DGS安装SQL2008版.pdf - 第200页
NPM-DGS 程序手册 4.3 假想生产线的构筑 Page 4-40 EJS9AC-MB-04P-04 项目 说明 试贴数据 ‘ 点胶上升速度 ( 第 1 段 )’ 点胶时的上升速度。 以相对最高速度的百分率指定。 可选择 100 、 80 、 60 、 40 、 20 ,标准为 100 。 ‘ 点胶上升速度 ( 第 2 段 )’ 点胶时的上升速度。点胶时间控制处 于 ON 的情况下使用。 以相对最高速度的百分率指定。 可选择 100…
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-04 Page 4-39
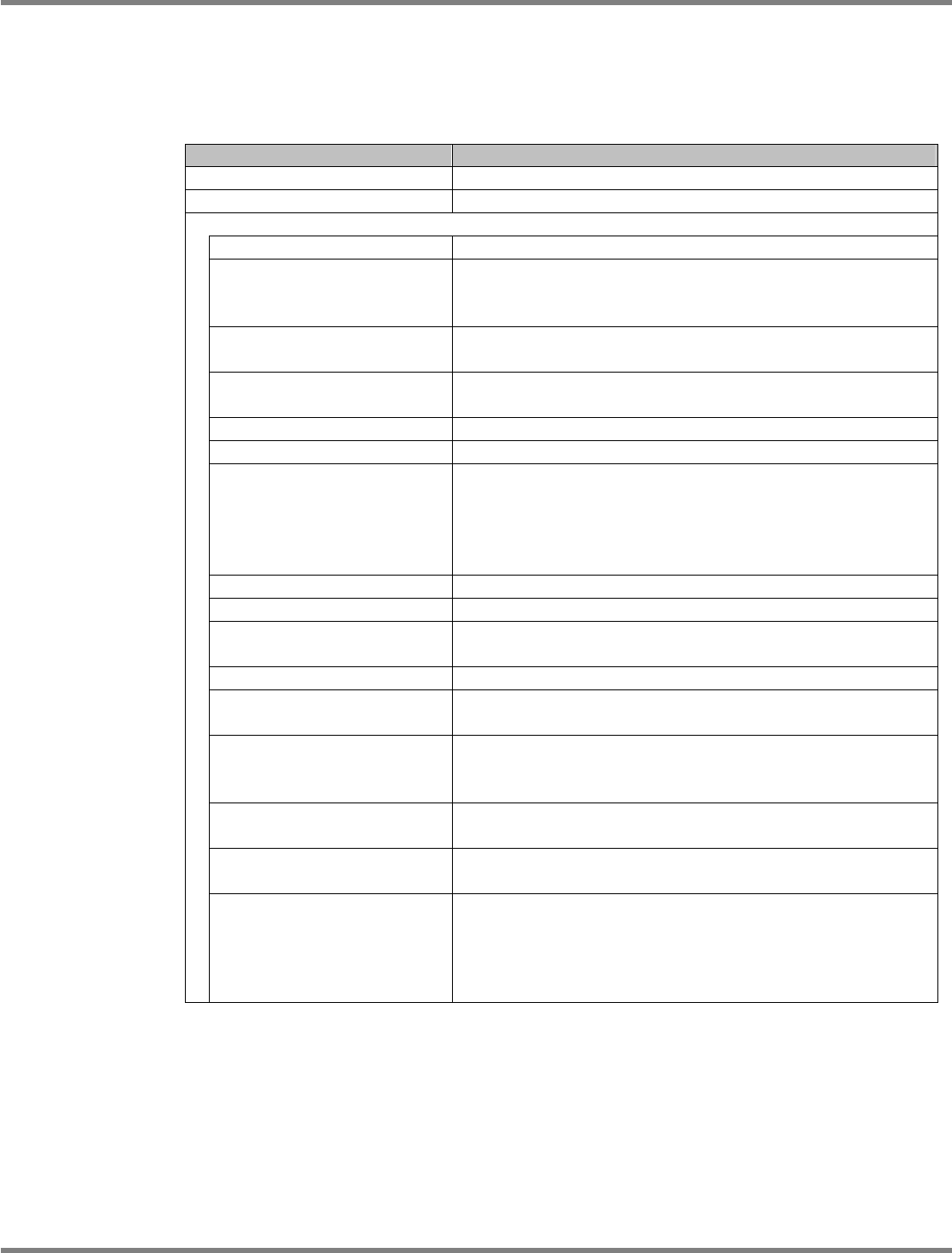
点胶条件数据默认
点击
[
点胶条件数据默认
]
标签,则可设定用在项目编辑系统编辑器的点胶条件的初期值
(
默认
)
。
项目编辑系统是指制作生产数据时应使用何种
PCB
、在如何条件下进行最佳化等各种信息的定
义。
点胶条件数据默认标签仅在选择装载点胶喷嘴头的设备时能设定。
项目
说明
工作台
选择设定点胶条件的工作台。
喷嘴
选择设定点胶条件的喷嘴。
试贴数据
‘
吸头上升位置
’
点胶后的头的上升高度。
(0 mm ~ 30 mm)
‘
试贴图形
’
设定试贴位置。有下列
2
种。
• [
在基板上试贴
]
• [
在试贴装置上试贴
]
‘
试贴开始位置
X’
请指定距离进行试贴的基板原点的坐标
X
。
仅在基板上试贴的情况下能输入。
‘
试贴开始位置
Y’
请指定距离进行试贴的基板原点的坐标
Y
。
仅在基板上试贴的情况下能输入。
‘
点胶方向
’
进行点胶的方向。仅在基板上试贴的情况下输入。
‘
点胶间距
’
进行点胶的间隔
(XY
共同
)
。仅在基板上试贴的情况下输入。
‘
点胶角度
’
在基板上试贴时的点胶角度。有下列
4
种。
• [0
度
]
• [90
度
]
• [180
度
]
• [270
度
]
‘
试贴次数
’
进行试贴的次数。
(1 ~ 9
次
)
‘
试贴时间
’
请设定进行吐出的时间。
(0.001 s ~ 9.999 s)
‘
试贴识别开始点
’
指定开始试贴识别的试贴次数。
(1 ~ 9
次
)
可设定试贴次数以下的次数。
‘
识别再试次数
’
试贴识别的再试次数。
‘
吐出时间控制
’
处于
ON
的情况下将分为
2
个阶段,进行下降与上升。
关于详细内容,请参阅后述
‘
关于吐出时间控制
’
。
‘
吐出高度
’
设定吐出时的高度。
(0.001 mm ~ 30.0 mm)
可设定头上升位置以下的位置。
仅在吐出时间控制处于
ON
的情况下能设定。
‘
点胶时在下死点上等待的时间
’
点胶时在下死点上等待的时间。
(0.000 s ~ 9.999 s)
仅在吐出时间控制处于
ON
的情况下能设定。
‘
点胶时在上升后等待的时间
’
点胶时在上升后等待的时间。
(0.000 s ~ 9.999 s)
仅在吐出时间控制处于
ON
的情况下能设定。
‘
吸头停止位置
’
点胶时的喷嘴与基板表面之间的距离。
(
点胶时的喷嘴高度
)
(-0.100 mm ~ 3.000 mm)
如果设定为
0
,则在喷嘴接触基板的高度上进行点胶。为正
(
)
时,以吸嘴和基板不接触的高度进行点胶。为负
(
)
时,以吸嘴
压进基板的高度进行点胶。

NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-40 EJS9AC-MB-04P-04
项目
说明
试贴数据
‘
点胶上升速度
(
第
1
段
)’
点胶时的上升速度。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
点胶上升速度
(
第
2
段
)’
点胶时的上升速度。点胶时间控制处于
ON
的情况下使用。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
点胶下降速度
(
第
1
段
)’
点胶时的下降速度。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
点胶下降速度
(
第
2
段
)’
点胶时的下降速度。点胶时间控制处于
ON
的情况下使用。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
试贴第一次
’
设定在点胶过程中将喷嘴首次变更为下一喷嘴时的试贴实施内
容。有下列
3
种。
• [
不进行试贴
]
• [
进行试贴
] (
默认
)
• [
进行试贴及试贴识别
]
‘
试贴第二次以后
’
设定在点胶过程中将喷嘴变更一次后的试贴实施内容。有下列
3
种。
• [
不进行试贴
]
• [
进行试贴
] (
默认
)
• [
进行试贴及试贴识别
]
‘
轴旋转时的试贴设定
’
设定在点胶过程中喷嘴进行
轴旋转时的试贴实施内容。有下列
3
种。
• [
不进行试贴
]
• [
进行试贴
] (
默认
)
• [
进行试贴及试贴识别
]
试贴识别数据
‘
名称
’
选择试贴识别数据。
可选择在试贴识别数据库内所制作的数据。
粘合剂数据
‘
名称
’
选择粘合剂数据。
从粘合剂库一览中选择。
点胶喷嘴形状数据
‘
喷嘴编号
’
指定点胶喷嘴。
还能够指定
[
未使用
]
。只用单侧喷嘴进行生产时,设定为
[
未使用
]
。
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-04 Page 4-41
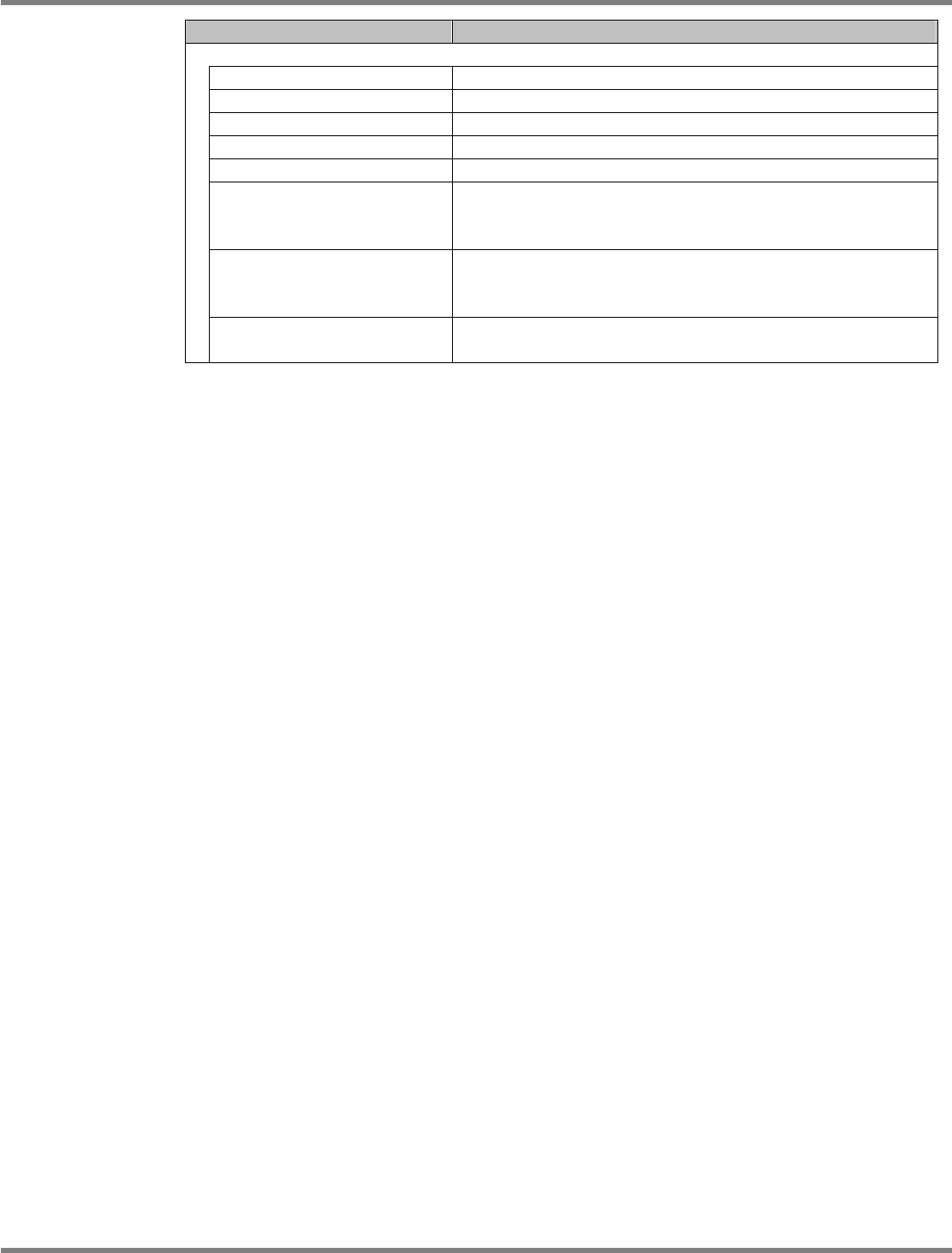
项目
说明
点胶喷嘴控制数据
‘
剩余量警告计数
’
设定材料用完传感器感应后为了发出警告所需要的点胶点数。
‘
点胶停止计数
’
设定材料用完传感器感应后为了停止生产所需要的点胶点数。
‘
点胶稳定定时器
(
点胶前
)’ XY
移动完毕后,按照设定时间延缓
Z
下降的开始。
‘
点胶稳定定时器
(
点胶后
)’ Z
上升完毕后,按照设定时间延缓
XY
移动的开始。
‘
点胶压力
’
点胶时的压力。
‘
粘合剂点胶速度
’
粘合剂的点胶速度。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
点胶时的
XY
速度
’
点胶时的
XY
移动速度。
以相对最高速度的百分率指定。
可选择
100
、
80
、
60
、
40
、
20
,标准为
100
。
‘
温度偏移量
’
粘合剂的温度偏移量。
( -10.0
℃ ~
10.0
℃
)