TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第68页
在 “ 替 代 机 能 指 定 ” 中 设 定 “ 单 元 ( 料 车 ) 替 代 ” , “ 运 行 方 式 ” 子菜 单 ( “ 自 动运 行 ” 菜单 ) 的 “ 替 代品 指定 ” 选项 卡 ( “ 单 元 ( 料 车 ) 替 代 ” 选 项 卡 ) 中 显示 “ 单 元 ( 料 车 ) 替代 机 能 ” 为 “ 有 效 ” 。 F i g . 2 B 2 3 F i g . 2 B 2 3 F i g . 2 B 2 3 F …
( 2 )( 2 )
( 2 )( 2 )
( 2 )
孔 基 准孔 基 准
孔 基 准孔 基 准
孔 基 准
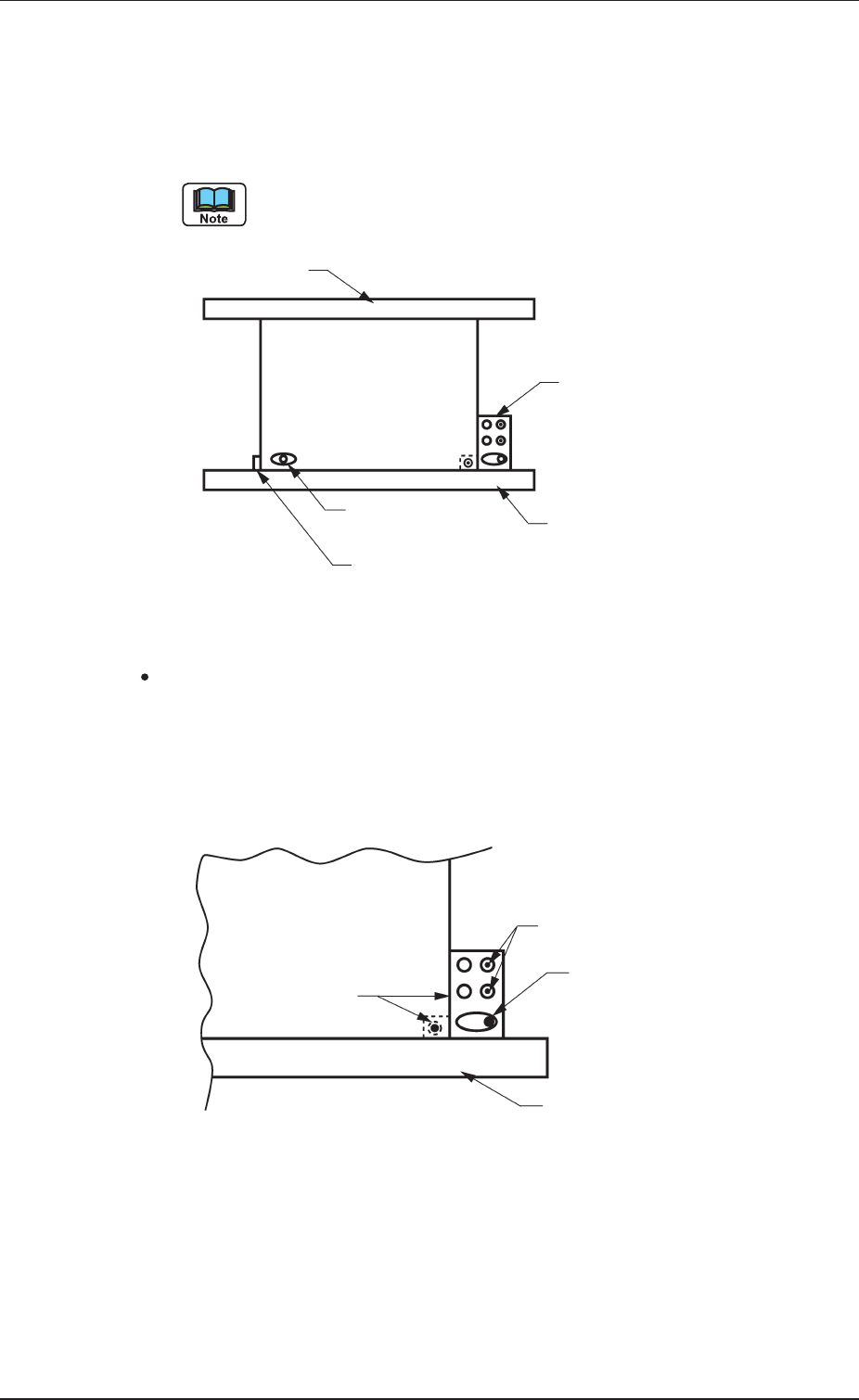
如下设置定位针( 基准侧) 、定位针( 反基准侧) 和定位杆,就完
成了孔基准。
使用超过 5 1 0 m m 的线路板时,请卸下定位针和定位杆。
F i g . 2 C 2 1 F i g . 2 C 2 1
F i g . 2 C 2 1 F i g . 2 C 2 1
F i g . 2 C 2 1
线路板定位线路板定位
线路板定位线路板定位
线路板定位
((
((
(
装置表面装置表面
装置表面装置表面
装置表面
))
))
)
孔 基 准 的 设 定 顺 序孔 基 准 的 设 定 顺 序
孔 基 准 的 设 定 顺 序孔 基 准 的 设 定 顺 序
孔 基 准 的 设 定 顺 序
(2-1) 设置定位针( 基准侧) 。
如下图,将定位针插入到 X Y 工作台上的定位栓( 右侧) 后,用
螺钉固定。
F i g . 2 C 2 2 F i g . 2 C 2 2
F i g . 2 C 2 2 F i g . 2 C 2 2
F i g . 2 C 2 2
定位针设置定位针设置
定位针设置定位针设置
定位针设置
0308-001 3-18
3 . 3 3 . 3
3 . 3 3 . 3
3 . 3
线路板 的定位线路板 的定位
线路板 的定位线路板 的定位
线路板 的定位
移动滑道移动滑道
移动滑道移动滑道
移动滑道
定 位 针定 位 针
定 位 针定 位 针
定 位 针
((
((
(
基准侧基准侧
基准侧基准侧
基准侧
))
))
)
固 定 滑 道固 定 滑 道
固 定 滑 道固 定 滑 道
固 定 滑 道
定 位 杆定 位 杆
定 位 杆定 位 杆
定 位 杆
定 位 针定 位 针
定 位 针定 位 针
定 位 针
((
((
(
反基准侧反基准侧
反基准侧反基准侧
反基准侧
))
))
)
固 定 滑 道固 定 滑 道
固 定 滑 道固 定 滑 道
固 定 滑 道
线路板线路板
线路板线路板
线路板
线 路 板线 路 板
线 路 板线 路 板
线 路 板
定位针定位针
定位针定位针
定位针
定 位 栓定 位 栓
定 位 栓定 位 栓
定 位 栓
螺 钉螺 钉
螺 钉螺 钉
螺 钉
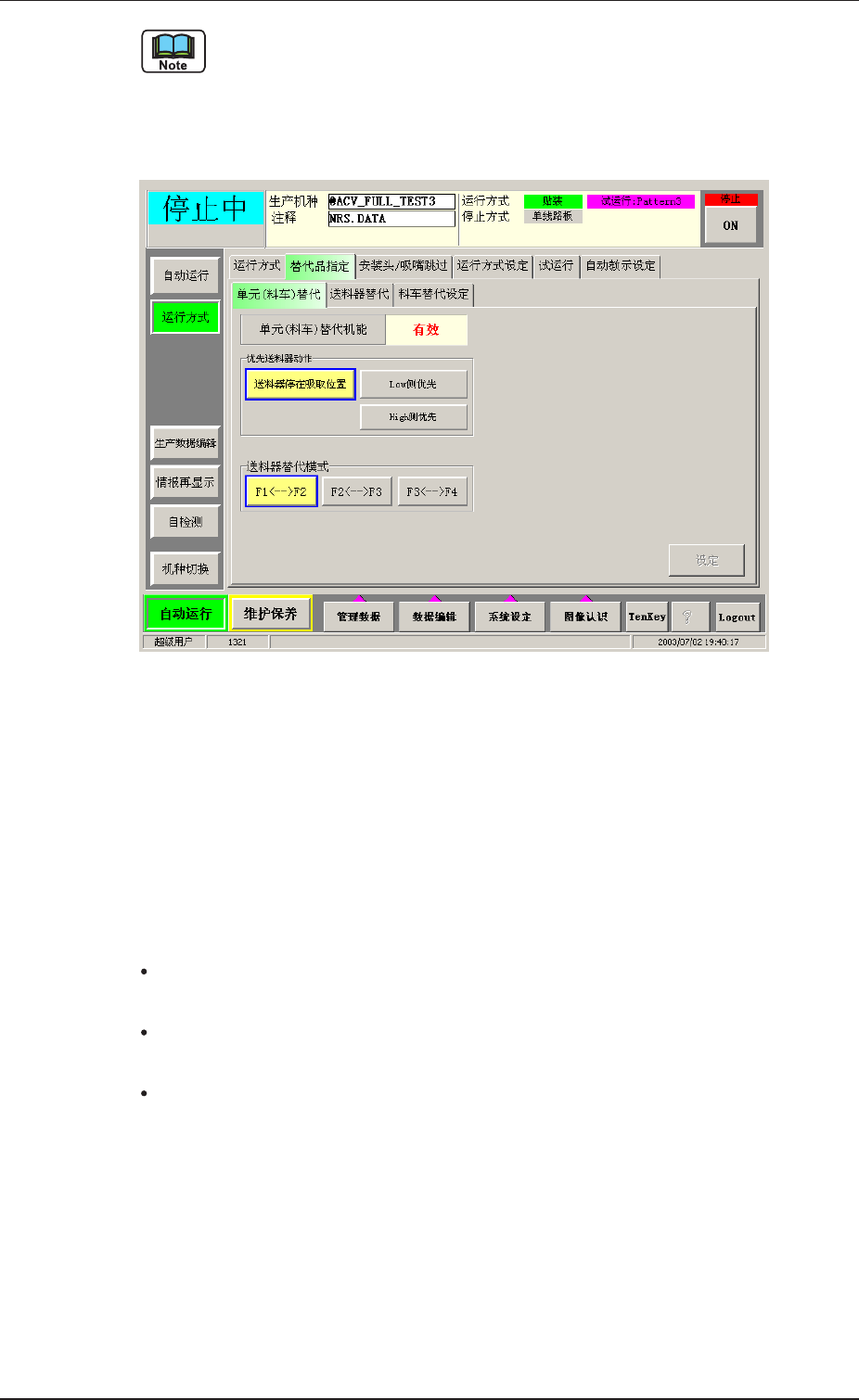
在 “ 替代机能指定 ” 中设定 “ 单元( 料车) 替代 ” ,“ 运行方
式 ” 子菜单( “ 自动运行 ” 菜单)的 “ 替代品指定 ” 选项卡( “ 单
元( 料车) 替代 ” 选项卡) 中显示 “ 单元( 料车) 替代机能 ” 为
“ 有效 ”。
F i g . 2 B 2 3 F i g . 2 B 2 3
F i g . 2 B 2 3 F i g . 2 B 2 3
F i g . 2 B 2 3 “
生产运行生产运行
生产运行生产运行
生产运行 ”
菜单菜单
菜单菜单
菜单 “
替代品指定替代品指定
替代品指定替代品指定
替代品指定 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
( “
单元单元
单元单元
单元
((
((
(
料车料车
料车料车
料车
))
))
)
替代替代
替代替代
替代 ”
选项卡选项卡
选项卡选项卡
选项卡
))
))
)
(2) 待机侧料车快速进行送料带的交换( 元件补充) ,[ 准备完了] 按
钮设为 O N (亮灯) 。
单元( 料车) 替代启动时,若待机侧的料车的[ 准备完了] 按钮设
为 O F F ( 灭灯) ,就会异常停止,单元( 料车) 替代运行不动作。
单元单元
单元单元
单元
((
((
(
料车料车
料车料车
料车
))
))
)
替代启动条件替代启动条件
替代启动条件替代启动条件
替代启 动条 件
基于元件库数据( 控制数据) 指定的 “ 异常处理 1 ” 数据检测出连续
吸取异常 时
基于元件库数据( 控制数据) 指定的 “ 异常处理 2 ” 数据检测出连续
吸取异常 时
检测出元件断料 时
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
0308-001 2-17
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运 行机 能替 代 运行机能
替代运 行机 能替 代 运行机能
替代运 行机 能
0308-001 2-18
2 . 5 . 2 2 .5 . 2
2 . 5 . 2 2 .5 . 2
2 . 5 . 2
送料器替代送料器替代
送料器替代送料器替代
送料器替代
((
((
(
托盘替代托盘替代
托盘替代托盘替代
托盘替代
))
))
)
运行机能运行机能
运行机能运行机能
运行机能
根据两个邻接的托盘( 料车) 的组合,若有一个无法使用,则自动使
用另一个的机能。
在送料器替代( 托盘替代) 线路板中指定的 2 个托盘上各准备相同配
置的送料器群,一个托盘运行中检测出元件断料和吸取异常( 同一
送料器的连续异常) 时,自动被另一个托盘接替持续生产,此时可
进行前托盘( 在主位置待机) 内的送料器更换,从而防止装置运作率
的降低。
搭载元件在 40 品种(T CM-X 11 0、X2 1 0 在 8mm 送料带时) 以下,送料
带的配置的 生产机种时 , 避免 由于元 件补给而产 生的装置 的停机
( 运作率降低) 问题维持总生产性时,“ 送料器替代( 托盘替代) 运行 ”
为有效。
送 料 器 替 代送 料 器 替 代
送 料 器 替 代送 料 器 替 代
送 料 器 替 代
((
((
(
托 盘 替 代托 盘 替 代
托 盘 替 代托 盘 替 代
托 盘 替 代
))
))
)
运 行 的 实 行运 行 的 实 行
运 行 的 实 行运 行 的 实 行
运 行 的 实 行
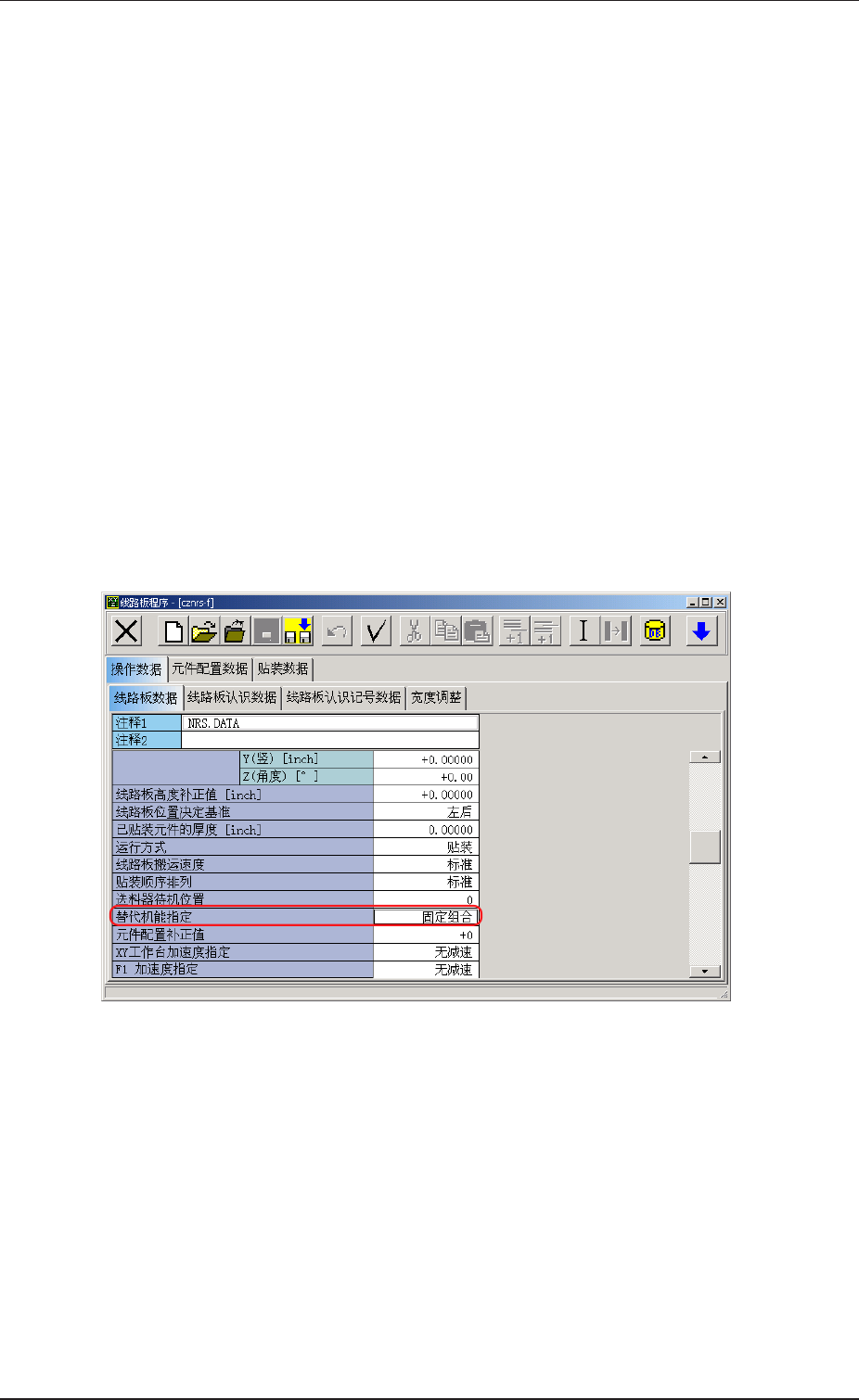
(1) 在线路板程序编辑界面的 “ 操作数据 ” 选项卡中,将 “ 替代机能
指定 ” 设定为 “ 送料器替代( 托盘替代) ” 。
F i g . 2 B 2 4 F i g . 2 B 2 4
F i g . 2 B 2 4 F i g . 2 B 2 4
F i g . 2 B 2 4 “
线路板程序线路板程序
线路板程序线路板程序
线路板程序 ”
编辑界面编辑界面
编辑界面编辑界面
编辑界面 “
操作数据操作数据
操作数据操作数据
操作数据 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
( “
线路板数据线路板数据
线路板数据线路板数据
线路板数据 ”
选项卡选项卡
选项卡选项卡
选项卡
))
))
)