npm-gpl.pdf - 第22页
NPM-GP/L 202 2.0 928 - 16 - 4.3 循环时间 ■ 脱板 速度控制 的种类 1. 等速度脱板 : 对下降行 程的距离进行等 速下降控制 。 2. 加速度 High 脱板 : 此模式可以连续维持 稳定的印刷 品质。 3. 高速整体脱板 : 此模式 适合较薄模板的 脱板。 4. 网板 吸着 脱板 : 吸附网板提高与 基板的密着性 ,提高印刷品 质。 5. 多级变速脱板 : 客户能 够任意设定脱板 动作的模式 。

NPM-GP/L 2022.0928
- 15 -
4.
机器构成
4.1 整体图
4.2 各种单元
通用网板支架
(
选购件
)
多功能刮刀头
网板清洁单元
识别单元
基板定位升降部

NPM-GP/L 2022.0928
- 16 -
4.3 循环时间
■
脱板速度控制的种类
1.
等速度脱板: 对下降行程的距离进行等速下降控制。
2.
加速度
High
脱板: 此模式可以连续维持稳定的印刷品质。
3.
高速整体脱板: 此模式适合较薄模板的脱板。
4.
网板吸着脱板: 吸附网板提高与基板的密着性,提高印刷品质。
5.
多级变速脱板: 客户能够任意设定脱板动作的模式。
NPM-GP/L 2022.0928
- 17 -
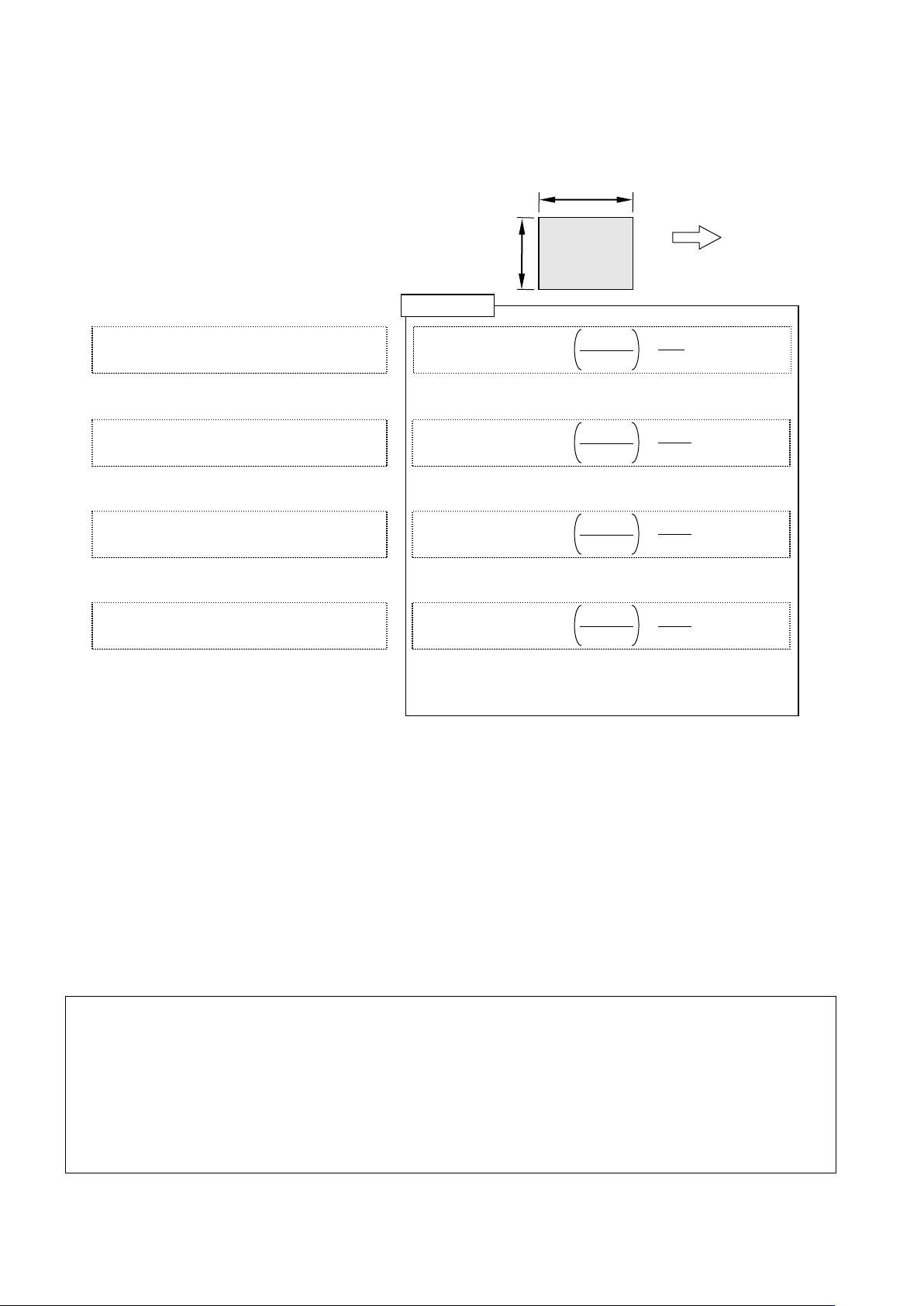
■
循环时间的计算
(
简易计算式
)
T (s) :
循环时间
Vs (mm/s) :
刮刀速度
Vz (mm/s) :
脱板速度
Z (mm) :
脱板距离
[
间隙
]
X (mm) :
基板尺寸
Y (mm) :
基板尺寸
•
网板吸着脱板时
•
加速度
High
脱板时
•
高速整体脱板时
•
等速度脱板时
Remarks
•
上述循环时间计算式是概算。实际的印刷工序多少有异。
另外,连接设备和基板的交付时间也影响循环时间。
•
上述循环时间计算时的条件
1.
基板弯曲矫正
(
选购件
) :
不使用
[
使用时
: +1.4 s]
2.
基板吸着
(
选购件
) :
不使用
[
使用时
: +1.0 s]
3.
网板吸着
:
不使用
[
使用时
: +0.5 s]
4.
制版基准 : 中心
[
前侧
(
选购件
)
时
: +1.0 s]
•
「左→右流向」「右→左流向」无论哪种形式循环时间都相同。
基板
Y
X
基板流向
T = 8.1 + 0.001 × 200 +
+
= 10.2 s
计算例
条件:
Vs = 100 mm/s, Vz = 10 mm/s, Z = 2 mm,
X = 200 mm, Y = 150 mm
T = 7.1 + 0.001 × 200 +
+
= 9.8 s
150 + 80
100
2
10
150 + 80
100
2
10
T = 8.1 + 0.001X + (Y + 80) / V
S
+ Z / V
Z
T = 7.1 + 0.001X + (Y + 80) / V
S
+ Z / V
Z
T = 8.4 + 0.001 × 200 +
+
= 11.0 s
150 + 80
100
2
2
10
T = 8.4 + 0.001X + (Y + 80) / V
S
+ Z / 2V
Z
T = 7.1 + 0.001 × 200 +
+
= 9.8 s
150 + 80
100
2
10
T = 7.1 + 0.001X + (Y + 80) / V
S
+ Z / V
Z