TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第43页
“ 替 代 机 能 指 定 ” 中 设 定 “ 送 料 器 替 代 ( 托 盘 替 代 ) ” ,在 “ 运 行 方式 ” 子 菜单 ( “ 自 动 运 行 ” 菜 单 ) 的 “ 替 代 品 指定 ” 选 项 卡 ( “ 单 位 ( 料 车 ) 替 代 品 ” 选 项 卡 ) , 显 示 出 “ 单 元 ( 料 车 ) 替 代 机 能 ” 为 “ 有 效 ” 。 F i g . 2 B 2 5 F i g . 2 B 2 5 F i …
3 .3 .
3 .3 .
3 .
标 准 配 件标 准 配 件
标 准 配 件标 准 配 件
标 准 配 件
3 . 13 . 1
3 . 13 . 1
3 . 1
标 准 配 件 单标 准 配 件 单
标 准 配 件 单标 准 配 件 单
标 准 配 件 单
Tabl e 2A3Table 2A3
Tabl e 2A3Table 2A3
Table 2A3
N o .N o .
N o .N o .
N o .
品品
品品
品
名名
名名
名
元 件 编 号元 件 编 号
元 件 编 号元 件 编 号
元 件 编 号
元 件 名元 件 名
元 件 名元 件 名
元 件 名
数 量数 量
数 量数 量
数 量
备备
备备
备
注注
注注
注
1 主夹具 630 110 4041 ASSY, FRAME 1 确认元件 选取位
(MASTER JIG) 置 、吸 取高 度用
2-1 杆 位置 确认用量 具 630 039 7882 TOOL, MESURE 1
t4 (GAUGE JIG) 送料器抬 起检测
2-2 杆位置确 认用量具 630 039 7895 TOOL, MESURE 1 杆调 整用
t4.9 (GAUGE JIG)
3-1 吸嘴检测夹具 A 630 057 4494 NOZZLE(1) 1
3-2 吸嘴检测夹具 B 630 057 4500 NOZZLE(2) 2 吸嘴检测光 调整用
3-3 夹 具吸 嘴 630 057 4517 NOZZLE(3) 1
4-1 扭 矩 螺栓 630 048 7787 BOLT 4 卷轴底座 固定用
M4X12, 10.9
4-2 扭矩 L 形扳手 630 057 4609 TOOL, HAND 1 安装卷轴 底座用
IT20
5-1 扭 矩 螺栓 630 089 7432 BOLT 50 贴装安装 头部固定 用
5-2 扭矩 L 形扳手 630 063 9759 TOOL, HAND 1 贴装安装头部安 装用
IT25 切刀封盖 拆卸用
6-1 吸 嘴拆卸 夹具 630 064 6627 TOOL, HAND 1 吸 嘴拆卸 用
6-2 M S B 插入用夹具 630 085 8846 NOZZLE 1 MS B 安装用
7 真空 过滤 器 630 048 7831 AIR CLEAN EQPT 240 备 用
8 油 过滤 器 630 098 5573 OIL PARTS 1 冷 却油 备用
9 聚氨 酯软 管 630 098 5740 TUBE 12 备 用
10 挂 锁 630 061 9737 MECH PARTS 1 电源闸门 操作
(PAD LOCK) 把手上 锁用
11 卤 素 灯 630 036 8642 LAMP 3 识 别元件照 明备用灯泡
12-1 保险丝(Time-Delay) 423 022 8005 FUSE 250V 1A 2
12-2 保险丝(Time-Delay) 423 022 8104 FUSE 250V 2A 2
备 用
12-3 保险丝(Time-Delay) 423 025 2109 FUSE 250V 6.3A 2
12-4 保险丝(Time-Delay) 424 005 9408 FUSE 600V 20A 2
13 胶带设置 夹具 630 115 8594 ASSY, FRAME 1 送料器设 置辅助用
(FEEDER,SETJIG)
0308-001 1-25
3 .3 .
3 .3 .
3 .
标 准 配 件标 准 配 件
标 准 配 件标 准 配 件
标 准 配 件
14-1 字 节 630 116 3659 TOOL, HAND 1 安装头块 组合、替换用
14-2 字 节 630 116 3673 TOOL, HAND 1
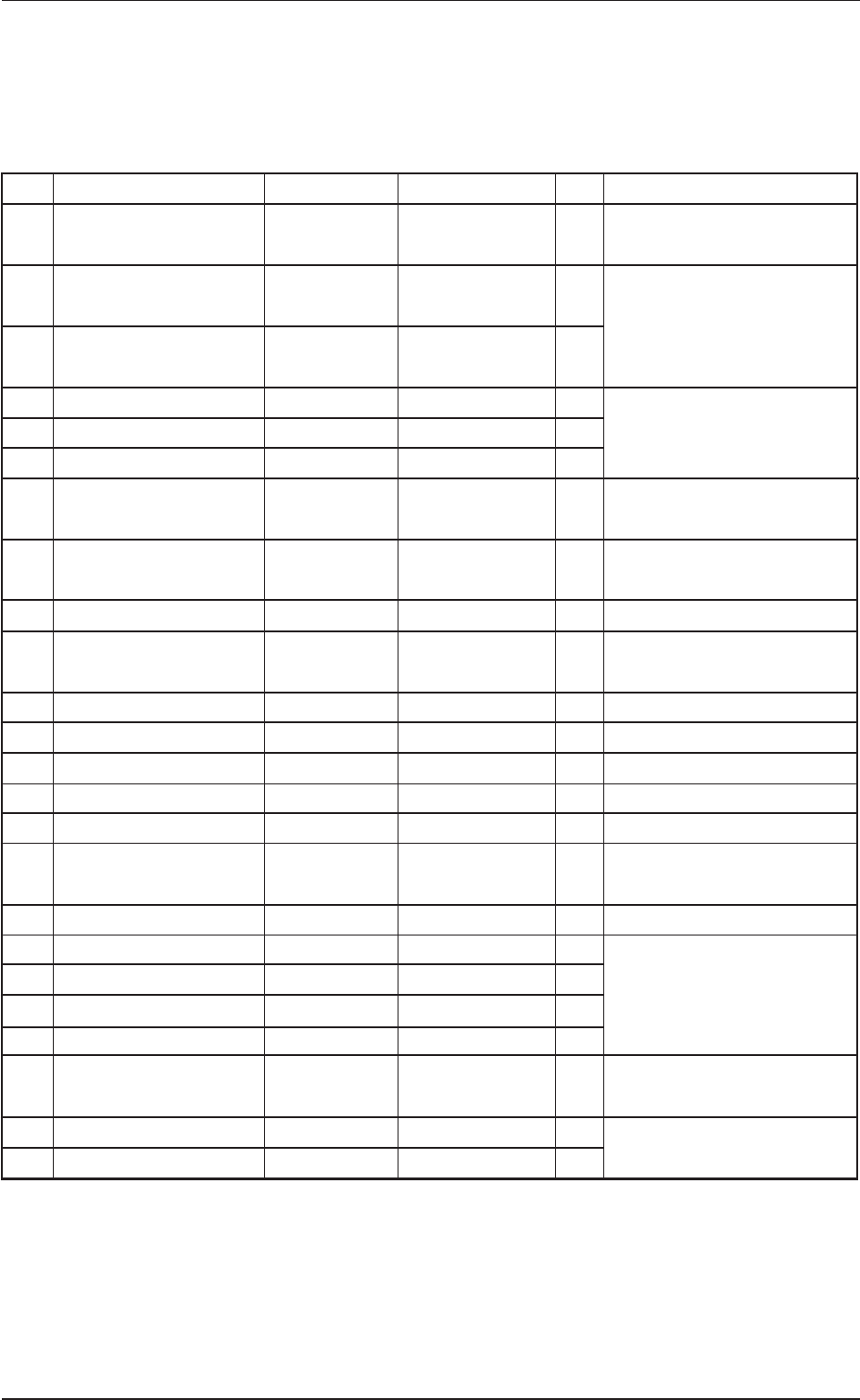
“ 替代机能指定 ” 中设定 “ 送料器替代( 托盘替代) ” ,在 “ 运
行方式 ” 子菜单( “ 自动运行 ” 菜单) 的 “ 替代品指定 ” 选项卡
( “ 单位( 料车) 替代品 ” 选项卡) ,显示出 “ 单元( 料车) 替代
机能 ” 为 “ 有效 ” 。
F i g . 2 B 2 5 F i g . 2 B 2 5
F i g . 2 B 2 5 F i g . 2 B 2 5
F i g . 2 B 2 5 “
自动运行自动运行
自动运行自动运行
自动运行 ”
菜单菜单
菜单菜单
菜单 “
替代品指定替代品指定
替代品指定替代品指定
替代品指定 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
( “
单位单位
单位单位
单位
((
((
(
料车料车
料车料车
料车
))
))
)
替代品替代品
替代品替代品
替代品 ”
选项卡选项卡
选项卡选项卡
选项卡
))
))
)
(2) 进行 优先送料 器动 作的选择。
吸取位置 送料器
开始生产时,在吸取位置上的托盘优先。
根据送料器替代( 托盘替代) 模式,开始生产时的托盘会有变
化 。
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
0308-001 2-19
例例
例例
例
: TC M - X 2 1 0: T C M -X 2 1 0
: TC M - X 2 1 0: T C M -X 2 1 0
: T C M -X 2 1 0
选择选择
选择选择
选择
[ F 2 < - - > F 3 ][ F 2 < - - >F 3 ]
[ F 2 < - - > F 3 ][ F 2 < - - >F 3 ]
[ F 2 < - - > F 3 ]
时时
时时
时
[ F 2 < - - > F 3 ] ( F 2[ F 2 < - - > F 3 ] ( F 2
[ F 2 < - - > F 3 ] ( F 2[ F 2 < - - > F 3 ] ( F 2
[ F 2 < - - > F 3 ] ( F 2
开始生产时开始生产时
开始生产时开始生产时
开始生产时
))
))
)
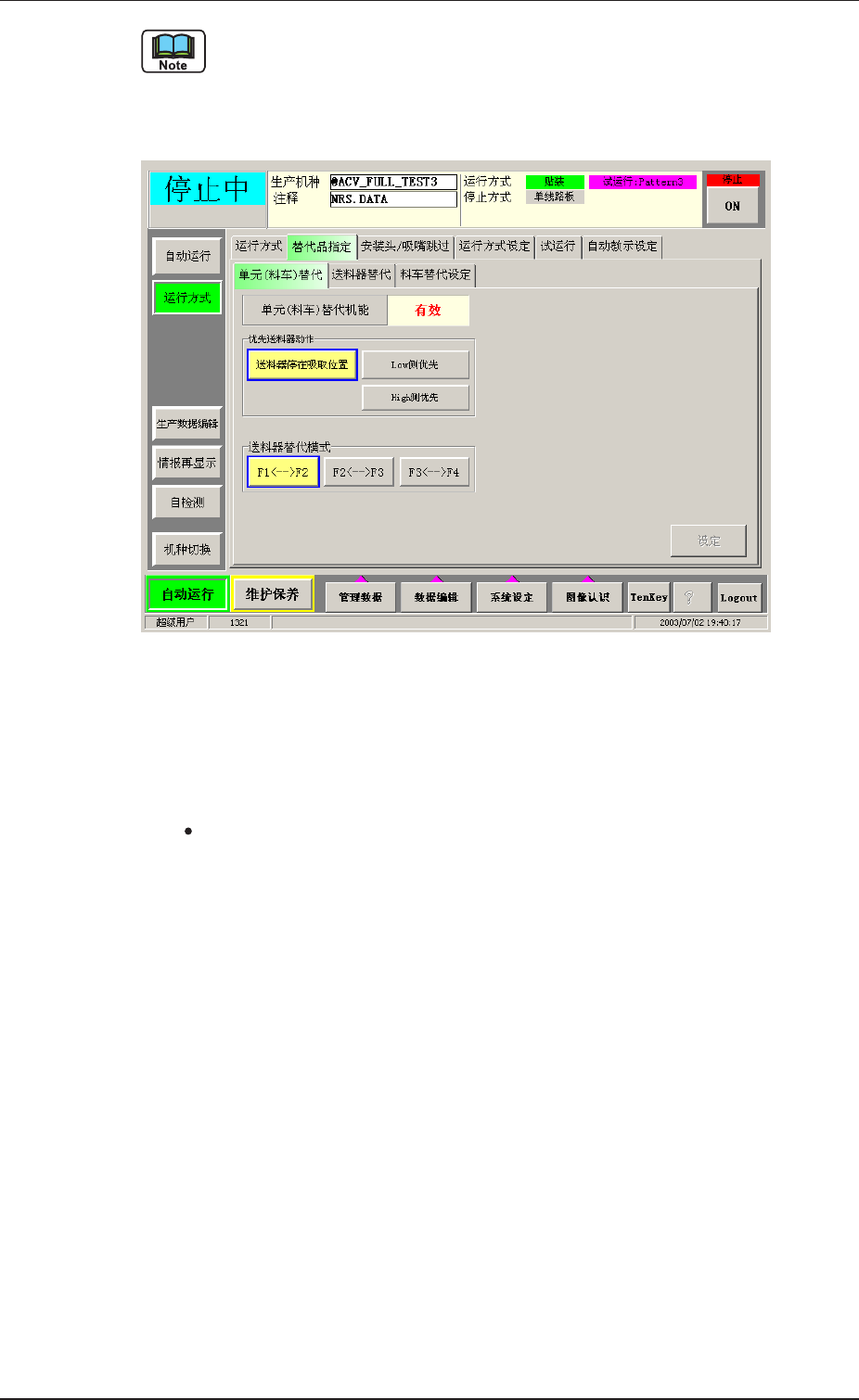
F ig . 2B 2 6 [ F 2< -- > F3 ] (F 2F i g. 2B 2 6 [F 2 < -- > F3 ]( F 2
F ig . 2B 2 6 [ F 2< -- > F3 ] (F 2F i g. 2B 2 6 [F 2 < -- > F3 ]( F 2
F ig . 2B 2 6 [ F 2< -- > F3 ] (F 2
→→
→→
→
F 3F3
F 3F3
F 3
替代替代
替代替代
替代
))
))
)
程序指定 送料器
没有线路板程序 中指定的 地方。
程序仅对 F 1 托盘编辑,因此成为 F 1 托盘指定。
根据托盘替代线 路板,优先托盘被更换。
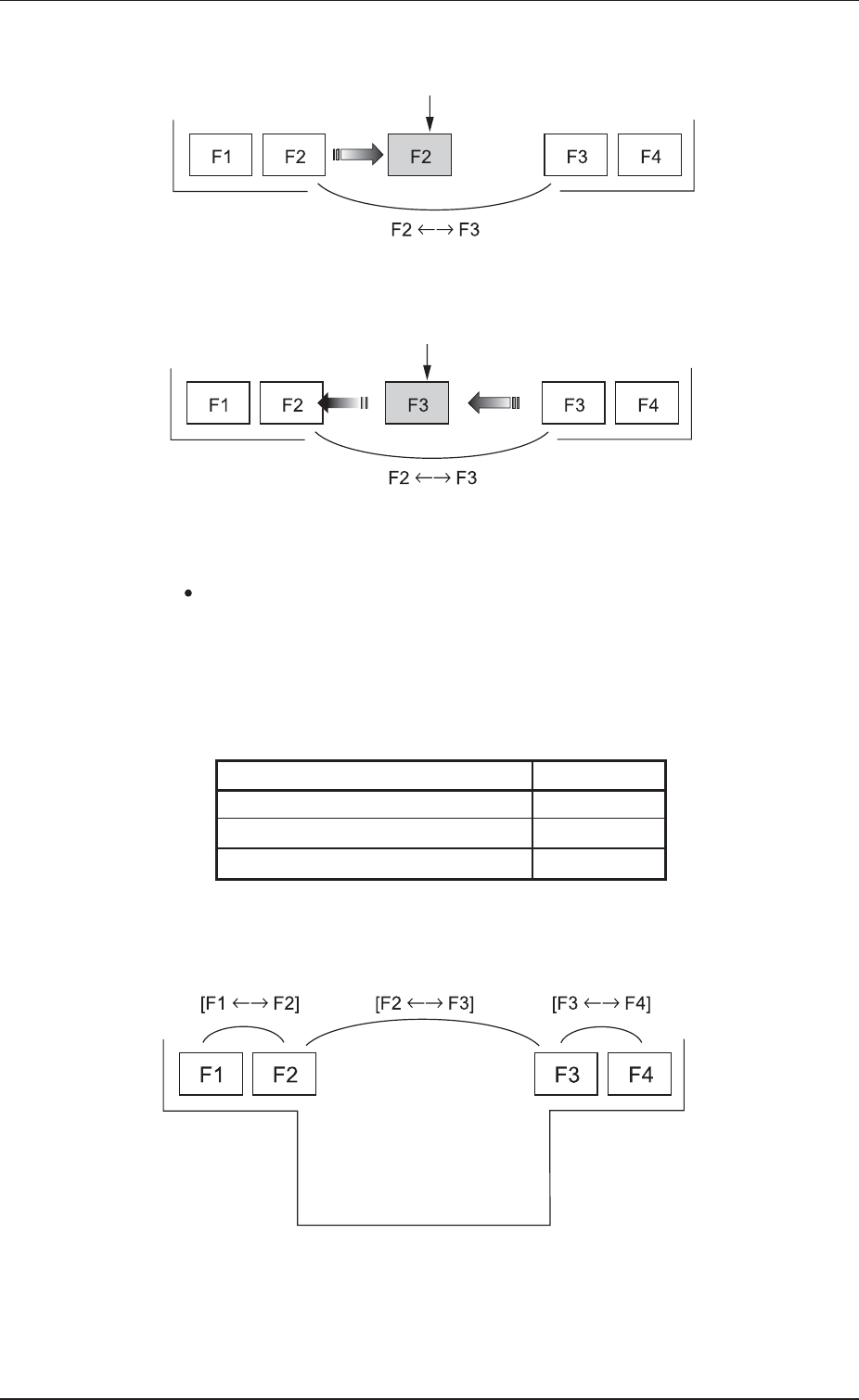
Table 2B5Tabl e 2B5
Table 2B5Tabl e 2B5
Ta ble 2B5
托 盘 替 代 模 式托 盘 替 代 模 式
托 盘 替 代 模 式托 盘 替 代 模 式
托 盘 替 代 模 式
优先托盘优先托盘
优先托盘优先托盘
优先托盘
F1<-->F2 F1
F2<-->F3 F2
F3<-->F4 F3
(3) 进行 托盘替代模式的选择。
请指定三通组 合件的其中一个使用。
F i g . 2 B 2 7 F i g . 2 B 2 7
F i g . 2 B 2 7 F i g . 2 B 2 7
F i g . 2 B 2 7
送料器替代模式送料器替代模式
送料器替代模式送料器替代模式
送料器替代模式
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
0308-001 2-20
吸 取 位 置吸 取 位 置
吸 取 位 置吸 取 位 置
吸 取 位 置
吸 取 位 置吸 取 位 置
吸 取 位 置吸 取 位 置
吸 取 位 置
在 任 何 搭 配 中 相 互 切 换在 任 何 搭 配 中 相 互 切 换
在 任 何 搭 配 中 相 互 切 换在 任 何 搭 配 中 相 互 切 换
在 任 何 搭 配 中 相 互 切 换