npm-gpl.pdf - 第115页
NPM-GP/L 202 2.0 928 - 109 - 印刷条件调整 表 本公司在印刷实验时也使用此表。 若客户在印刷条件调整时也使用此表,能够更简易的进行短时间的调整。 客户名称 负责人 日 期 年 月 日 机 种 序列 号 印刷难易度 QFP mm 间距 BGA, CSP mm 间距 锡 膏 网 板 生产厂家 生产厂家 型 号 制 法 粘 度 厚 度 μ m ( 半蚀刻部 μ m) 触变性比 最小开口部 mm × mm 粒 径 μ…
NPM-GP/L 2022.0928
- 108 -
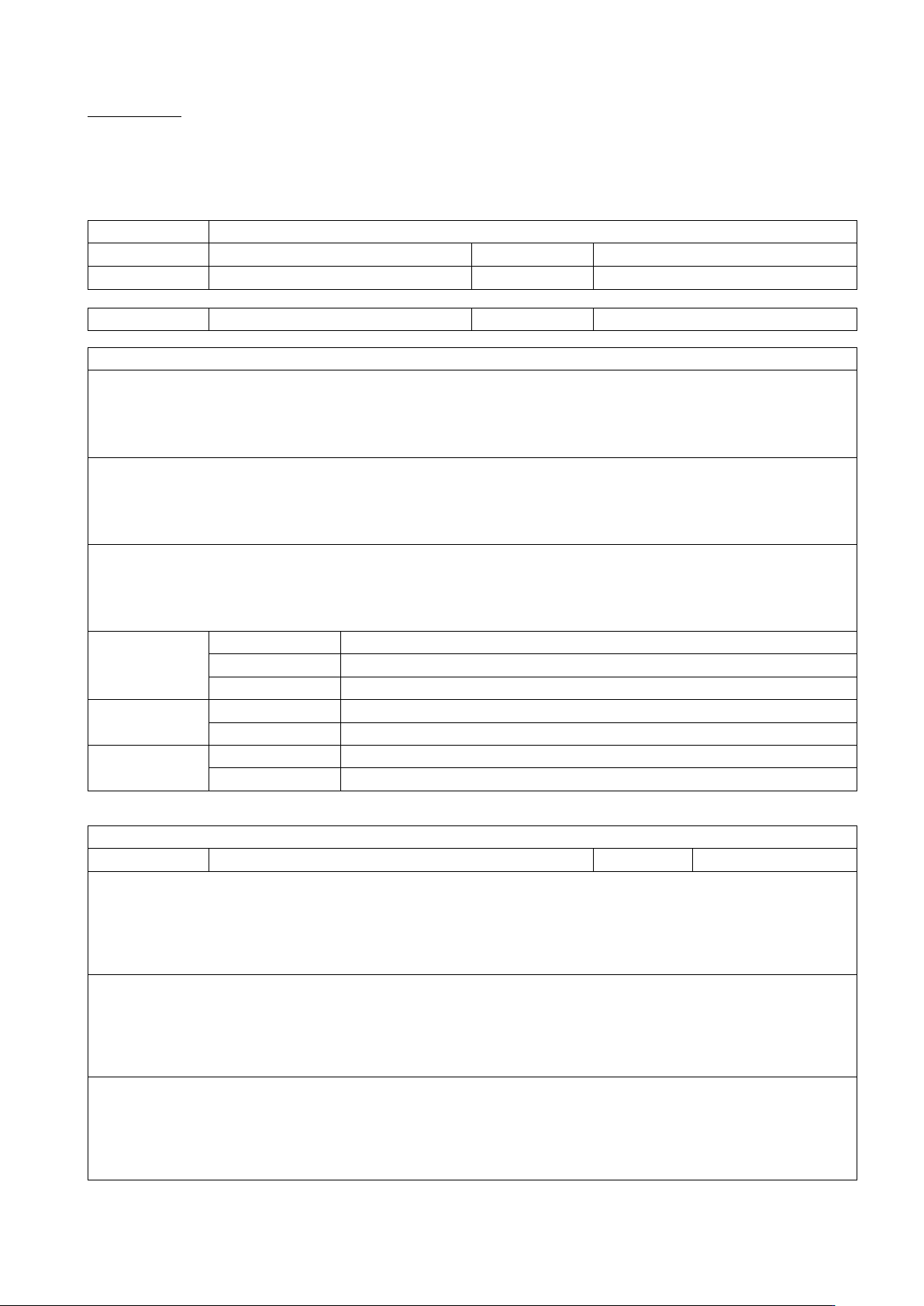
客户商谈室
本公司随时接收客户的咨询。
「不易设定印刷条件」「不能维持所希望的印刷品质」等等,如有困难或发现有何问题时请随时咨询。
年 月 日
客户名称
填写人
生产品种
机 种
序列 号
营业担当
代理店担当
问 题
1)
是何问题/如何处理
2)
如何发生/希望如何对应
3)
是何状态/是何原因
印刷难易度
QFP,
连接器
0.65p, 0.5p, 0.4p, 0.3p,
其他:
BGA, CSP
1.0p, 0.8p, 0.5p, 0.4p, 0.3p,
其他:
芯 片
3216, 2012, 1608, 1005, 0603, 0402, 03015, 0201,
其他:
网 板
生产厂家
制 法
层积、蚀刻、激光、其他:
锡 膏
生产厂家
型 号
★此表是回答客户咨询而用,并不是保证规格和性能之证明。
回 答
回答部门
负责人
1)
原 因
2)
对 策
3)
其 他
※
此表是回答客户咨询而用,并不是保证规格和性能之证明。
NPM-GP/L 2022.0928
- 109 -
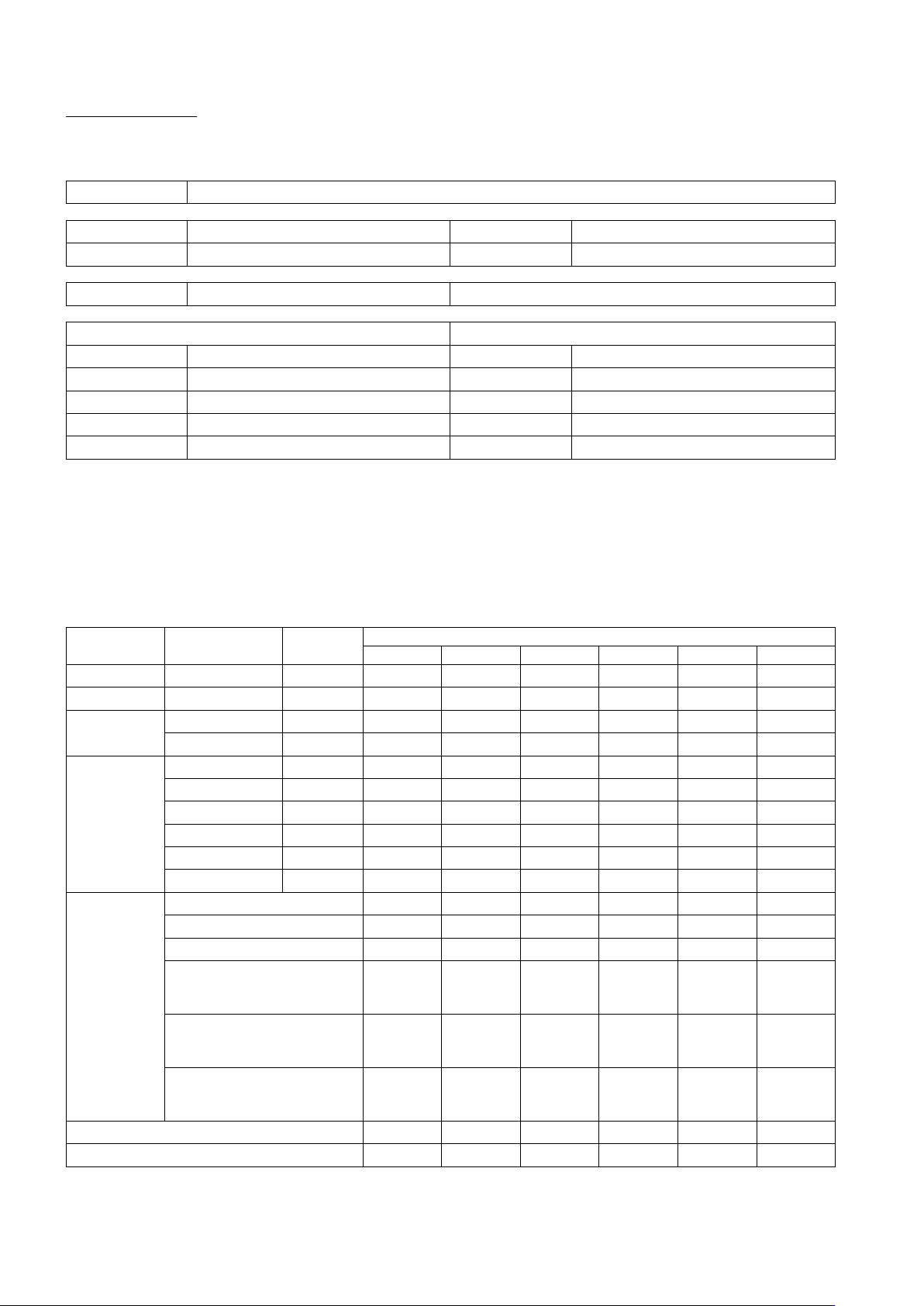
印刷条件调整表
本公司在印刷实验时也使用此表。
若客户在印刷条件调整时也使用此表,能够更简易的进行短时间的调整。
客户名称
负责人
日 期
年 月 日
机 种
序列 号
印刷难易度
QFP mm
间距
BGA, CSP mm
间距
锡 膏
网 板
生产厂家
生产厂家
型 号
制 法
粘 度
厚 度
μm (
半蚀刻部
μm)
触变性比
最小开口部
mm × mm
粒 径
μm
~
μm
最大开口部
mm × mm
・印刷工序由下
2
个工序构成。
1)
填充性
:
在网板开口部,干净的填塞锡膏
2)
脱板性
:
在开口部填塞的锡膏,干净的抽出
・设定印刷条件的原则
1)
填充性
:
加快或减慢刮刀速度。
(
若还不行,变更下表参数②,然后变更③
)
2)
脱板性
:
加快或减慢下降速度。
・请尽量避免新建的材料
(
锡膏、网板
)
双方组合的条件。
一方请必须使用有实绩的材料。
(
有时不能设定条件
)
・不仅是基板上的锡膏量,同时确认网板开口部的剩余量锡膏,推定不良原因。
参 数
项 目
单 位
条 件
1
2
3
4
5
6
填 充①
刮刀速度
mm/s
填 充②
印压
× 10
-2
N/mm
填 充③
刀片厚度
mm
刮刀外部长度
mm
脱 板
下降速度
mm/s
脱板模式
---
下降行程
mm
间 隙
mm
刮刀种类
---
基板夹紧压力
MPa
※
不良情况内容
基板上锡膏
多・适量・少
多・适量・少
多・适量・少
多・适量・少
多・适量・少
多・适量・少
网板开口部
多・少・无
多・少・无
多・少・无
多・少・无
多・少・无
多・少・无
异方性
有・无
有・无
有・无
有・无
有・无
有・无
形 状
其 他
清洁条件
判 定
(
○・△・×
)
备 注
※
SI
单位换算式
: 1 k
g
f/cm
2
= 0.0981 MPa
