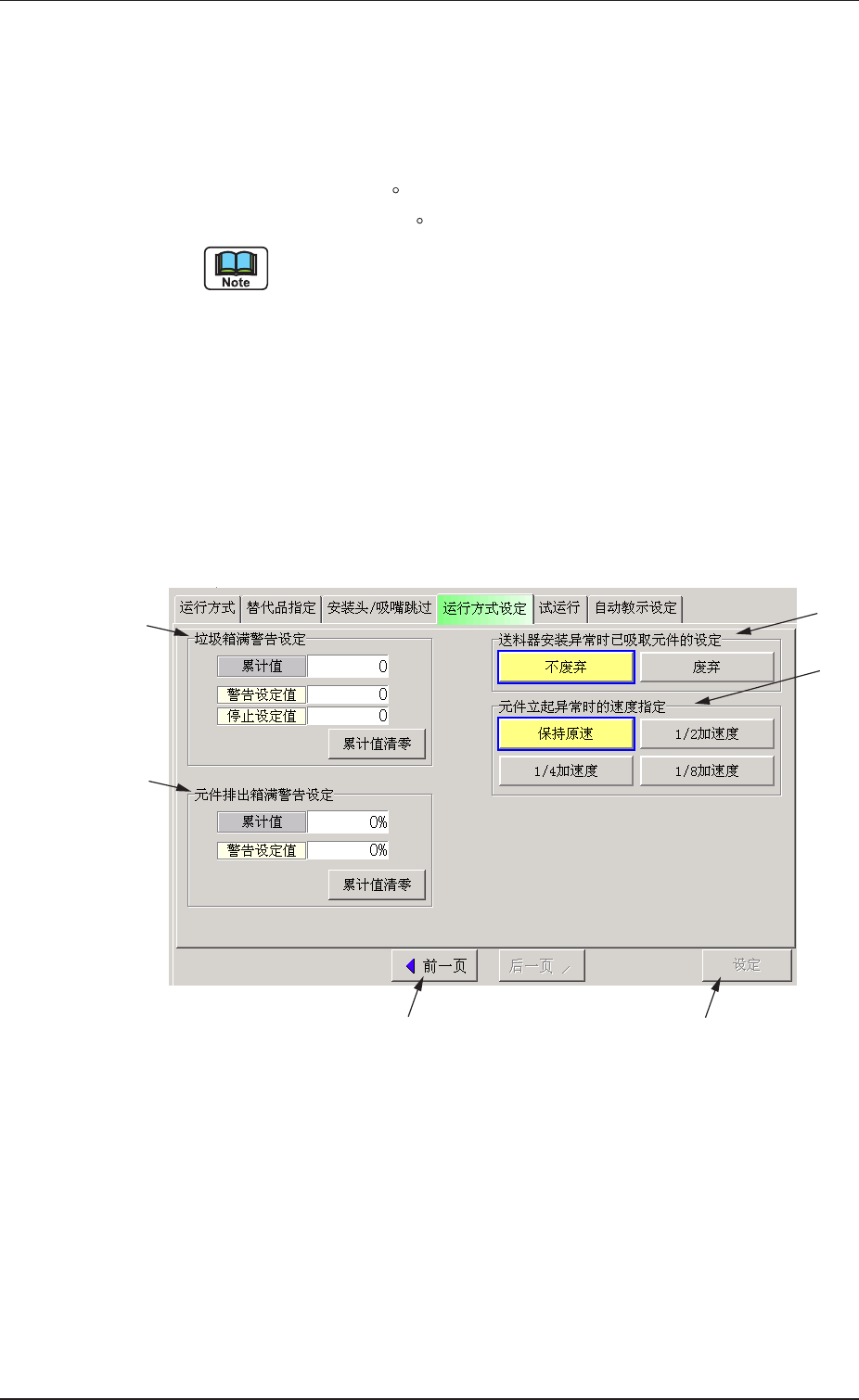
切换到显示垃圾箱满的累计值、警告设定值、停止设定值的页
面 。
F i g . 2 E 2 1F i g . 2 E 2 1
F i g . 2 E 2 1F i g . 2 E 2 1
F i g . 2 E 2 1 “
运行方式设定运行方式设定
运行方式设定运行方式设定
运行方式设定 ”
选项卡选项卡
选项卡选项卡
选项卡
* 9* 9
* 9* 9
* 9
* 1 0* 1 0
* 1 0* 1 0
* 1 0
* 1 1* 1 1
* 1 1* 1 1
* 1 1
* 1 2* 1 2
* 1 2* 1 2
* 1 2
* 1 3* 1 3
* 1 3* 1 3
* 1 3
* 1 4* 1 4
* 1 4* 1 4
* 1 4