TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第78页
不 良 记 号 “ 黑 记 号 ” 、 “ 白 记 号 ” 的 分 别 使 用 比 较 明 亮 的 线 路 板 ( 光 反 射 多 的 线 路 板 ) : 请 使 用 黑 色 记 号 。 比 较 灰 暗 的 线 路 板 ( 光 反 射 少 的 线 路 板 ) : 请 使 用 白 色 记 号 。 为 使 用 检 测 不 良 分 割 线 路 板 机 能 的 准 备 ( 1 ) 编 写 线 路 板 程 序 数 据 。 请 参照 “ 第 三 篇…
2 . 62 . 6
2 . 62 . 6
2 . 6
检 测 不 良 分 割 线 路 板 机 能检 测 不 良 分 割 线 路 板 机 能
检 测 不 良 分 割 线 路 板 机 能检 测 不 良 分 割 线 路 板 机 能
检 测 不 良 分 割 线 路 板 机 能
((
((
(
选 项选 项
选 项选 项
选 项
))
))
)
对于相同线路板的多倒角线路板,不在贴有不良记号的单位线路板
上进行元件贴装的机能。
检测单位线路板的不良记号,根据其结果自动处理是否能实行单
位线路板 上的线路板贴装 。
单位基板 的不良记号,可设定在指定范围内的任意位置。
标准不良 检测
检测线路板整体的不良记号,根据其结果自动处理是否能实行单
位线路板 上的线路板贴装 。
动 作 概 要动 作 概 要
动 作 概 要动 作 概 要
动 作 概 要
(1) 开始生产运行,X Y 工作台移动至 “ 不良记号位置 ” 。
(2) X Y 工作台移动完毕后,通过检测不良记号传感器判别不良记号
的有无。
(3) 按照 线 路 板 程序 数 据 ,判 别 所 有重 复 线 路板 的 不良 记 号 的有
无 。
标准不良检测记号为 “ 无 ” 时,不检测单位线路板的不良记号。
(4) 结束所有不良记号的判别后,进入下一个贴装动作。
此时,按照( 1 ) ~( 3 ) 项,判别为不良记号 “ 有 ” 的单位线路板,
不进行元件 的贴装。
X Y 工作台上所有的单位线路板判别为不良记号 “ 有 ” 时,不
进行贴装动作,X Y 工作台返回至原点,成为异常停机。
此时,各吸嘴正在吸取的元件全部为无效。
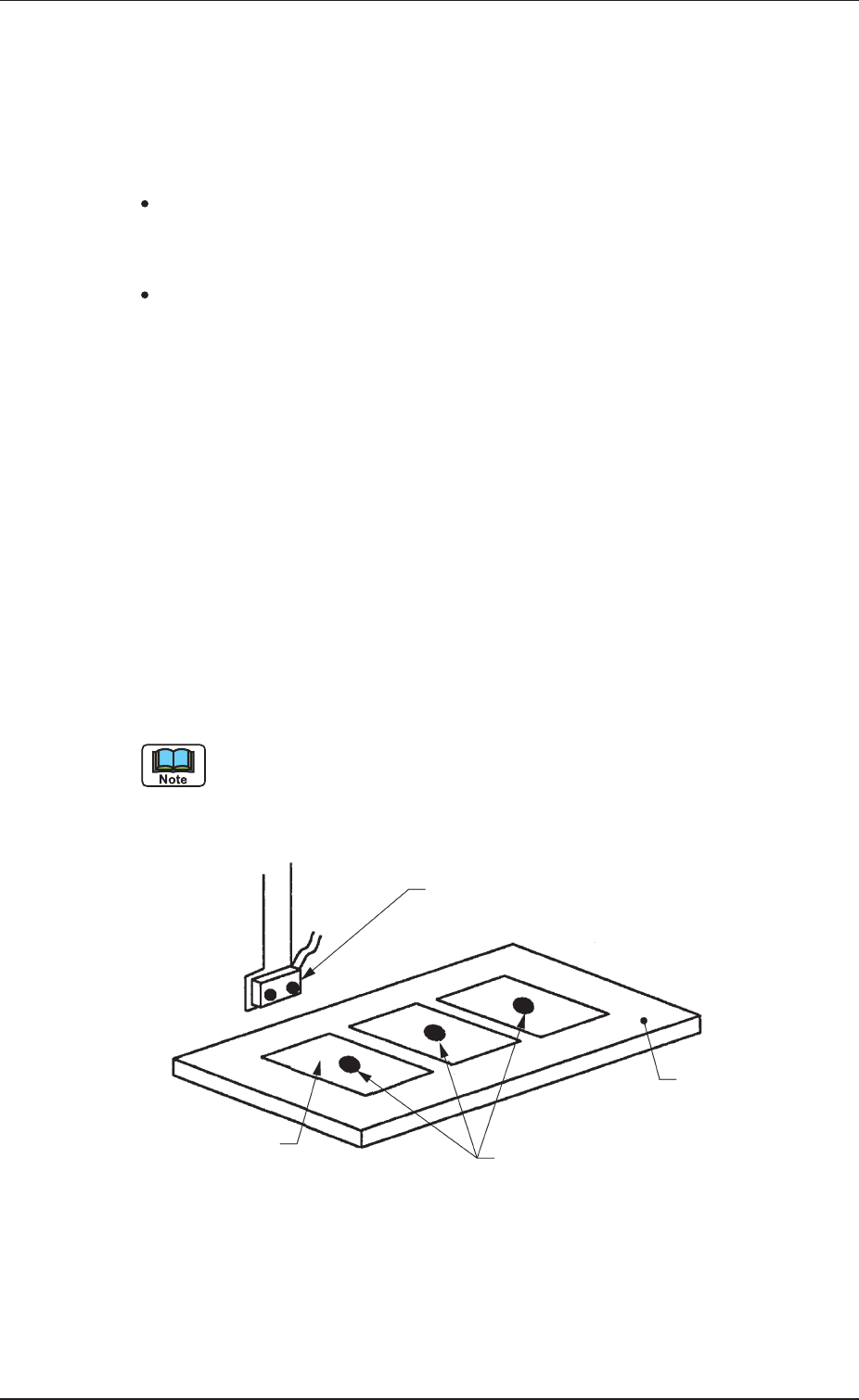
F i g. 2 B 3 1F ig . 2 B 3 1
F i g. 2 B 3 1F ig . 2 B 3 1
F ig . 2 B 3 1
2 . 6 2 . 6
2 . 6 2 . 6
2 . 6
检测不 良 分割 线 路板机能检测不 良 分割 线 路板机能
检测不 良 分割 线 路板机能检测不 良 分割 线 路板机能
检测不 良 分割 线 路板机能
0308-001 2-26
检 测 不 良 记 号 传 感 器检 测 不 良 记 号 传 感 器
检 测 不 良 记 号 传 感 器检 测 不 良 记 号 传 感 器
检 测 不 良 记 号 传 感 器
线 路 板线 路 板
线 路 板线 路 板
线 路 板
不 良 记 号不 良 记 号
不 良 记 号不 良 记 号
不 良 记 号
单位线路板单位线路板
单位线路板单位线路板
单位线路板

不良记号 “ 黑记号 ” 、“ 白记号 ” 的分别使用
比较明亮的线路板( 光反射多的线路板) : 请使用黑色记号。
比较灰暗的线路板( 光反射少的线路板) : 请使用白色记号。
为使用检测不良 分割线路板机能的准备
(1) 编写线路板程序数据。
请参照 “ 第三篇:数据 第二节 2. 线路板程序的说明 ” 章节。
(2) 进行检 测不良分割线路板光传感器的灵敏度调整 。
请参照 “ 第二篇:操作(培训人员) 第三节 5.1 分割线路板不
良检测光传感器的灵敏度设定( 选项) ” 章节。
2 . 6 2 . 6
2 . 6 2 . 6
2 . 6
检测不 良 分割 线 路板机能检测不 良 分割 线 路板机能
检测不 良 分割 线 路板机能检测不 良 分割 线 路板机能
检测不 良 分割 线 路板机能
0308-001 2-27

0308-001 2-28