npm-gpl.pdf - 第28页
NPM-GP/L 202 2.0 928 - 22 - ■ 基板识 别标记 规格 标准标记形状和尺寸 标记形状 尺 寸 ○ φ 0.5 mm ~ φ 1.6 mm △ ( 正三角形 ) 一边长度是 0.5 mm ~ 1.6 mm □ 纵横 0.5 mm ~ 1.6 mm 纵横 0.5 mm ~ 1.6 mm ( 线宽度 0.3 mm 以上 ) 所谓尺寸的纵横,指标记所外接的四角形的尺寸 标记材质和 电路图形 基板识别补正, 根据与标记和…
NPM-GP/L 2022.0928
- 21 -
4.5 识别标记规格
■
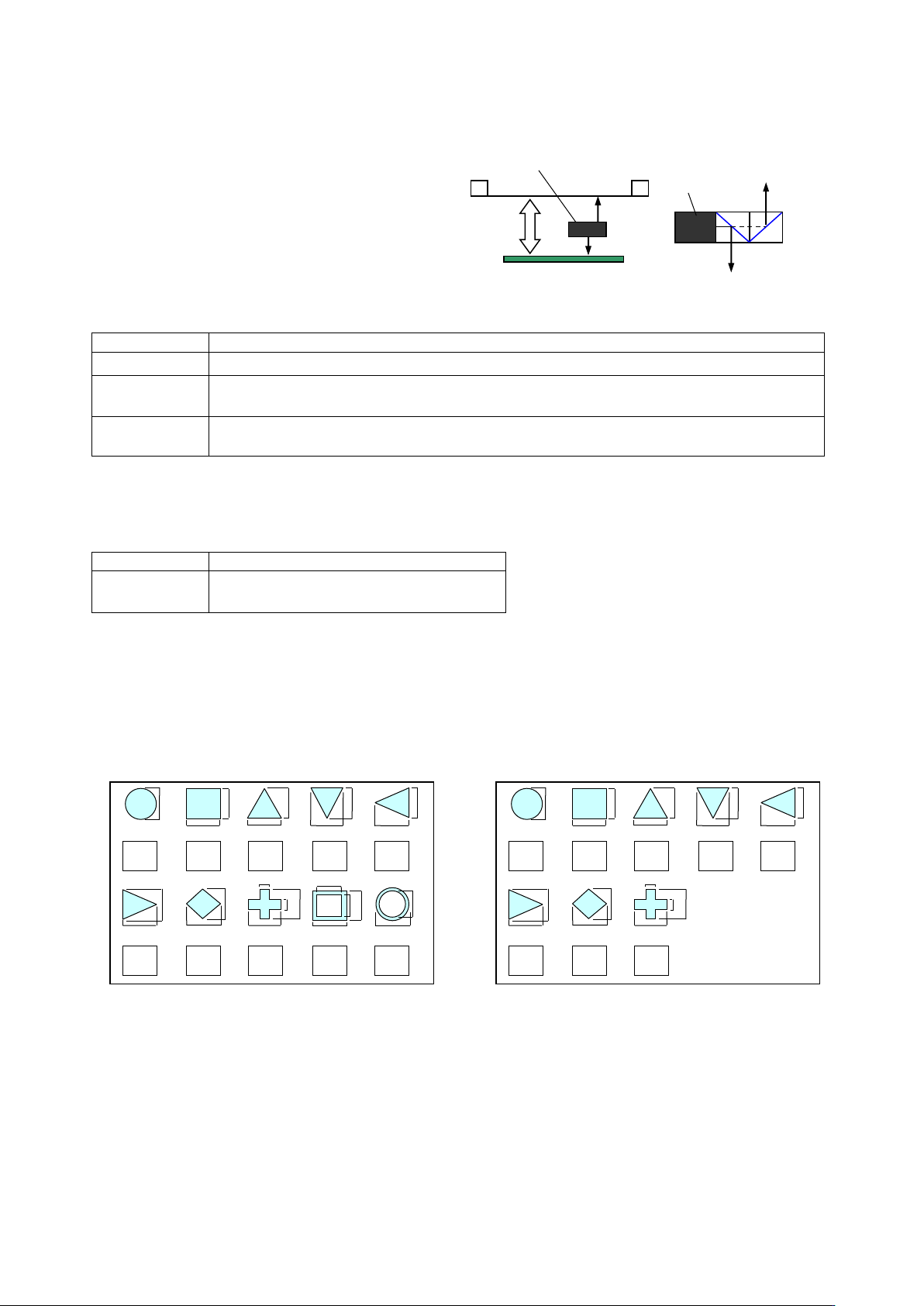
识别方法
使用
1
台照相机进行网板识别和基板识别。
・
网板识别
:
从网板下面识别网板识别标记。
・
基板识别
:
每个循环识别基板。
■
网板识别
项 目
内 容
对象标记
在网板开口部或者网板下面用树脂作成的识别标记
标记尺寸
0.12 × 0.12 mm ~ 1.5 × 1.5 mm
(
φ
0.2 mm ~
φ
1.5 mm)
整体校正的标记尺寸
(a ~ d)
的设定可能范围是
0.5 mm ~ 1.8 mm
网板材质
SUS
、添加剂
使用树脂网板时,随「网板颜色」「网板表面状态的光泽状态」不同,有时无法识别。
※ 使用网眼网板时,请另行咨询。
■
基板识别
识别每个循环基板,调整与网板的位置。
项 目
内 容
补正量
X, Y
方向
: ±5.0 mm
以内
θ
方向
: ±1.2°
以内
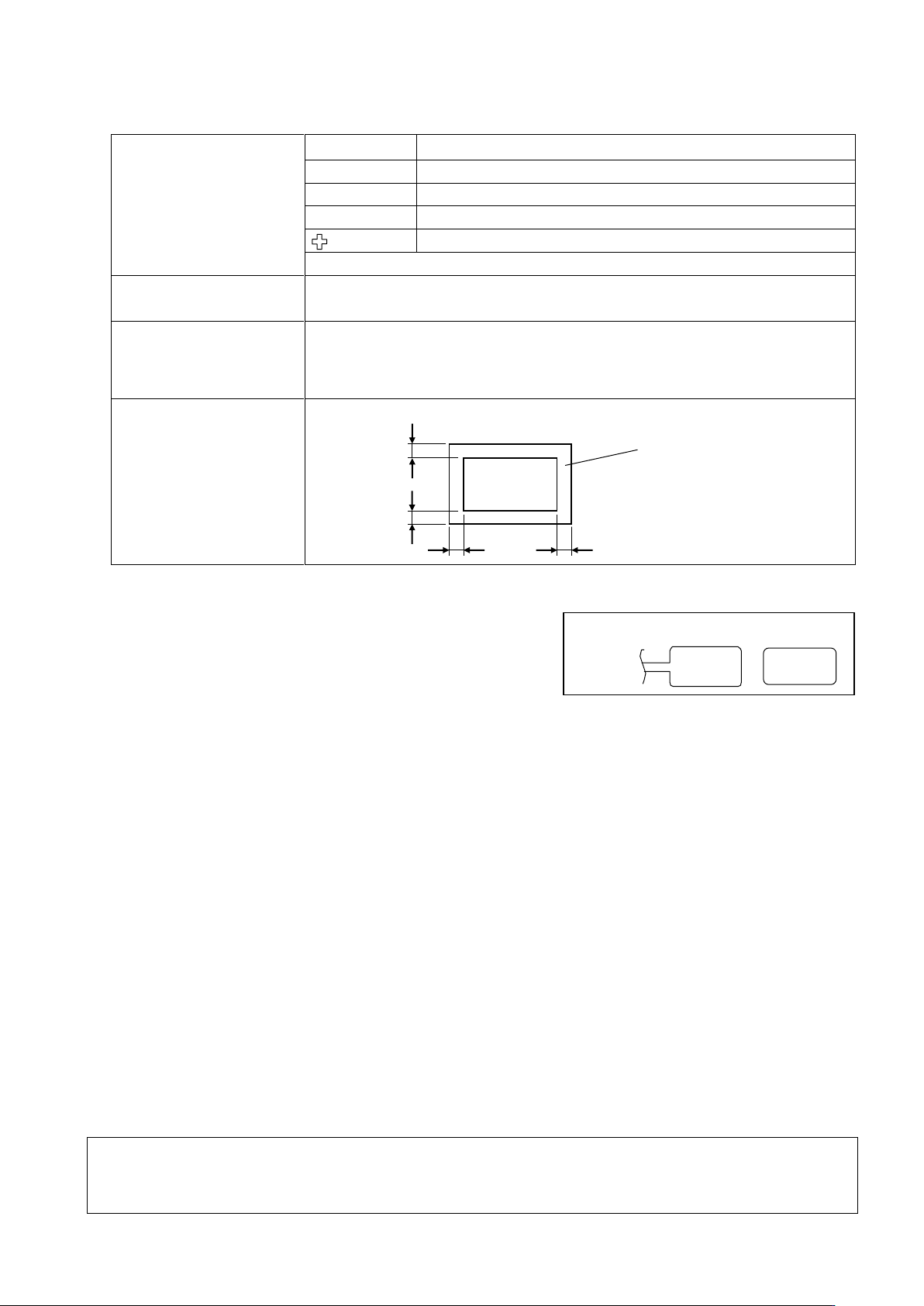
■
整体校正功能
在与基板识别标记相同位置有识别标记的网板,通过「整体校正功能」简单进行基板和网板的位置调整。
・
只有在印刷面有识别标记的网板开口部,使用识别标记。
这时不可使用整体校正功能。
・
整体校正能使用的标记,如下所示。
【基板侧】
形状指定
【网板侧】
形状指定
a
b
d
c
a
b
d
c
a
b
8
9
10
b
a
a
a
b
b
b
a
2
3
4
5
1
b
a
a
b
6
7
a
a
b
d
c
8
b
a
a
a
b
b
b
a
2
3
4
5
1
b
a
a
b
6
7
a
识别照相机
照相机
基板识别
网板识别
NPM-GP/L 2022.0928
- 22 -
■
基板识别标记规格
标准标记形状和尺寸
标记形状
尺 寸
○
φ
0.5 mm ~
φ
1.6 mm
△
(
正三角形
)
一边长度是
0.5 mm ~ 1.6 mm
□
纵横
0.5 mm ~ 1.6 mm
纵横
0.5 mm ~ 1.6 mm (
线宽度
0.3 mm
以上
)
所谓尺寸的纵横,指标记所外接的四角形的尺寸
标记材质和
电路图形
基板识别补正,根据与标记和电路图形
(
导电体图形
)
的位置关系而定。因此,对补正精度
来讲,标记必须与电路图形的工程材质相同。
标记材质和
基板质地的画像条件
基本上,标记识别依靠照明的反射光强度来进行,因此标记材质和基板质地需要具有一
定的对比度。
此反差,会因电镀状态、氧化状态、表面高度、偏差、镜面性、保护物质、
干扰光而产生较大变化、需要评价对象标记。
标记尺寸和背景
标记的背景,需要与标记所相异的一定尺寸以上的不干涉区域。
■
基板识别点数
基板识别通常进行
2
点
(A, B
点
)
识别。
配合客户的要求能任意设定识别
1
点
~ 4
点的点数。
(
例
) 1
点识别
:
位置调整精度降低而循环时间能够缩短。
4
点识别
:
能得到更高精度的基板定位。
※ 作为识别标记也可选择基板的「焊盘」,请注意随形状不同有不可正确识别的情况。
※ 识别标记与「所希望的印刷精度的元件」的「焊盘」相配合,不受基板的制造误差,能进行更高精度的印刷
(
贴装
)
。
Remarks
•
识别标记被「锡膏涂层」时,基板识别会有错误。
此时,请用手动调节照明灯。锡膏矫平机反射出识别图像不均匀时,
调高照明灯
1
(同轴照明)的亮度会更有效。
良好形状
不良形状
(
例
)
不干涉区域
a
≧
0.2 mm
以上
标记不一定必须为黑色。
标记
a
a
a
a
NPM-GP/L 2022.0928
- 23 -
5.
系统软件
5.1 锡膏检查功能
项
目
锡膏检查功能
Light (
标准功能
)
锡膏检查功能
Pro (
许可证
)
※
检查点数
Max. 3 000
点
Max. 30 000
点
检查项目
锡膏面积
(
少锡、渗锡
)
、位置偏位、桥接
数据编制方法
网板扫描
读取
Gerber
数据
网板扫描
其他
-
视野最优化
※
使用「锡膏检查功能
Pro(
许可证
)
」时,需要
NPM-DGS
。
请务必同时选择「
LNB
对应(许可证)」,或者「
iLNB
对应(许可证)」。
■
检查印刷面积
使用识别照相机,检查已印刷的锡膏面积。
与
Gerber
数据或网板开口的面积比进行
OK/Warning/NG
的
3
阶段判定,
Warning
时进行反馈动作,
NG
时在印刷完一枚基板后
停止印刷。
・
识别视野尺寸和分辨率
高倍率
: 5.0 × 5.0 mm (10 µm/
像素
)
中倍率
: 7.0 × 7.0 mm (10 µm/
像素
)
・
检查点数最多为
30 000
点。
(
锡膏检查功能
Pro)
・
检查时间
:
基板尺寸面积/
(5.0 × 5.0 mm) ×
检查视野存在率
× 0.5 s
(
高倍率
)
1
视野需要的识别时间为
0.5 s.
在基板尺寸
150 × 100 mm
的检查视野存在率为
10 %
时,
150 × 100 mm
/
(5.0 × 5.0 mm) × 0.1 × 0.5 s = 30 s
・
最小开口尺寸为
0.2 mm
以上。
最大开口尺寸定为,每个倍率的识别视野尺寸为止。
・
该检查按照客户任意指定的枚数进行。
・
判定的「阈值」,客户能够设定。
※ 根据「阈值」,
Warning
时进行网板清洁或重复印刷,
NG
时在印刷完一枚基板后停止印刷。
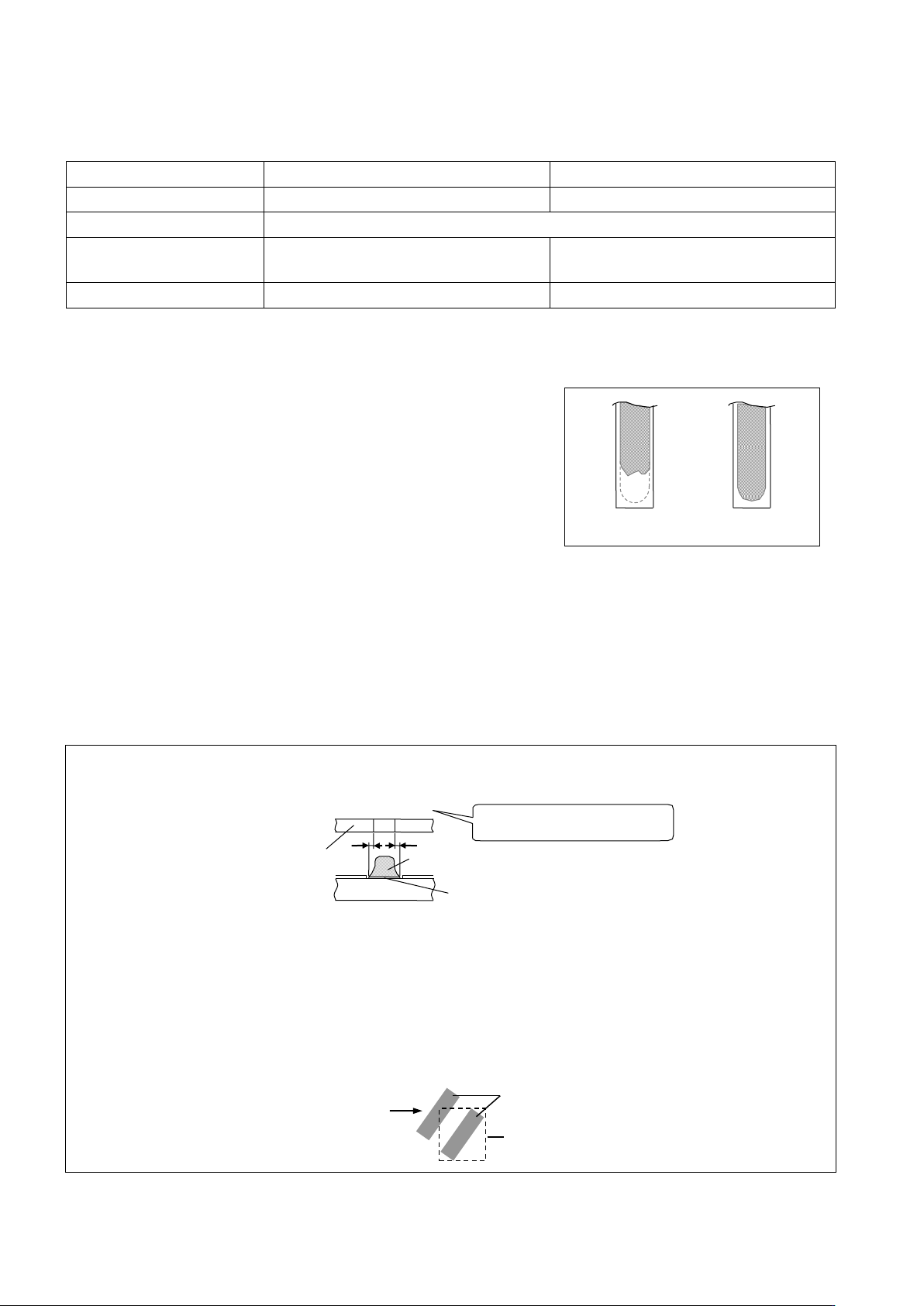
•
是上方的识别照相的二维检查。不是以锡膏厚度和锡膏体积的定量检查为目的。
•
由于是二维检查,不一定是显示实际的体积率的数值。
(
参照下图
)
•
玻璃环氧基板等材料上没有防焊膜时,可能无法正确检查锡膏。详细请向本公司咨询。
•
「阈值」随锡膏・网板・基板种类不同会有较大变化。
•
即使在同一条件
(
锡膏・网板・基板・印刷条件等
)
进行印刷,显示的数值也会产生
±10 %
左右的偏差。
•
有关陶瓷基板的印刷后检查,请另行与本公司联络。
•
有「锡膏涂层」的基板或「薄层镀金」的基板时,有时不能进行良好的检查。
有可能需要事先评估。详细请向本公司咨询。
•
进行锡膏检查校正时,请在没有粘贴保护用乙烯标签的状态下进行。
•
有角度的实装元件的锡膏,有时不能检查。
(
外接于锡膏的四角形范围内有其他锡膏时不可进行。
)
印刷面积
NG
OK
基板
S1 , S2
部分也全部显示为面积。
S2
S1
锡膏
焊盘
网板
表示値
: 140 %
外接四角形范围
相邻锡膏在范
围内
锡膏