DGS安装SQL2008版.pdf - 第178页
NPM-DGS 程序手册 4.3 假想生产线的构筑 Page 4-18 EJS9AC-MB-04P-04 项目 说明 ‘ 基板 / 图形标记识别顺序 ’ 设定基板标记、 图形标记的识别顺序。 [ 自动 ] 会决定最短的最佳路 径。需要指定顺序时,选择 [PCB 的登录顺序 ] 。 • [ 自动 ] • [PCB 的登录顺序 ] ‘ 贴装点均等分割 ’ 执行了元件分割时,用贴装点除以元 件分割数后,均等分配贴装 点数。均等分配消费于贴装的…
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-04 Page 4-17
项目
说明
示例
2:
选择
[(
不同吸头共同配置
)
剩余图形以贴装点为单位而分配
]
或
[
剩余图形以贴装点为单位而分配
]
时
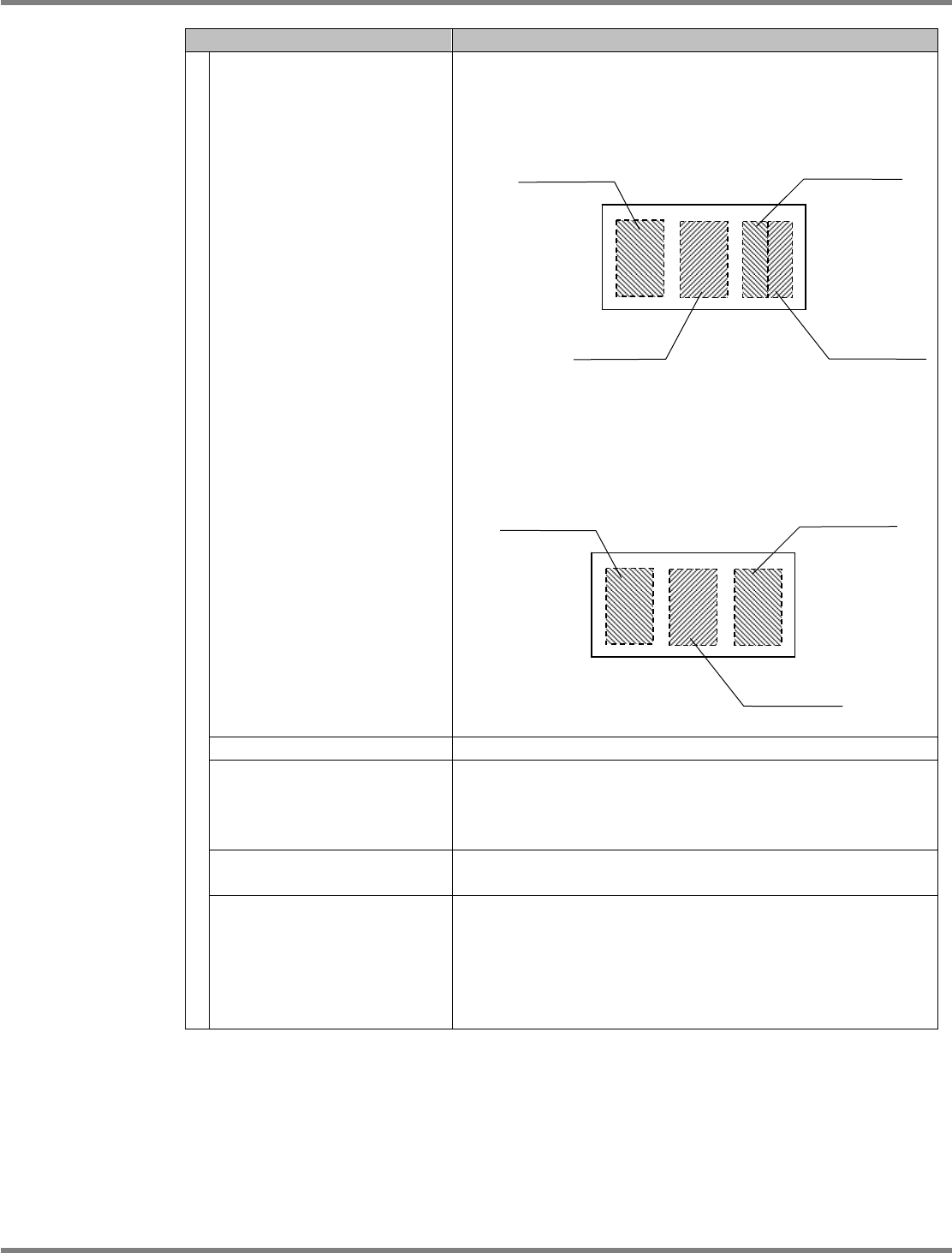
示例
3:
选择
[(
不同吸头共同配置
)
剩余图形以贴装点为单位而分配
]
或
[
剩余图形以贴装点为单位而分配
]
时
‘
在同一个基台上进行部品分配
’
设定是否在同一个基台上进行元件分割。
‘
高速
/
多功能平衡
’
表示在分配元件时的
12
吸嘴吸头、
8
吸嘴吸头及
2
吸嘴吸头的时
间单位的使用率。数值为
100
时表示,均等使用
12
吸嘴吸头、
8
吸嘴吸头及
2
吸嘴吸头。数值为
50
时表示,分配给
2
吸嘴吸头
的时间是分配给
12
吸嘴吸头、
8
吸嘴吸头的一半。
‘
同一个杆式供料器允许不同元
件
’
指定在同一个杆式供料器上是否配置不同种类的元件。如果设定
这个选项,最佳化时对杆式供料器配置不同种类的元件。
‘
高速吸头的最大编带宽度
’
设定
12
吸嘴吸头用的最大编带宽度值。有以下
5
种。
• [
不指定
]
• [8 mm
以下
]
• [12 mm
以下
]
• [16 mm
以下
]
• [24 mm
以下
]
在第
1
台机器上
进行实装
在第
2
台机器上
进行实装
在第
2
台机器上
进行实装
在第
1
台机器上
进行实装
在第
1
台机器上
进行实装
在第
2
台机器上
进行实装
在第
1
台机器上
进行实装
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-18 EJS9AC-MB-04P-04
项目
说明
‘
基板
/
图形标记识别顺序
’
设定基板标记、图形标记的识别顺序。
[
自动
]
会决定最短的最佳路
径。需要指定顺序时,选择
[PCB
的登录顺序
]
。
• [
自动
]
• [PCB
的登录顺序
]
‘
贴装点均等分割
’
执行了元件分割时,用贴装点除以元件分割数后,均等分配贴装
点数。均等分配消费于贴装的元件数,可对元件余数进行管理,
并调整元件用完的时机。
存在下述
3
种
:
• [
不做
] :
不考虑元件的消费数,而优先循环时间。
• [
在相同工作台内均等分配
] :
均等分割相同工作台内的贴装点后分配。
• [
固定元件均等分割
]:
针对固定配置的贴装点实施均等分割后分配。
‘
双式供料器的単个使用
’
执行最佳化时,设定是否针对双供料器只配置
L
侧。
存在下述
4
种
:
• [
不做
] :
按照通常设置,在
L
侧、
R
侧双方都配置双供料器。
• [
做
] :
针对
4mm/8mm
双供料器,只在
L
侧配置元件。
• [
只限
4mm] :
针对
4mm
双供料器,只在
L
侧配置元件。
8mm
双供料器按照
通常设置,配置在
L
、
R
双方。
• [
只限
8mm] :
针对
8mm
双供料器,只在
L
侧配置元件。
4mm
双供料器按照
通常设置,配置在
L
、
R
双方。
请在为进行供料器的更换运用,而不想在
L
、
R
侧双方都配置元
件时进行设定。即使设定了本选项,仍可在
R
侧通过手动配置元
件。
‘
元件与吸嘴的干涉回避
’
在贴装元件之际,为了防止元件高度高的已贴装元件与吸嘴法兰
盘的干涉,而决定元件配置、贴装顺序。使用本功能时,会优先
不发生干涉的处理,因此生产率有可能会恶化。
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-04 Page 4-19
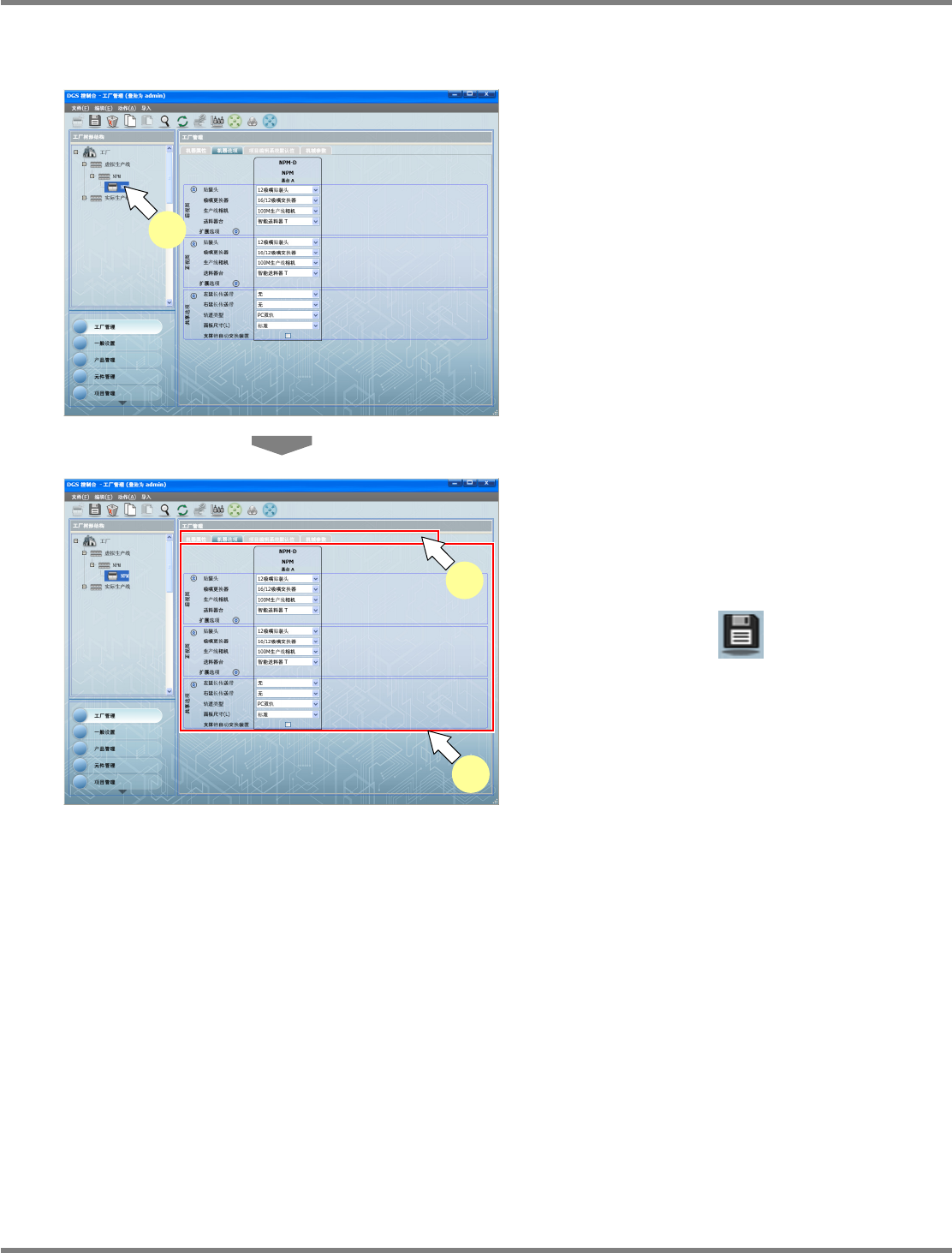
设备选项、参数设定的确认、编辑
设定与设备相关的参数。
1
选择画面左上树形菜单上的设备。
在工厂内容区域里显示出各自的设定项目。
选择生产线后并编辑了参数时,所执行的变更
将反映进生产内的全部设备上。
2
选择要设定项目的标签。
3
编辑项目。
4
点击工具栏的
(
保存
)
。
新的设定将被保存。
Factory040304S-03C06
1
4
Factory040304S-04C06
2
3