00195375-05_SM_D1_D1i_D2_D2i_DE.pdf - 第252页
Einstellungen Pick&Place-Kopf 6.6.3 Parameter und Kalibrierung 252 Serviceanleitung SIPLACE D1/D1i/D2/D2i 6.6.3 6 . 6 . 3 P a r a m e t e r u n d K a lib r ie r u n g Parameter und Kalibrierung 6.6.3.1 6 . 6 . 3 . 1 …
Einstellungen
6.6.2 DIP-Schalter für Kamera-Typen 25, 33 und 36 Pick&Place-Kopf
Serviceanleitung SIPLACE D1/D1i/D2/D2i 251
* Je nach Maschinentyp sind nicht alle Portale verfügbar.
S Einstellung für Portal* Anmerkung
1 2 3 4
1OF
F
OFF OF
F
OFF Bootstrap
2OF
F
OFF OF
F
OFF Reset
3OF
F
ON OF
F
ON Portal ID 0
4OF
F
OFF ON ON Portal ID 1
5OF
F
OFF OF
F
OFF Code 1
6OF
F
OFF OF
F
OFF CAN-Terminator
7ON ON ON ON CAN-Speed: ON: 1 Mbit/s, OFF: 500 KB/s
8 xx xx xx xx x = OFF: FC-Kamera (Typ 25),
x = ON: IC-Kamera (Typ 33, 36)
Einstellungen
Pick&Place-Kopf 6.6.3 Parameter und Kalibrierung
252 Serviceanleitung SIPLACE D1/D1i/D2/D2i
6.6.3
6.6.3 Parameter und Kalibrierung
Parameter und Kalibrierung
6.6.3.1
6.6.3.1 Übersicht Kalibrierschritte und Parameter im SITEST
Übersicht Kalibrierschritte und Parameter im SITEST
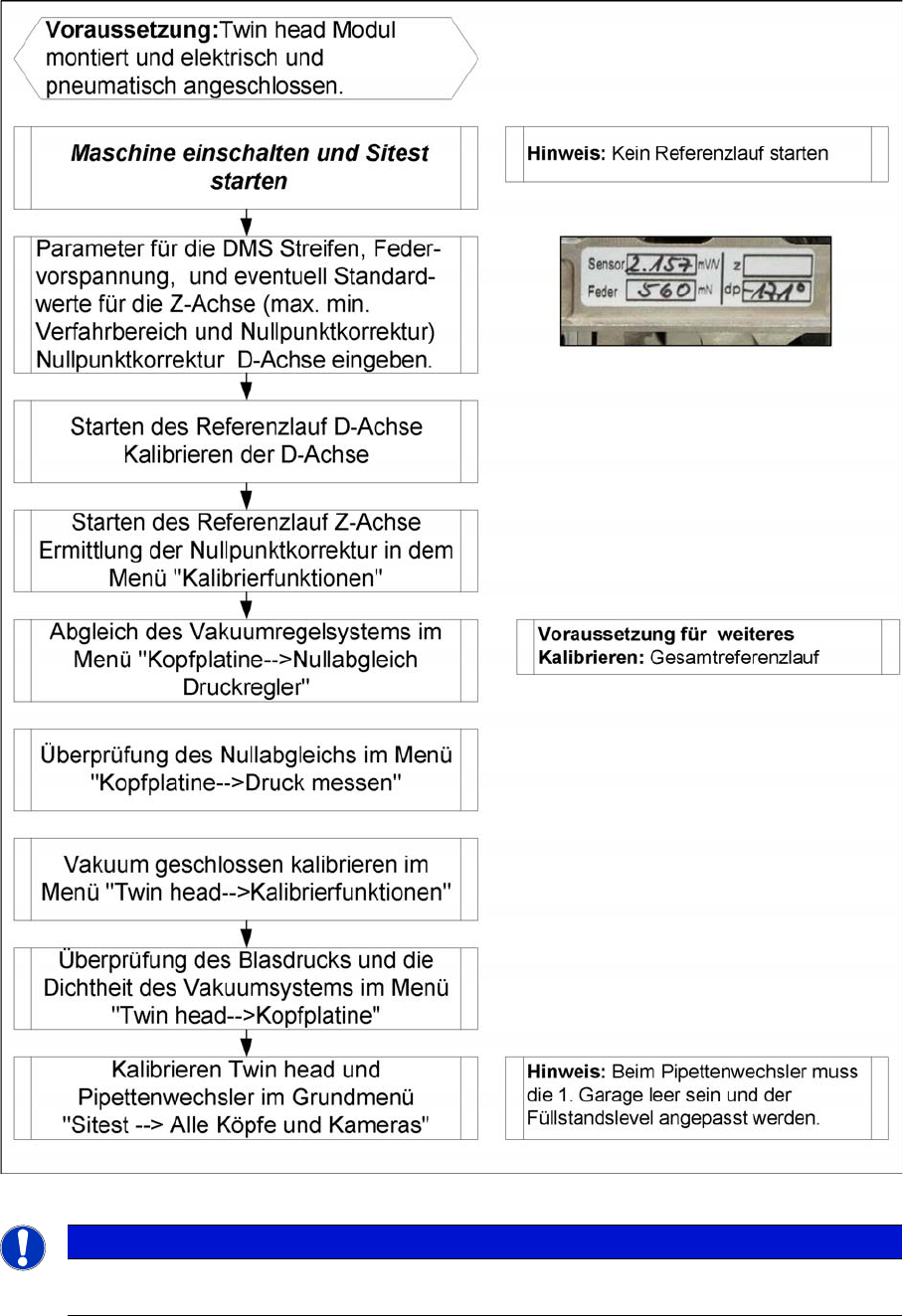
Übersicht Kalibrierschritte und Einstellungen
HINWEIS
Diese Arbeitschritte sind bei der Erstinbetriebnahme sowie nach einem Modultausch
durchzuführen. Die detaillierte Beschreibung erfolgt auf den folgenden Seiten.
Einstellungen
6.6.4 Parameter P&P-Kopf Pick&Place-Kopf
Serviceanleitung SIPLACE D1/D1i/D2/D2i 253
6.6.4
6.6.4 Parameter P&P-Kopf
Parameter P&P-Kopf
Parameter Kraftsensor und Federvorspannung
SITEST:
► Wählen Sie P&P-Modul
► Wählen Sie Achsfunktionen
► Aktivieren Sie die Checkbox Z-Achse.
► Wählen Sie das Menü Parameter... und geben Sie die Werte
Kraftsensor Abgleichwert in [mV/V]. Dieser Wert ist stets kleiner als 3.0 [mV/V].
und Federvorspannung in [mN] ein. Dieser Wert liegt zwischen 300 und 700 [mN]
Werden diese Werte nicht korrekt nach den Angaben auf dem P&P-Kopf im SITEST eingegeben ist die
Ermittlung der Bestückkraft zwischen 1 bis 15 N nicht korrekt.
Nullpunktkorrekturwert (NPK) D-Achse
SITEST:
► Wählen Sie P&P-Modul
► Wählen Sie Achsfunktionen
► Aktivieren Sie die Checkbox D-Achse
► Wählen Sie Positionen...
► Deaktivieren Sie die Checkbox Verwende Einheit Digit.
► Markieren Sie die entsprechende Zeile und wählen Sie Editieren.
► Geben Sie den jeweiligen NPK-Wert in 1/100 Grad ein und wählen Sie Übernehmen.
► Bestätigen Sie die Eingabe mit Übernehmen.
► Führen Sie einen Achs-Referenzlauf der D-Achse durch.
► Führen Sie anschließend in jedem Falle die Kalibrierung der D-Achse durch.
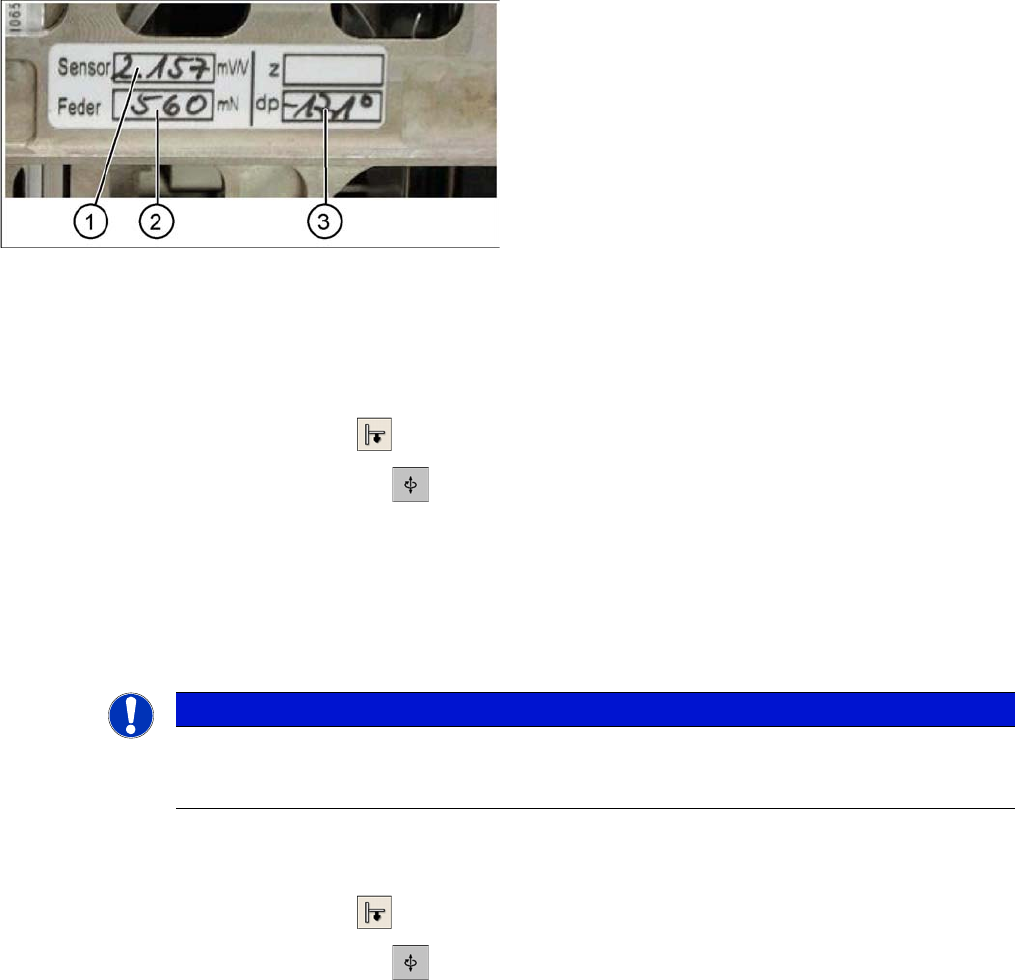
Aufkleber mit D-Achs-Korrekturwert und Parametern für
P&P-Kopf
Legende
An jedem P&P-Kopf befindet sich ein Aufkleber mit Kor-
rekturwerten, die bei Erstinbetriebnahme oder nach
Tausch Kopfes in SITEST eingetragen werden müssen.
1. Sensor (Parameter für die DMS-Streifen)
2. Feder (Federvorspannung)
3. dp (Nullpunktkorrekturwert D-Achse)
HINWEIS
Die Einstellschraube (Feingewinde) für die Federvorspannung darf auf keinen Fall verstellt
werden! Die Federvorspannung kann zur Zeit nicht vor Ort beim Kunden ermittelt werden, so
dass der Bestückkopf getauscht werden muss.