DGS安装SQL2008版.pdf - 第829页
NPM-DGS 程序手册 7.11 各种设定 EJS9AC-MB-07P-03 Page 7-129 项目 说明 示例 1: 在 2 台 NPM 上进行每 1 基板有 3 个图形的实装 基板上有 3 个图形 示例 2: 选择了 [( 不同吸头共同配置 ) 剩余图形以贴装点为单位而分配 ] 或 [ 剩余图形以贴装点为单位而分配 ] 时 示例 3: 选择了 [( 不同吸头共同配置 ) 剩余图形以贴装点为单位而分配 ] 或 [ 剩余图形以贴装…
NPM-DGS
程序手册
7.11
各种设定
Page 7-128 EJS9AC-MB-07P-03
项目
说明
‘
单个图形优化
’
设定是否对每个图形进行优化。
设定内容为下述
5
个项目。
• [
否
]:
不进行以图形为单位的优化。
• [
以实装点为单位分配剩余图形
]:
进行优化,通过
1
台机器进行
1
个图形的实装。
在生产线上只存在相同机器的情形下,选择这个项目。
图形数比机器数多一些,出现剩余图形的情况下,将剩余图形
内的实装点分配到各台机器。
各台设备的循环时间大致相同。
• [
以图形为单位分配剩余图像
]:
进行优化,通过
1
台机器进行
1
个图形的实装。
在生产线上只存在相同机器的情形下,选择这个项目。
图形数比机器数多一些,出现剩余图形的情况下,以图形为单
位将剩余图形分配到某台机器进行实装。
各台设备的循环时间不同,但是,因每
1
个图形必定在
1
台设
备上进行实装,故在需要严格追踪等情况下采用本方式。
• [(
不同吸头共同配置
)
剩余图形以贴装点为单位而分配
]:
进行优化,通过
1
台机器进行
1
个图形的实装。
在生产线上存在不同机器的情形下,选择这个项目。
图形数比机器数多一些,出现剩余图形的情况下,将剩余图形
内的实装点分配到各台机器。
各台设备的循环时间大致相同。
• [(
不同吸头共同配置
)
剩余图形也以图形为单位而分配
]:
进行优化,通过
1
台机器进行
1
个图形的实装。
在生产线上存在不同机器的情形下,选择这个项目。
图形数比机器数多一些,出现剩余图形的情况下,以图形为单
位将剩余图形分配到某台机器进行实装。
各台设备的循环时间不同,但是,因每
1
个图形必定在
1
台设
备上进行实装,故在需要严格追踪等情况下采用本方式。
NPM-DGS
程序手册
7.11
各种设定
EJS9AC-MB-07P-03 Page 7-129
项目
说明
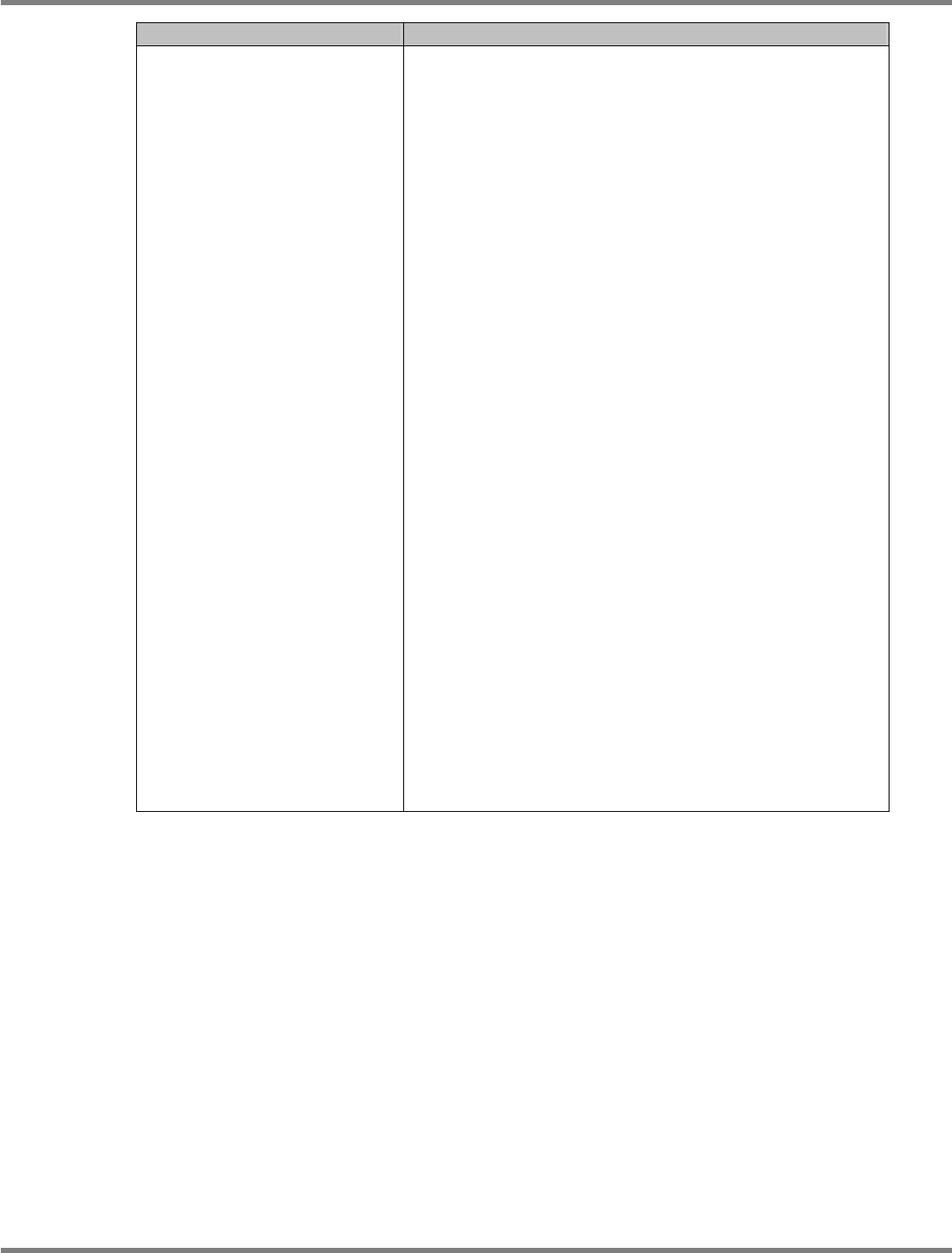
示例
1:
在
2
台
NPM
上进行每
1
基板有
3
个图形的实装
基板上有
3
个图形
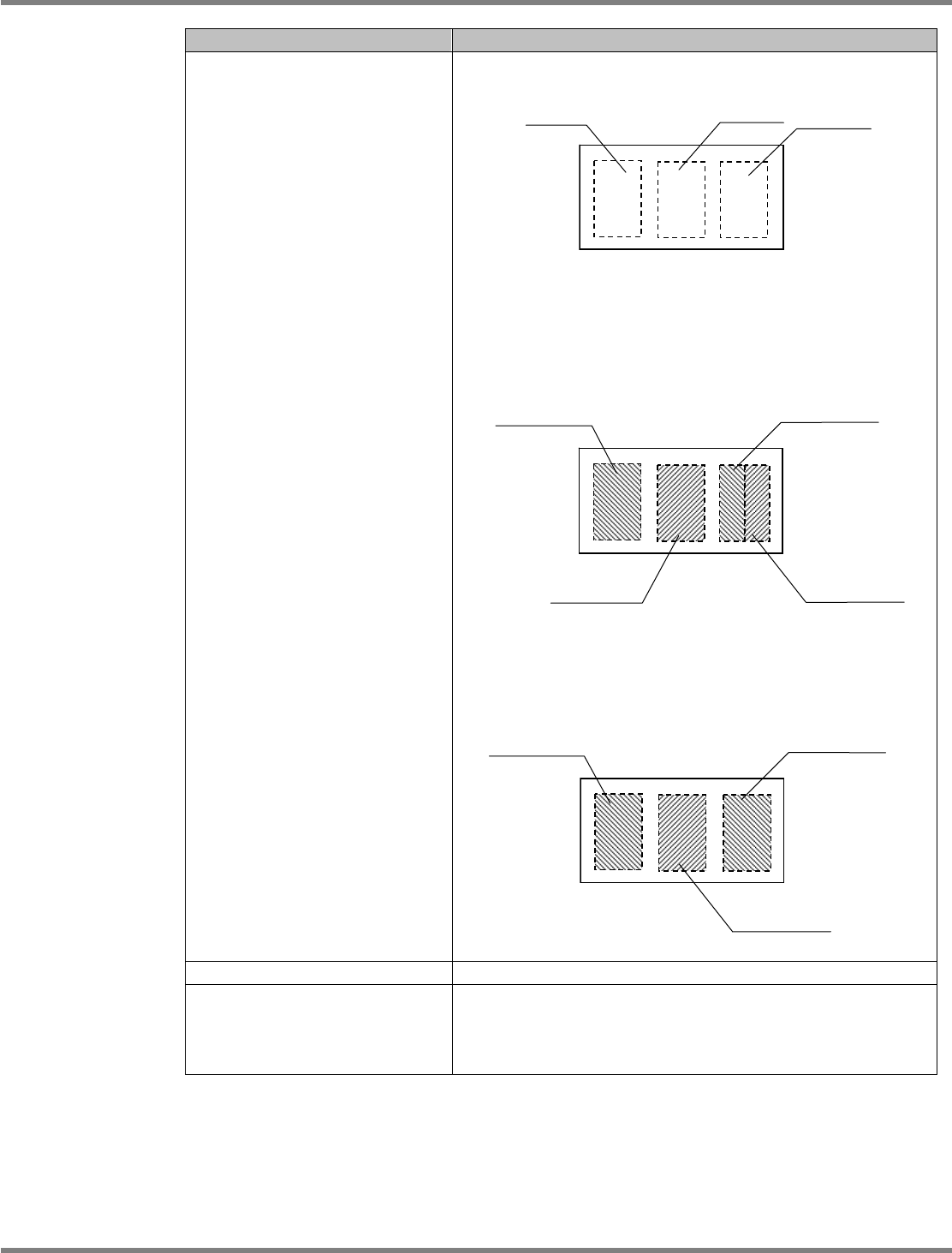
示例
2:
选择了
[(
不同吸头共同配置
)
剩余图形以贴装点为单位而分配
]
或
[
剩余图形以贴装点为单位而分配
]
时
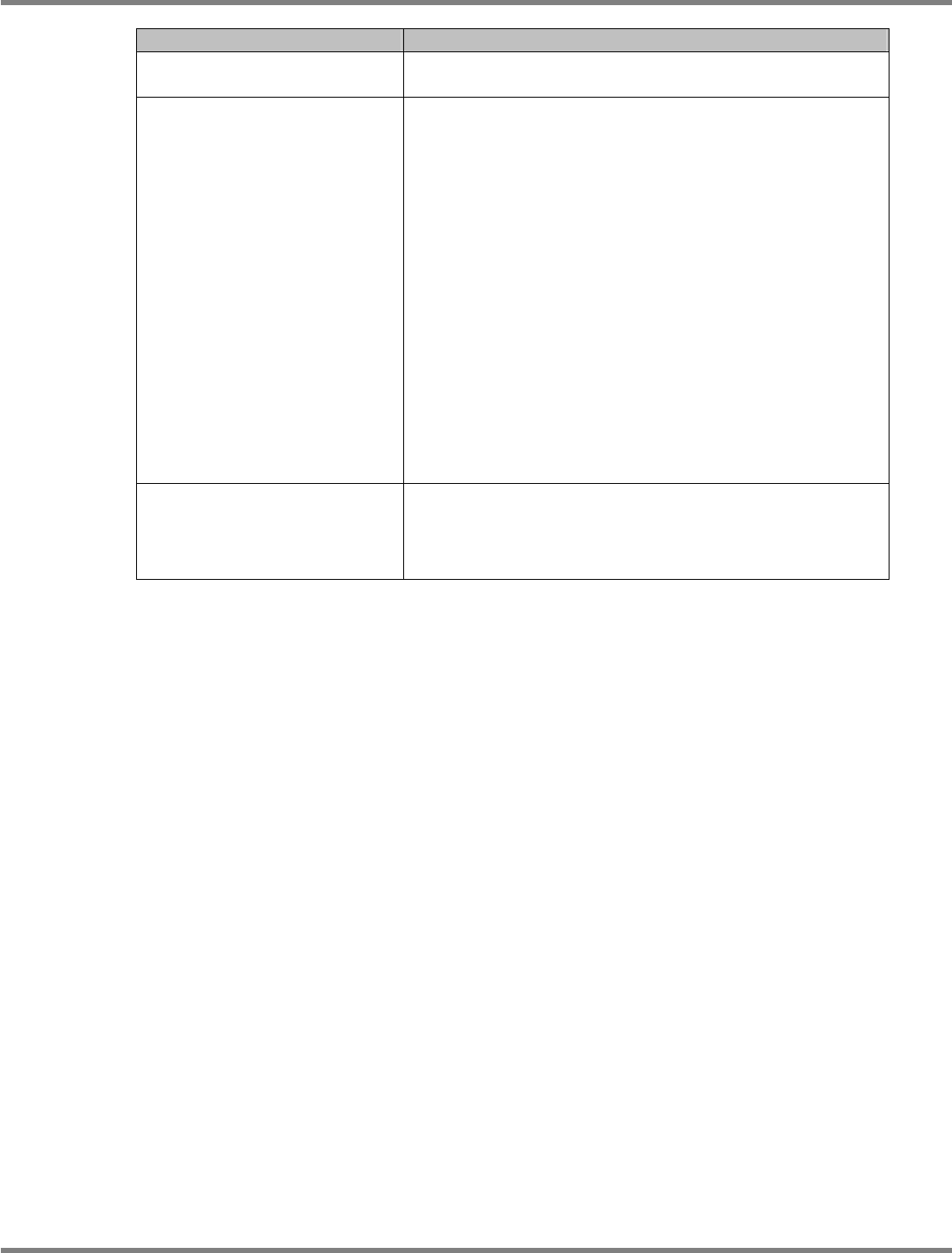
示例
3:
选择了
[(
不同吸头共同配置
)
剩余图形以贴装点为单位而分配
]
或
[
剩余图形以贴装点为单位而分配
]
时
‘
允许取代固定元件
’
设定是否进行强制配置。
‘
基板
/
图形标记识别顺序
’
设定基板标记、图形标记的识别顺序。选择了
[
自动
]
时,将决定最
佳的最短路径。需要指定顺序时,选择
[PCB
的登录顺序
]
。
• [
自动
]
• [PCB
的登录顺序
]
在第
1
台机器上
进行实装
在第
2
台机器上
进行实装
在第
1
台机器上
进行实装
在第
1
台机器上
进行实装
在第
2
台机器上
进行实装
在第
2
台机器上
进行实装
在第
1
台机器上
进行实装
图形
3
图形
2
图形
1
NPM-DGS
程序手册
7.11
各种设定
Page 7-130 EJS9AC-MB-07P-03
项目
说明
‘
不要元件的解除
’
即使元件固定在槽上,如果不使用,仍可以设定是否从槽上将其
取下来。
‘
使用双供料器单侧
’
在最佳化时,针对双供料器设定是否只配置
L
侧。存在下述
4
种。
• [
否
]:
按照通常设置,在
L
侧、
R
侧双方都配置双供料器。
• [
是
]:
针对
4mm/8mm
双供料器,只在
L
侧配置元件。
• [
仅限
4mm]:
针对
4mm
双供料器,只在
L
侧配置元件。
8mm
双供料器则按
照通常设置,在
L
、
R
双方都配置。
• [
仅限
8mm]:
针对
8mm
双供料器,只在
L
侧配置元件。
4mm
双供料器则按
照通常设置,在
L
、
R
双方都配置。
请在供料器的更换运作时,无需在
L
、
R
侧双方都配置元件时
设定本项目。即使设定了本选项,仍可在
R
侧通过手动配置元
件。
‘
回避元件与吸嘴的干涉
’ '
回避元件与吸嘴的干涉
'
在贴装元件之际,为防止元件高度高的贴装完毕元件与吸嘴法兰
盘相干涉,而决定元件配置、贴装顺序。使用本功能时,因为会
优先避免干涉,因此生产率有可能会恶化。